碳纤维复合材料于车身轻量化实际应用探索
近年来,随着新能源汽车的蓬勃发展及国家“双积分”制度的实施,整车制造企业为实现整车减重,达到降低油耗、电耗及排放的目的,越来越重视汽车的轻量化。汽车轻量化一般通过材料、结构及制造(工艺)等三个途径实现,其中,材料轻量化是汽车轻量化最主要的途径,也最容易实现。车身系统质量占整车质量的1/3,车身的轻量化对整车减重效果最为明显,采用铝合金、镁合金、碳纤维及新型塑料等轻质材料是当前车身轻量化的主要解决方案。
碳纤维复合材料具有优异的综合力学性能:比强度(强度与密度之比)、比模量(模量与密度之比)和比吸能(有效破坏长度内单位质量吸收的能量)高。在等刚度或等强度设计原则下,采用碳纤维复合材料的结构比采用低碳钢材料的结构,减重可达50%以上,比采用镁/铝合金材料的结构,减重达3O%,同时还可减少7O%装配零件数量,具有良好的抗疲劳性和耐腐蚀性,零件的使用寿命也高。因此,国内外整车企业开始以量产的技术方案开发碳纤维复合材料车身,如宝马i3的纯碳纤维复合材料车身(不含开闭件) 、宝马新7系“Carbon Core”车身采用碳纤维复合材料实现了车身大幅轻量化,奥迪新A8的e-tron采用铝合金框架式车身结合碳纤维复合材料用于乘员舱关键零部件,实现了高强、高安全性车身的极致轻量化。而国内真正实现批量运用碳纤维复合材料的案例极少,实际运用主要基于试验验证或小批量使用,大量的探索研究主要针对机罩、顶盖等零部件进行分析,也有部分针对用于整车车身(特别是纯电动汽车)的优化研究和运用探讨。本文主要通过一款纯电动汽车车身的CFRP实际运用,探索其设计方案、工艺方案、轻量化效果等,这款车车身也是目前国内首款全碳纤维车身。
车身设计方案概况
对标宝马i3,本实际运用项目中的纯电动汽车采用了全碳纤维车身本体+铝合金车架的车身结构方式,如图1所示。
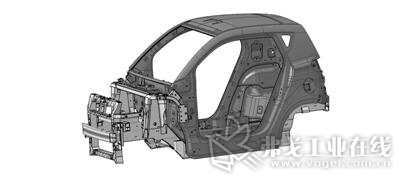
图1 全碳纤维车身本体+铝合金车架的车身结构方式
本车型的电池包和动力系统安装在铝合金车架上作为动力模块、车身本体除小的安装支架采用金属钣金以外,全部由采用碳纤维复合材料车身零件构成,为一款2人座纯电动汽车。
车身本体共由26个碳纤维车身零件组成,其中侧围、地板、顶盖、前围、后围等主要结构件全部采用碳纤维,开闭件中如车门铰链安装支架等采用金属钣金件。
主断面设计是车身设计的关键点,根据碳纤维复合材料的特性,其主断面设计主要有以下特点:
- )车身部件采用胶接连接方案,部件与部件之间的搭接边宽带要在10mm以上,以保证胶粘强度(一般情况,对于主承受载荷的对接胶接构件,搭接边重叠宽度
 与被胶接件厚度t之比
与被胶接件厚度t之比 。考虑胶接连接的可靠性,最小重叠宽度L≥100mm,搭接宽度应为搭接件厚度的75~90倍;对于胶接部位为次承力的构件,搭接宽度应根据结构之间的衔接尺寸、搭接处美观要求酌情处理;重要承力件胶接搭接宽度由结构受力情况,经计算分析决定)。
