曲轴加工工艺演变及敏捷柔性生产线初探
曲轴是发动机的心脏,其制造技术是发动机制造技术的集中体现。曲轴制造水平是代表一个国家制造业水平的重要标志之一。目前,国内汽车发动机关键零部件主要制造技术装备依赖进口,而发动机曲轴加工的敏捷柔性生产线尚处于初期阶段,需要一个长期的技术积累和发展过程。曲轴加工工艺的发展演变
1、20世纪70年代以前,发动机曲轴粗加工采用的加工方式为多刀车床车削曲轴主轴颈和连杆轴颈。采用这种方式加工精度较低、柔性很差、工序质量稳定性低,且容易产生较大的内部应力,难以达到合理的加工余量。在粗加工后一般需要进行去应力回火处理,释放应力。因此粗加工需要给后续精加工工序留较大的加工余量,以去除弯曲变形量。曲轴精加工采用的是普通磨削工艺,一般采用MQ8260曲轴磨床粗磨-半精磨-精磨-抛光,通常靠手工操作,加工质量不稳定,废品率较高。
2、20世纪70-80年代左右,曲轴粗加工采用CNC车削、CNC外铣加工,加工状况有所改善。精加工仍以普通磨床磨削工艺为主。
3、20世纪80年中期又出现了CNC内铣工艺,CNC内铣加工性能指标要高于CNC外铣加工,尤其是对于锻钢曲轴,内铣更有利于断屑。精加工工艺多采用半自动曲轴磨床,头架和尾座同步杠传动,加工精度有所提高。
4、1985-1990年左右开发出了曲轴车拉、车-车拉工艺(图1为双刀盘车-车拉)。该工艺具有精度高、效率高等优点,特别适合于平衡块侧面不需要加工且轴颈有沉割槽(包括轴向沉割槽)的曲轴,加工后曲轴可直接进行精磨,省去粗磨工序。曲轴精加工已少量采用数控磨床磨削工艺,尺寸的一致性得到改善。
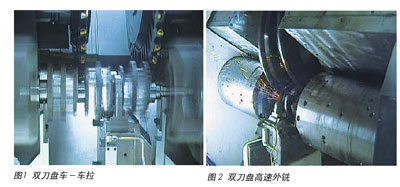
5、20世纪90年代中期,又开发出CNC高速外铣(图2为双刀盘高速外铣)。它对平衡块侧面需要加工的曲轴,比CNC车削、CNC内铣、车-车拉的生产效率还要高。另外,CNC车-车拉工艺加工连杆轴颈要2道工序,CNC高速外铣只要1道工序就能完成。CNC高速外铣的优点有:切削速度高(可达350m/min)、切削时间较短、工序循环时间较短、切削力较小、工件温升较低、刀具寿命高、换刀次数少、加工精度更高,且柔性更好。因此,CNC高速外铣将是曲轴主轴颈和连杆轴颈粗加工的发展方向。精加工使用数控磨床,采用静压主轴、静压导轨、静压进给丝杠(砂轮头架)和线性光栅闭环控制等控制装置,使各尺寸公差及形位公差得到可靠保证。精加工还广泛使用数控砂带抛光机进行超精加工,经超精加工后的曲轴轴颈表面粗糙度至少提高一级精度。
6、20世纪90年代开发了CBN高速磨削。英国LANDIS公司生产的曲轴磨床,磨削速度高达120m/s,用扒皮法一次装夹从毛坯到精磨完毕,耗时仅几分钟的时间。这将会出现以磨代替其他粗加工工艺的新局面。
