纯电动重型牵引车动力电池布置对轴距与转弯直径的影响
0 前言
在全球碳中和目标驱动下,电动重卡续驶与机动 性矛盾突出:主流 6×4 纯电牵引车轴距较燃油车延长 18% ~ 26%,转弯直径增至 16 ~ 21 m,其主因是传 统磷酸铁锂电池包体积大且后背 / 侧挂布置空间利用率 低。为此提出“固态电池体积缩减 + 模块化立体布置” 方案:采用 400 W・h/kg 固态电池使体积缩减 60%,结 合电驱桥消除传动轴约束实现电池包车架间立体堆叠。
模型显示,该方案可将第一轴至第二轴轴距缩至 3300 mm、转弯直径降至 16.7 m,紧凑度提升约 51%, 为电动重卡底盘—电池协同设计提供系统方案。
《节能与新能源汽车技术路线图 2.0》明确要求商用车加速电动化转型。而纯电动重卡面临的机动性与续驶突出矛盾,具体表现为轴距过长、转弯直径过大, 严重制约狭窄场景通过性。当前主流技术路线中,电驱桥因取消传动轴、提升空间利用率及驱动效率,被公认为最优解。然而,传统电驱桥方案仍受限于电池体积,导致轴距被迫延长。本文据此提出“电驱桥 + 固态电池”协同策略,突破空间约束瓶颈。
1 国内外研究现状
现有研究缺乏高容量电池场景下布置空间与轴距的耦合机制分析,6×4 牵引车轴距对比见表 1。
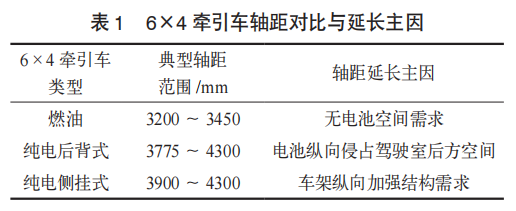
当前研究空白:①电池体积对轴距的定量影响模型;高紧凑度布置方案;②电池技术革新(如固态电池)的轴距优化潜力。
2 动力电池布置的空间约束机制
2.1 传统中央驱动方案的动力电池系统空间占用特性
纯电重卡电池用电量较大,在重型商用车领域采 用电池价格较低的磷酸铁锂电池比较适合。由于磷酸铁锂的能量密度各厂家相差不大,对商用车来说,不同品牌的电池包尺寸趋于统一。以 400 kW · h 电池为 例,其成组方式为单包 100 kW · h,采用 2 并 2 串的方 式。电池系统的主流布置型式为后背方案或侧挂方案, 具体如图 1、图 2 所示。
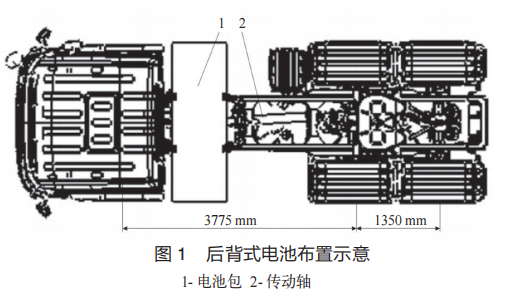
图1 后背式电池布置示意
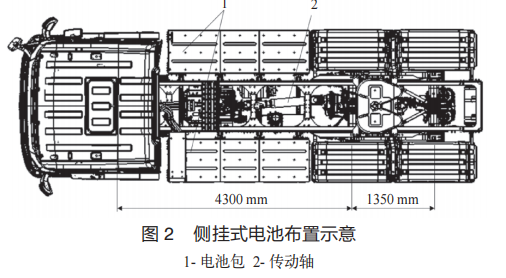
图2 侧挂式电池布置示意
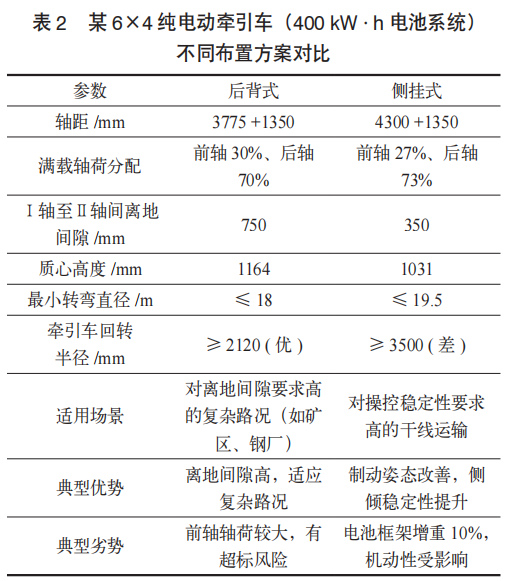
对某 6×4 牵引车型,驱动型式为中央驱动,电池 电量 400 kW · h,驾驶室后悬 815 mm 的纯电动车型, 不同布置方案对比结果见表 2。
2.2 轴荷和质心高度公式推导
整车最大总质量 Mt 按下式计算:

