发动机缸孔珩磨几何形状的控制
缸孔珩磨几何形状加工不良和缸盖装配后的气缸孔变形是影响活塞漏气量大和发动机烧机油的重要因素。本文通过常规缺陷预防、增加在线形状修正珩磨和增加模拟压板珩磨工艺等控制方式,使其缸孔几何形状品质有了很好的提升和改善。
气缸体是联接发动机的曲柄连杆机构、配气机构以及供油、润滑和冷却等机构的核心基础部件。而缸孔是气缸体的关键部位,尤其缸孔珩磨后的加工质量水平直接影响到发动机整机的经济性和动力性,也是决定排放性能能否达标的关键之一。气缸孔珩磨几何形状加工不良和缸盖装配后的气缸孔变形是影响活塞漏气量大、发动机烧机油的重要因素,也是进一步提高发动机产品品质的难点。
缸孔珩磨几何形状过程控制
珩磨作为气缸孔加工中的最后一道关键工序,是提高缸孔尺寸精度、几何形状精度和表面粗糙度的一种必要的磨削工艺。珩磨是利用工件不动,通过涨开机构将珩磨头上的油石径向涨开,压向孔壁,采用液压或伺服驱动装置使珩磨头旋转和往复运动来修正缸孔,来提高精度。
在日常生产过程中,缸孔的几何形状精度超差是缸孔生产中的常见缺陷之一,是影响生产线产品质量控制、生产效率的重要原因之一。通常的解决方式为:现场工程师根据工件的测量报告,分析几何形状的异常现象,继而对珩磨设备进行相应的检查和人工调整,尤其是加工参数的调整,完全依靠人工调试积累的经验或反复的测量、调整尝试,直到满足产品图样要求为止。同时我们也知道,缸孔的形状测量一般采用精密测量间的圆柱度仪进行检测,检测的时间比较长,一般为2~3h(包括清洗、恒温和测量时间),严重影响生产效率。为了最大限度地预防和减少生产线的停线时间,及时保证和恢复生产,我们对新旧设备都采取了相应的解决方法。
1.旧珩磨设备应对控制方法——缺陷矩阵表
现有生产线的珩磨设备因使用年限较久,软件系统版本比较低,很难通过软件升级实现在线缸孔几何形状自动修正功能。通过吸取珩磨厂家的经验和我司自身珩磨过程缺陷调整的案例经验,按照收集、整理以及归纳的方式,总结了一套关于珩磨设备缺陷应对的缺陷矩阵表,如表1所示。
2.新购设备应对控制方法——在线自动修正珩磨
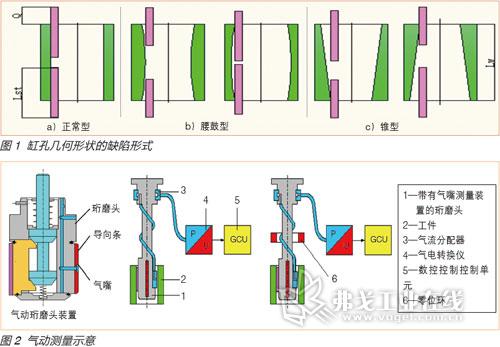
我们知道,在缸孔珩磨工艺过程中,容易产生缸孔圆柱度缺陷的主要有三种类型共5种形式,如图1所示。
影响珩磨几何形状的参数主要有3个:孔的长度、砂条的长度和砂条的伸出长度(砂条在珩磨时伸出孔外的长度)。孔的长度由产品设计确定,砂条的长度根据珩磨厂商的经验,一般在通孔加工中应为孔长的2/3。受工件本身的特性及刀具设计的限制,该长度一旦确定则在后面的生产中也需要保持固定不变。
珩磨时砂条的伸出长度为砂条本身长度的1/3被证明是最理想的,当伸出长度上下对称时可以得到一个理想的圆柱度。若砂条伸出长度太大时,在孔的两端易造成向外扩张,因为砂条很大的一部分在孔的上下两棱被磨利,并在这一区域造成很大的切削量。除此之外,由于砂条和孔壁的贴靠面积减小,从而增大了涨刀压力,也会造成切削大量, 从而造成两端喇叭口的形状。如果砂条伸出长度过小,砂条会在孔的中间部位形成过量切削,从而造成腰鼓性的孔。如果砂条在上端伸出长度大,而下端伸出长度小,砂条会在上端形成过量切削,在下端切削量过少,从而造成锥形的孔,反之则形成倒锥形的孔。
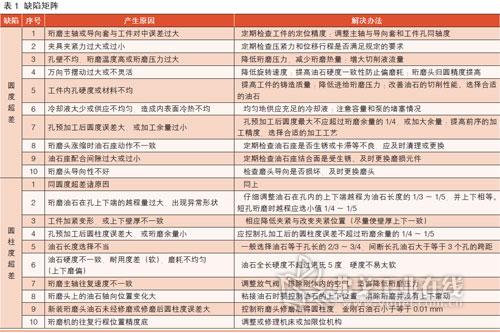