7、进入21世纪以后,复合加工工艺已进入曲轴制造业中。过去将加工中心称为复合加工机床,但因工具交换加工的品种受到限制,而且也走不出切削加工的领域,现在已经不再将一般的加工中心称之为复合加工机床了。复合机床应具有工序集成功能,多种加工集成功能。奥地利WFL公司生产的卧式车铣复合加工中心能在曲轴硬化前“一次装夹,完全加工”,加工后的曲轴可直接转入精加工工序。目前国内也推出了类似的复合机床,在CIMT2005上,沈阳数控机床有限责任公司展出的CKZ80-5车铣加工中心就是一台复合机床。该机床代表了我国同类机床的最高水平。该机床五轴中X、Y、Z、B轴采用直线光栅尺或圆度光栅尺检测,可实现闭环控制。该加工中心备有48-96工位刀库可实现自动换刀,一次装卡可进行车、铣、钻、镗、攻丝等加工。曲轴精加工方面,也出现了工序集成的CBN数控磨床,即一次装夹磨削全部曲轴主轴颈和连杆轴颈(摆动跟踪磨削)。
由以上演变可以看出,曲轴的加工工艺正向着高速、高效、复合化方向发展。目前较为流行的粗加工工艺是主轴颈采用车-车拉工艺和高速外铣,连杆颈采用高速随动外铣,全部采用干式切削;精加工采用数控磨床加工,具有自动进给、自动修正砂轮、尺寸和圆度自动补偿、自动分度和两端电子同步驱动等功能。主轴颈和连杆颈可一次装夹,全部磨削完毕;超精加工采用数控砂带抛光机,带尺寸控制装置。
典型曲轴加工先进装备性能简介
□ CNC高速随动外铣
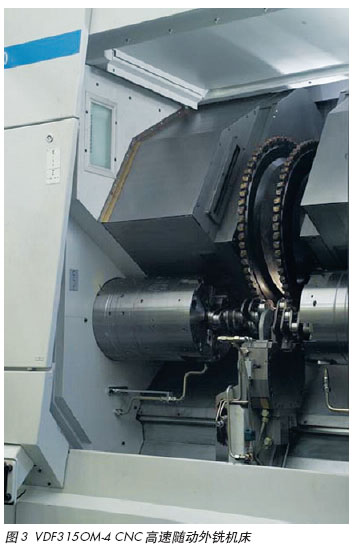
现介绍一款型号为VDF315OM-4的高速随动外铣床(图3)。该机床是德国BOEHRINGER公司专为汽车发动机曲轴设计制造的柔性数控铣床,该设备应用工件回转和铣刀进给伺服连动控制技术,可以一次装夹不改变曲轴回转中心随动跟踪铣削曲轴的连杆轴颈。采用一体化复合材料结构床身,工件两端电子同步旋转驱动,具有干式切削、加工精度高、切削效率高等特点;使用SIEMENS 840D CNC控制系统,设备操作说明书在人机界面上,通过输入零件的基本参数即可自动生成加工程序,可以加工长度450-700mm、回转直径在380mm以内的各种曲轴,连杆轴颈直径误差为±0.02mm。
□ CNC车-车拉机床
该设备一次设定能完成所有同心圆的车削,具有在同一台机床上完成车-车拉(车侧端面)加工、高效率,通过使用特殊卡盘和刀具系统实现柔性加工、机床保养简便、维护成本低等特点,特别适用于平衡块侧面不需加工、轴颈有沉割槽的曲轴。其中拉削工艺可用高效的梳刀(图4)车削工艺代替,梳刀加工通常放到该工序的最后工步,通过微量的径向进给和纵向车削实现高速精加工。
□ 曲轴止推面车滚专机
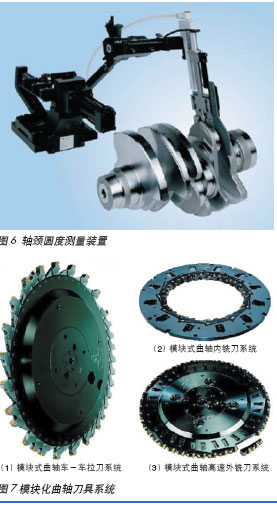
该设备(图5)用于对曲轴止推面精车滚压加工,主要技术特点有:滚压抛光止推面并在线测量、滚压抛光代替磨削加工、可同时进行车削加工、在刀盘上装有滚压抛光装置,可获得更高精度。目前性能较好的设备有德国赫根塞特(HEGENSCHEID)公司的曲轴止推面车滚专机等。
□ CNC曲轴磨床