式中,N1 为用于估算整车最大总质量的全部总成和负 载的数量(整车整备质量加上乘员和最大装载质量)。
满载后轴荷 Mtr 按下式计算:

式中,Mtr 为满载后轴荷,单位 kg ;L 为轴距,单位 mm。
载前轴荷 Mtf 按下式计算:

满载质心高度 Hg1 按下式计算:

式中,Hg1 为满载质心高度,单位 mm ;Zi 为各总成的质心高度,单位 mm。其中,Hg1 决定侧倾稳定性,但轴距过长导致转弯性能恶化。
3 典型布置方案轴距与轴荷关系分析
某 6×4 纯电动两款搭载 400 kW · h 电池系统的重型牵引车在不同轴距下的轴荷分析结果见表 3。
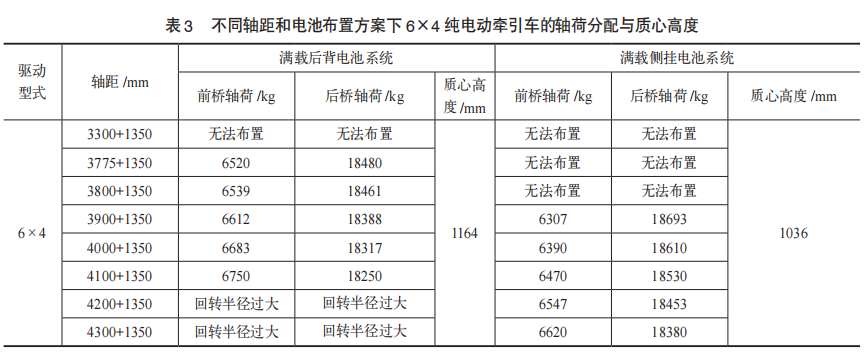
根据表 3,随着轴距的增加,前轴轴荷逐步增加, 后桥轴荷逐步减小。后背电池系统的前轴轴荷相对于 侧挂类电池系统更大。GB/T1589-2016 《道路车辆外 廓尺寸、轴荷及质量限值》中规定,前轴轴荷不大于 7000 kg。后背电池系统的布置局限于 400 kW · h 以内 的电池电量,如果电池电量增加至 500 kW·h 或者以上, 前轴轴荷会超过法规限制,此种布置方式局限性过大。 侧挂电池布置则不受影响,但轴距受电池尺寸影响, 轴距偏大。
4 建立电池布置—轴距—转弯性能的耦合模型
4.1 线性关系
动力电池侧挂后,轴距平均延长 200 mm 以上。防 护约束(离地间隙≥ 350 mm)进一步限制了轴间空间利用效率。
4.2 轴距与最小转弯直径的理论模型建立
基于阿克曼转向几何原理,为解决车辆在转弯时, 使各车轮都能保持纯滚动状态,避免轮胎磨损和提高转向稳定性而设计的一种转向几何,几何关系如图 3 所示。
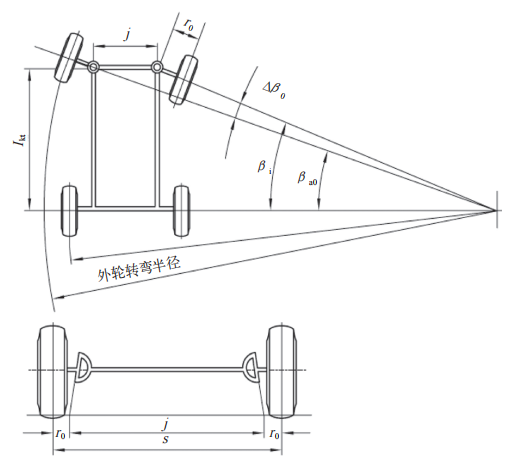
图3 阿克曼转向几何原理
对于双后驱动桥的车型,低速转向时,内轮实际转角 β i 需大于外轮转角,使四个车轮轴线延长线交于后轴延长线上的同一转向中心点,此时外轮转角即“理 论外转角”β(a0 ),两者关系如公式(5)所示:

式中,L 为理论轴距(理论后部车轴中心线与前轴中心线距离,单位 mm);j 是两转向主销中心线与地面交点间距离,单位 mm ;β (a0)是理论外转角;β i 是内轮实际转角
最小转弯半径与车辆的理论外转角有关,基于曼公司修正的阿克曼公式,采用公式(6)可计算出最小转弯半径:

式中,rs 是转弯半径(车辆最小转弯路径的半径,单位mm);r0 是主销偏移距(主销轴线与车轮中心面偏移量, 单位 mm);δF 是前轮转向角(指转向节臂设计角度)。
从公式 5、6 中可以直观地看出,在其他参数(如 主销偏移距和最大前轮转向角)保持不变的情况下,最小转弯直径与轴距呈正相关关系。轴距每增加 100 mm, 最小转弯直径平均增大 0.3 m,见表 4,GB/T35782- 2017《道路甩挂运输车辆技术条件》中规定半挂牵引车回转半径不应小于 2120 mm,基于市场上常规的后背 LNG 车轴距普遍在 3800 mm,最小转向直径取 18 m 可以作为评价纯电动牵引车机动性优劣的参考值。
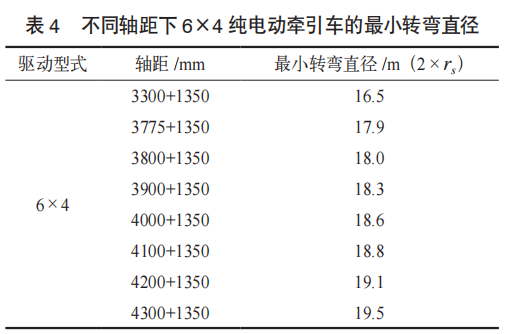
对于重型牵引车而言,由于其整备质量大,载荷高, 为了保证转向稳定性,前轮的最大转向角通常会受到限制。这意味着,一旦轴距被迫增加,车辆的转弯性能将不可避免地恶化。表 4 的数据也印证了这一理论模型中,轴距从 3300 mm 增加到 4300 mm,最小转弯 直径从 16.5 m 增加到 19.5 m,增长了近 20%。这一显著的性能下降,正是当前纯电动重型牵引车在狭窄空间内面临巨大挑战的根本原因。
4.3 动力电池系统布置的紧凑度指数
紧凑度指数(k)是为量化电动商用车动力电池布 置的空间利用效率而提出的核心指标,其本质是电池包有效体积与底盘可用空间的比值,k 越大表示结构越紧凑,公式推导基于底盘空间约束的三维特性:

式中,Vb 为电池包体积;单位是 m³ 为包含单体电池、 框架和热管理系统的实际占用空间;W×H×Ly 为底盘 可用空间,单位是 m³ ;H 为车架有效安装宽度,单位 单位是 m ;H 为底盘有效安装高度,单位是 m ;Ly 为 有效轴距单位是 m。Ly 为电池包有效占用长度。
400 kW · h 后 背 安 装 的 磷 酸 铁 锂 电 池 系 统:电 池包体积 Vb=0.083m³( 含 框 架 ), 底 盘 可 用 空 间W×H×Ly=0.85×1.68×2.5=3.57 m³,紧凑度指数 k=2.324%。
400 kW · h 侧挂安装的磷酸铁锂电池系统:电池包体积 Vb=0.102 m³( 含 框 架 ), 底 盘 可 用 空 间 W×H×Ly=0.85×1.68×2.5=3.57m³,紧凑度指数 k=2.86%。
计算表明,侧挂电池系统相对于后背电池系统具 备更佳的空间利用率。
4.4 轴距、转弯性能、轴荷和紧凑度的耦合关系
针对 6×4 的纯电动重型牵引车“轴距—转弯直径— 轴荷分配”的耦合优化难题,引入线性加权综合评价 模型 P,通过参数归一化与场景化权重分配,实现多目 标冲突的量化平衡:

式中,α、β、γ 为权重系数,总和为 1 ;SD 为转弯直径得分, (转弯直径得分,得分越高表 示机动性越优,取 18m 为参考限值,关联 α);SK 为 空间紧凑度得分,
(转弯直径得分,得分越高表 示机动性越优,取 18m 为参考限值,关联 α);SK 为 空间紧凑度得分, (空间紧凑度得分,模块化布置下的理论最大紧凑度,关联 β);SMtf 前轴荷合规性得分,
(空间紧凑度得分,模块化布置下的理论最大紧凑度,关联 β);SMtf 前轴荷合规性得分, ( 前轴荷合规性得分,严格遵循 GB1589 前轴荷≤ 7 t 的法规要求,关联 γ)。
( 前轴荷合规性得分,严格遵循 GB1589 前轴荷≤ 7 t 的法规要求,关联 γ)。
综合评价指标 P 的值越大,代表车辆在指定场景下的“轴距—转弯性能—轴荷合规性—空间紧凑度” 综合表现越优。
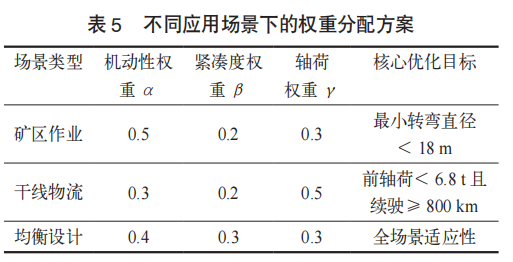
针对矿区窄路转向(机动性优先)与干线物流(载 重合规优先)场景,分别采用差异化权重策略内容见 表 5,通过 NSGA-II 算法求解 P 值最大化的帕累托最 优解集。
为量化评估设计方案的可行性,设定 P 值等级阈 值:
P ≥ 0.25 为优秀(全指标达标且裕量充足);
0.20 ≤ P < 0.25 为良好(指标达标但裕量有限);
0.15 ≤ P < 0.20 为及格(临界达标,存在风险);
P < 0.15 为不及格(硬性约束突破)。
阈值依市场主销车型数据确定,若关键指标(如D 或 Mtf)突破约束,则直接判定不及格。
5 方案的优化分析
以某 49 t 的 400 kW · h 纯电牵引车为例,对比传统中央驱动与电驱桥 + 固态电池方案,基于均衡设计场景权重(α=0.4,β=0.3,γ=0.3)计算综合得分 P, 结果见表 6,电驱桥 + 固态电池布置方案如图 4 所示。
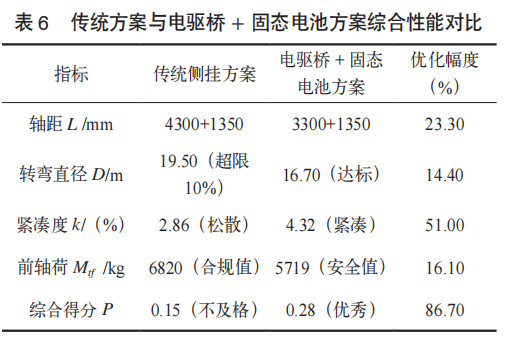
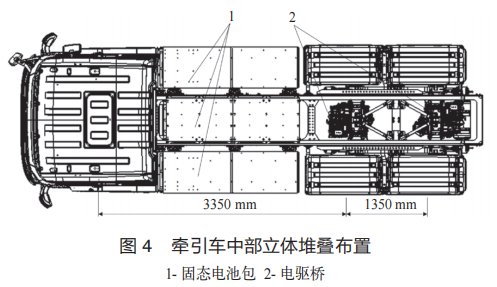
图4 牵引车中部立体堆叠布置
取消传动轴后,底盘中部释放的空间,允许电池包从“两侧外挂”转为“中部立体堆叠”,前轴荷降低 1101 kg,实现中部立体堆叠。固态电池尺寸缩减:能量 密度从 160 W・h/kg 提升至 400 W・h/kg 后,400 kW · h 电池包体积可减少约 60%(即原体积的 1/3),为轴距 缩短创造几何条件,紧凑度提升 51% 显著解决传统方 案空间利用率低(k<3%)的瓶颈。
6 结语
本研究提出一种“固态电池体积缩减 + 电驱桥空 间释放”协同优化策略,以解决纯电动重型牵引车因动力电池布置导致的轴距延长与转弯性能恶化问题。 通过构建量化模型与评价体系,发现应用 400 W・h/kg 固态电池可使 400 kW · h 电池包体积缩减 60%,结合电驱桥取消传动链释放的空间,实现电池立体堆叠布置。这样可使轴距缩短至 3300 mm,降幅 17.7%,回归燃油车水平;最小转弯直径降至 16.7 m,降幅14.4%, 电池布置紧凑度指数提升 51%。同时,多目标综合评价模型的 P 值从 0.15 升至 0.28,突破了电动重卡机动性与长续驶的矛盾壁垒。
未来,相关研究应聚焦于固态电池量产成本控制和电驱桥可靠性提升,加速该方案工程化落地。同时, 探索电池底盘一体化(CTC)技术与线控转向系统融合应用,以实现空间优化基础上的转向稳定性与紧凑化双重突破,推动电动重卡向零碳高效物流核心装备发展。
参考文献
[1] 中国汽车工程学会 . 节能与新能源汽车技术路线图 2.0[M]. 北京 : 机械工业出版社 , 2021.
[2] 李江 , 陈奇锋 , 张伟 . 纯电动重卡动力总成结构研 究 [J]. 汽车实用技术 , 2021(19): 17-19.
[3] 国家标准化管理委员会 ,GB/T 1589-2016 道路车辆 外廓尺寸、轴荷及质量限值 [S]. 北京:中国标准, 2016.
[4] 国家标准化管理委员会 ,GB/T 35782-2017 道路甩 挂运输车辆技术条件 [S]. 北京:出版社,2017.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:李哲 薛培 濮虎 李彧 张泽宇,单位:质子汽车科技有限公司。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