(1)原理分析 珩磨加工是一种动态的闭环控制加工方式,压缩空气经由一个旋转气流分配器进入珩磨头,并通过刀具上的气嘴喷射到被加工的缸孔孔壁上,在气嘴和加工表面之间将产生回弹压力,这个压力差将通过气电转换器转换为电子信号发送到珩磨机的控制系统。控制系统经过内部的计算、对比,并向PLC发出信号,PLC控制程序通过信号对珩磨头的涨舒机构电动机或液压系统进行轴向和径向的控制,实现珩磨过程的实时反馈控制和加工,从而达到对缸孔精度的精确控制。珩磨头结构和气动测量控制原理如图2所示。
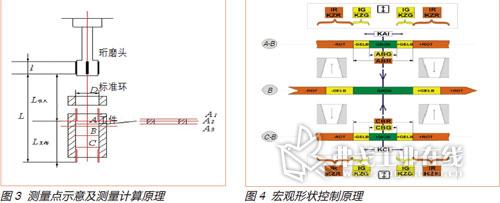
根据气动差压式测量原理和圆度、圆柱度的近似两点测量评价方法,我们对珩磨过程中的缸孔形状进行对比和评估。根据活塞在缸孔中的运行工作区域,将缸孔划分成A、B和C三个界面(活塞的上、下止点和中间位置见图3)。通过测量不同界面的直径,并取所有被测界面示值中的最大值与最小值的一半作为圆柱度误差值,例如孔的平均直径值,通过A和C截面的孔径值相对B截面孔径值进行比较得出孔的形状,通过比较每个截面测得的孔径最大值和最小值的一半得出圆柱度误差值。
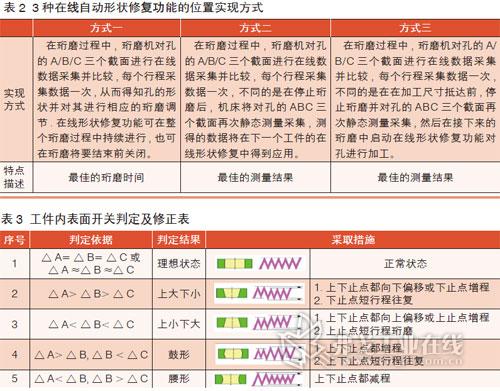
(2)实现方式 根据珩磨头在珩磨缸孔中加工测量的不同时机,可有3种在线自动形状修复功能的实现方式(见表2)。根据各个公司的要求和生产纲领以及对过程质量的认识程度不同,选取的方式也略有差异。目前我司主要采用的实现方式是方式一,即孔的直径在珩磨期间不断地被测量和显示。测量数值的显示从左向右运动(测量数值逐渐变大),宏观形状控制原理图如图4所示。
测量结果将与设定极限进行比较。如果超出设定极限,则触发诸如珩磨力切换、加工完成信息或故障信息等。如果测量数值超出测量开始极限,则开始首次测量往复运动,测量面C、B和A的数值被测出,并将结果显示在测量面A和C上。然后立即计算A-B和C-B,结果同样在测量条形图上显示。比较测量面A和 B的测量值,以求出上方的圆柱度。比较测量面B和C的测量值,以求出下方的圆柱度。如果超出黄色/红色极限,往复运动将作出相应的反应。在绿色区域时,则显示圆柱形的孔。
(3)修正方式 珩磨机控制系统根据测量的对比结果,通过自动改变行程上偏移、行程下偏移、行程量增加和行程量减少等方式实现缸孔形状修正,如果调整的当前上下换向点的数值等于机床参数内设置的极限上下换向点时,系统将自动执行上下换向点短行程往复运动,直到满足圆柱度形状要求为止。整体控制修正的原理表3所示。
通过采用珩磨设备的自动形状修正功能,在一定程度上对缸孔的几何形状有了很好的提升和控制,同时也使珩磨设备的生产利用率有较大幅度的提高。
模拟珩磨
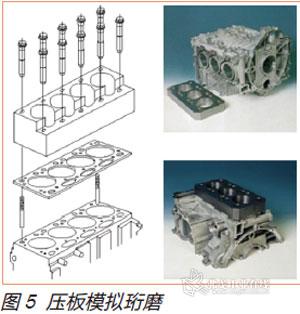
缸体在缸孔不受机械负荷的约束下进行珩磨加工,加工后满足产品图样要求的缸孔,当装配时按规定拧紧缸盖螺栓后,就会在缸孔的不同方向和不同截面上,发生一定的弹性变形,使活塞环与缸孔之间的密封间隙增大,导致漏气量过大,易引起烧机油、拉缸等现象。为了消除上述机械负荷引起的缸孔变形对发动机运转状态下缸孔圆柱度的影响,我公司采用了压板珩磨工艺,即模拟珩磨新技术,如图5所示。
1.装配前后变形量的分析
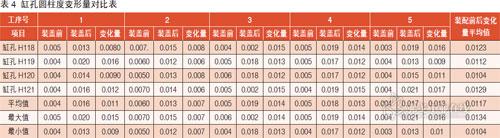