以德国埃尔温勇克机器制造有限公司(JUNKER)的摆动跟踪系列磨床为例,该设备采用了用于高速加工的CBN砂轮和使用油冷却曲轴的组合,适用于加工汽车发动机曲轴,质量可靠。主要性能有:在加工过程中检测并修正轴颈圆度(图6)和尺寸;带有“学习功能”的控制系统,附加对圆度偏差和干扰量的自动补偿,可进行补偿的干扰量是:温度,机械及动力影响,磨削余量的变化,材料以及金相结构的变化,砂轮的可切削性,机床的磨损状况;由于磨削主轴颈和连杆轴颈一次装夹,理论上的偏差为零;切入式磨削及摆动式磨削;对“敏感工件”的支撑,在主轴上采用自动对中心的三点式中心架;CNC控制的冷却剂供给保障了磨削区域的持久用量;采用静压圆型导轨,无爬行效应,确保持久的高精确度(X轴导轨、进给丝杠、止推轴承);减震抗扭转床身,使用矿物铸铁浇注而成,具有良好的吸震抗弯功能;砂轮轴适用于高达140m/s的磨削。
从以上所介绍的几种先进设备可以看出一个共同点,就是高速高效柔性化,适合于当今产品多品种、小批量的发展趋势。由于曲轴加工不同于普通机械加工,许多工序必须使用专用刀具,如上面介绍的内铣、车-车拉和高速外铣,所使用的都是专用刀具,这些刀具的刀体制造复杂,价格也比较昂贵。如果产品变型要牵涉曲轴结构的变化,就导致必须使用新的刀体来加工曲轴,这就会影响产品开发周期和制造成本,最终导致产品缺乏竞争力。现在瓦尔特(Walter)等刀具制造商已开发出柔性化的曲轴制造专用刀具——模块化刀具(图7),大大缩短了产品开发周期,降低了制造成本。
曲轴敏捷柔性生产线AFTL方案探讨
目前国内轿车曲轴生产线多为高速柔性生产线FTL(FlexibleTransfer Line),这种生产线的特点是不仅可以加工同系列曲轴,而且还可加工变型产品、换代产品和新产品,真正具备柔性意义。为进一步提高高速柔性生产线的生产效率,更快地适应市场,FTL下一步发展将是敏捷柔性生产线AFTL(Agile Flexible TransferLine)。其主要目的是:
(1)满足市场变化的需求。不但满足当前产品的要求,还应满足未知市场需求。
(2)满足生产方式的需求。能满足现代发动机“多品种、大中批量、高效率、低成本”的生产需求。
(3)符合“精益生产”的原则。杜绝浪费,用最少投资、最大回报谋取利润。
由于发动机曲轴自身结构的特殊性,笔者认为曲轴AFTL应具备以下特点:由高速加工中心和高效专用机床(含少量组合机床)组成。按工艺流程排列机床并由自动输送装置连接,采用柔性夹具和高效专用刀具生产。为防止关键工序设备故障造成全线停产,可增设平行设备增补,亦能满足大批量生产的需要。以下是其工艺流程(仅金属加工部分):
铣端面、定总长、钻质量中心孔、车大小端外圆→铣主轴颈及轴肩→铣连杆颈及轴肩→车拉主轴颈及沉槽→车拉连杆颈及沉槽→枪钻油孔→清洗→圆角滚压→法兰钻孔攻丝→精磨主轴颈(CBN)→精磨连杆颈(CBN)→斜切磨小端→斜切磨法兰端→车滚止推面、铣键槽→动平衡→砂带抛光主轴、连杆及法兰外径→清洗、冷却→检测分类。
对上述工艺流程有几个问题探讨如下:
□ 曲轴质量中心孔和几何中心孔的选用
(1)毛坯质量好,加工余量小且加工余量分布均匀。这时,曲轴的质量中心孔与几何中心孔基本重合,则不必花费较高的经费购置质量定心设备而直接钻几何中心孔。