破解焊装涂胶质量难题:自动计数防错系统实现零缺陷与降本双赢
针对汽车焊装人工涂胶工位传统目视检测效率低(约1s/处)、误检率高(平均1%)及成本控制难等问题,本研究开发了一种基于压力传感的自动计数防错系统。系统采用工业级标准元件(压力传感器单价<100元,PLC模块<1500元),成本优势显著,适用于大规模生产线人工涂胶工位质量控制。
2025-10-14
-

全球形势分析和汽车零部件企业经营风险抵御
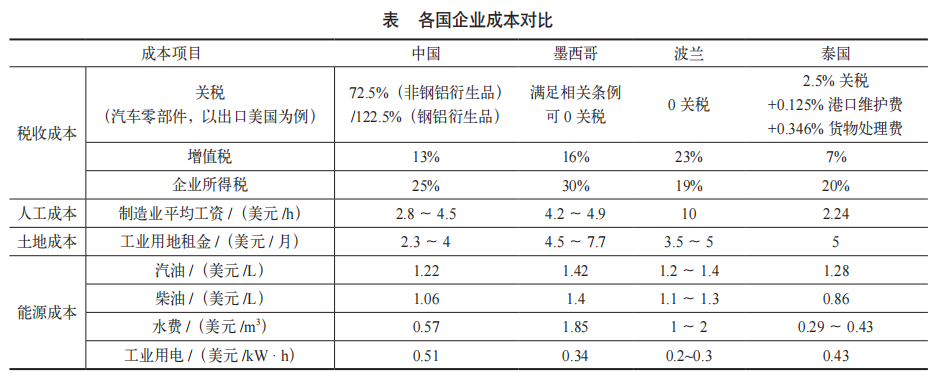
当前全球进入“三高一低”(高通胀、高利率、高债务和低增长)宏观新范式,叠加技术驱动汽车行业在不同区域数据和场景端的需求变化,原贸易型出海已经难以为继,中国企业出海面临着多重“再布局”挑战。文章提出了以属地化运营带动国际化发展、根据市场需求选择出海目的地以及形成中国汽车零部件国际化方法论等针对性建议,旨在为汽车零部件企业推进国际化进程提供参考,助力其在全球市场中提升竞争力,实现可持续发展。
2025-10-13
-

焊装车间生产节拍平衡的系统化策略
本文深入研究汽车焊装车间生产节拍平衡问题,阐述了生产节拍平衡的概念及影响因素,通过分析成功因素与问题案例,提出优化生产节拍平衡的技术和管理优化策略。未来研究可从不同类型生产线方法、智能化解决方案、新材料影响、建立动态评估模型和加强国际合作等方面展开。
2025-10-11
热点文章
-

-

智能网联汽车轨迹优化方法研究综述
2026-07-07
-

看见·增程的“第二生长曲线”
2026-07-14
-

中国企业出海中的人才战略与文化融合
2026-07-07
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

浅谈智能座舱与人机交互技术创新
2026-07-14
-

连接器如何破局?莫仕携“系统级决绝方案”迈入新阶段
2026-07-08
-
浅谈智能座舱与人机交互技术创新
在汽车电动化、智能化、网联化深度融合的产业趋势下,智能座舱已从配置竞争转向技术体系与落地能力的竞争。本文以零跑汽车为案例,从中央集成电子电气架构、高算力硬件、自研车机操作系统、多模态交互、舱驾融合以及车载大模型六大技术维度,对智能座舱与人机交互关键技术进行深入解析,并聚焦底层技术实现、工程化落地、量产应用效果与成本控制逻辑。研究表明,零跑汽车实现了高阶智能技术的大众化,为自主品牌提供了可复制的实践路径,验证了技术落地成效,并指明了未来优化方向。
作者:
-
看见·增程的“第二生长曲线”
-
面向ISO 34505的自动驾驶场景评价及测试优先级分析
-
国产化替代正当时:永铭车规级固液混合电容,为激光雷达发射端与算力核心提供高纹波耐受解决方案
-
智能网联汽车轨迹优化方法研究综述
-
AI《汽车制造业》增刊





评论
加载更多