为了统计分析装配前后缸孔的变形量,首先我们从生产现场任意抽取了5个铝合金珩磨缸体工件,并做好相应标记,在自然状态下,测量缸孔的控制尺寸,然后按照产品的装配技术要求,装上缸盖后测量缸孔的变形量。测量原则为:在缸孔内按照活塞运动的工作区域,划分为三个界面(活塞的上、下止点和中间位置),每个界面两个方向,与X轴方向成45°进行测量,然后按照圆柱度近似两点法进行评估和对比,如表4所示:
通过上述分析,缸孔的变形量变化差异范围为0.010~0.013mm,说明装配状态下,缸孔的变形量还是比较大的。另外,不同材质的缸体工件(铸铁、铝合金等)和缸孔结构设计的差异,其不同产品缸孔的变形量也有所差异,应根据实际状况进行验证分析。
2. CAE分析和压板珩磨验证
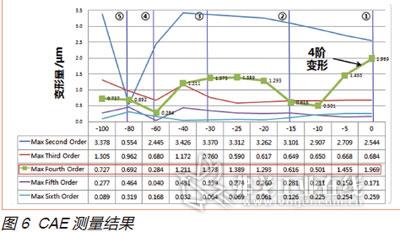
我们首先通过采用CAE模拟分析增加压板和装配缸盖后对缸孔产生的变形,主要针对工艺“缸盖+缸垫”和“工艺缸盖不带缸垫”两种方式进行了分析。选择、采购了相应材料、厚度的压板,安装在精镗后的缸体上,再进行珩磨加工、测量后,结果如图6所示。
图中,①为缸体顶面位置;②为第二活塞环岸位置;③和④为缸盖螺栓的缸体螺纹上、下沿位置;⑤为下止点时刻第一活塞环距缸体顶面位置。
通过CAE分析的数据可知,在螺栓预紧力工况下,带与不带产品缸垫方案的缸孔变形趋势一致性较差:距缸孔顶端越近,带缸垫方案较不带缸垫方案的变形趋势和数值相差越大;反之,带缸垫方案较不带缸垫方案的变形趋势和数值相差越小。鉴于上述两种方式对缸孔变形的影响相差较大,故我们采用“压板珩磨珩磨工艺+产品缸垫”的方式,利用试制珩磨设备对精镗后的缸体装配上产品缸垫和压板进行了珩磨加工和测量对比。实施方式为:首先加工一件不压板珩磨的缸体,分别按指定截面测量加真实缸盖状态下缸孔的圆柱度。然后再加工一件压板珩磨的缸体,分别按指定截面测量加虚拟缸体状态下、加真实缸盖状态下的缸孔的圆柱度。
对上述两种方式的加工、测量分析发现,带压板珩磨后的缸体装配缸盖后圆柱度变形明显的要比不带工艺缸盖装配后的缸孔变形量要提高很多,最多可达11mm,提升了56.1%。
3.试验验证
我们对试制加工后的缸体按照整机装配技术要求,进行了组装,并对装配后的发动机在实验台架上主要对机械损失功率和活塞漏气量进行了验证,验证结果显示,采用压板珩磨缸体后,机械损失在最大功率时降低0.55kW;外特性上活塞漏气量均降低,最大降低4.92L/min。
综合上述验证分析,铝合金缸体通过增加压板珩磨后,令发动机的性能有了一定的提高,尤其是活塞漏气量有了很大幅度的降低,对发动机的排放有了一定的提升和改善。鉴于上述状况,目前我司对铝合金缸体项目的改造实施正在策划中,而铸铁缸体已经实施了压板珩磨工艺。
形位公差的过程控制监控
对于生产线过程中形位公差的控制,目前我们采用线上测量设备100%测量,判断和按照1/30的抽检批次送三坐标进行检测。无论是那种方式都是直接采用将加工零件的形位误差控制在规定的形位公差范围内的质量判断方式。另外,对于新采购设备或新产品验证过程能力按照控制在压缩公差带4/5的管理范围内的判断方式。
结语
旧生产线通过采用珩磨缺陷矩阵表,不仅提高了人员解决问题的效率和线体的综合可动率,而且也很好地实现了知识经验的沉淀和传递;新线增加在线几何形状自动修正功能,弥补了人员经验的不足,也降低了因人员频繁调整造成的不必要工件报废和成本损失;同时增加模拟珩磨工艺大大降低了气缸孔装配后弹性变形,提高了发动机的动力性能和排放指标。
长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多