(2)毛坯质量较差,加工余量大且加工余量分布不均匀,择优选用质量中心孔。因初始不平衡量较大,如果钻几何中心孔,质量分布不均匀,转动惯量较大,损坏后续加工设备精度。再者,采用几何中心孔,在进行动平衡时,初始不平衡量可能超出平衡机要求而无法平衡。在这种情况下应优先选用质量定心机。
□ 曲轴粗加工机床的合理选用
(1)选用原则
先进的金属加工设备在曲轴制造中的重要性毋庸置疑,它能可靠地保证尺寸精度和一致性,适应生产节拍的要求,提高整体工艺水平。但不能采取“拿来主义”,也并不是设备越先进越好,应符合以下三个原则:1)符合工艺性原则,结合产品结构,能满足尺寸精度和一致性的要求;2)符合经济性原则,采用招标的形式降低成本;3)符合设备管理和维修性原则,考察设备生产商售后服务质量,设备易损件是否能够随时采购等。
(2) 合理组合
国内曲轴制造企业对引进设备存在一些误区,比如设备越先进、昂贵越好。其实如果使用不当,先进设备起不到应有的作用 ,造成浪费。下面以CNC高速外铣、CNC内铣、CNC车-车拉的合理组合为例来介绍。
1)曲轴平衡块侧面需加工,主轴颈加工应优先选用CNC内铣或CNC高速外铣,连杆颈的加工用CNC高速外铣。如果毛坯是锻钢毛坯,CNC内铣更有利于断屑。不易采用CNC车-车拉,由于平衡块侧面是断续车削,曲轴转速又很高(约1000r/m),崩刀现象很严重。
2)曲轴平衡块侧面不需加工,主轴颈加工选用CNC车-车拉比较合理,加工精度高。由于连杆颈轴线不在一条中心线上,如六拐曲轴,用车-车拉加工就有一些麻烦,CNC高速外铣就比较合理。
3)轴颈有沉割槽的曲轴,此时CNC车-车拉体现出其优越性,若轴向有沉割槽,CNC高速外铣和CNC内铣不能加工,而车-车拉能加工。
以上设备应采用独立双刀盘、模块化刀具系统等实现柔性化加工。
□ 曲轴圆角滚压强化
曲轴的圆角滚压强化,主要是为了提高曲轴的疲劳强度。据统计资料表明,球铁曲轴经圆角滚压后寿命可提高120%-230%;锻钢曲轴经圆角滚压后寿命可提高70%-130%。因此,这种强化手段已受到各曲轴生产厂家的高度重视。目前国外轿车曲轴几乎全部采用滚压强化工艺。采用这种设备应注意柔性化,以适应不同产品的加工。
□ 曲轴砂带抛光
采用砂带抛光可同时抛光主轴颈、连杆颈、法兰、圆角及止推面,由曲轴轴向窜动实现圆角及止推面的抛光。抛光后的表面粗糙度至少提高一级精度以上。为实现曲轴多品种、变形产品的加工,可采用独立抛光头、分多工步加工实现柔性化。

□ 曲轴的清洗
曲轴通常采用二次清洗,第一次清洗安排在枪钻油孔之后,去除油孔内的铁屑和曲轴表面的润滑油,为下一道工序提供清洁的半成品。第二次清洗安排在砂带抛光之后,选用定点定位专用清洗机对油孔、法兰螺孔等用专用喷嘴清洗。
□ 曲轴的精加工
曲轴精磨主轴颈和精磨连杆颈工序应选用单砂轮、独立双砂轮CBN数控磨床,不宜选用多砂轮一体化磨床,虽效率较高,但不能适应多品种柔性化需要。
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多