。考虑胶接连接的可靠性,最小重叠宽度L≥100mm,搭接宽度应为搭接件厚度的75~90倍;对于胶接部位为次承力的构件,搭接宽度应根据结构之间的衔接尺寸、搭接处美观要求酌情处理;重要承力件胶接搭接宽度由结构受力情况,经计算分析决定)。
2)因连接方式的不同,零件之间的设计间隙不同于采用钢板材料的0间隙,碳纤维复合材料零件与零件之间必须有胶粘剂的厚度,厚度根据不同部位受力状况进行设计。
3)因零件成型工艺不同,碳纤维零件的圆角R等要大于钢板零件,具体数值根据零件厚度和部位确定。
4)碳纤维复合材料覆盖件壁厚一般1.2 2.0mm,结构件壁厚一般在2.0mm
2.0mm,结构件壁厚一般在2.0mm 4.0mm。
4.0mm。
5)碳纤维复合材料零件应设计有脱模角度,脱模角度一般在1 3°,形状复杂、深度较大的零件应适当增大脱模角度,零件不应有负角度设计。
3°,形状复杂、深度较大的零件应适当增大脱模角度,零件不应有负角度设计。
6)孔与孔、孔与边界距离应大于2倍板料厚度。孔设计时,应尽量在平面上。
7)避免设计复杂过度曲面,防止在碳纤维复合材料成型时,出现树脂分布不均匀、碳纤维布纤维方向变形。
材料选择
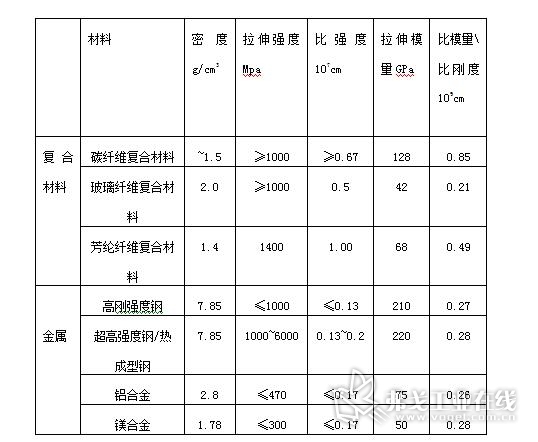
碳纤维复合材料相对钢板材料,具有高比强度和高比模量,用于车身的复合材料与金属材料的性能对比,如表1所示。由表1可见,碳纤维复合材料的强度和模量都是钢材的倍数级。因此,本项目选择了T300级别的碳纤维作为车身材料。
表1 各种可用于车身的材料性能对比
碳纤维布的选择方案如下:
1)翼子板、车门、机罩外板等有A级表面质量要求的零件,其性能上应具有一定的刚度要求,但强度要求相对较小,碳纤维布选择方案为:外层为3K斜纹布,中间层采用12K斜纹布混铺;
2)侧围、前围、后围、风窗流水槽、顶盖横梁、轮罩加强板等零件,因其对车身强度、扭转刚度和弯曲刚度贡献较大,碳纤维布选择方案为:采用12K斜纹布进行多层混铺;
3)对前后地板、部分连接板等非主要受力零件,因其对车身性能贡献不高,碳纤维布选择方案为:采用0/90及45/-45双轴向布进行混铺。
碳纤维增强复合材料(CFRP)的另一主要材料——树脂采用了国产TG值为90℃的环氧树脂。
工艺选择
工艺包括零部件成型工艺、连接工艺及装配工艺。
1.零部件成型工艺
目前,采用碳纤维材料的汽车车身零部件的工艺方法,主要有树脂传递模塑工艺(TRM)、真空辅助树脂注入工艺(VARI)以及压缩树脂传递模塑工艺(C-RTM)等方法。根据使用目的、精度要求、批量大小的不同,可选择不同的制作工方法。
(1)树脂传递模塑工艺(RTM))
工艺原理示意如图2:
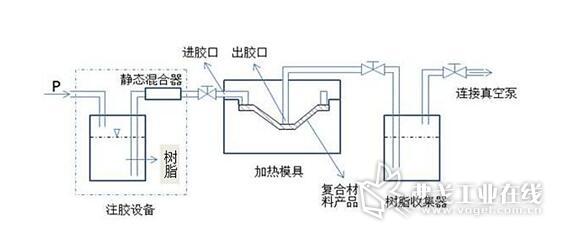
图2 RTM工艺原理示意图
适用范围:大批量生产制件。
工艺特点:产品的一致性较好,有较好的表面质量和尺寸稳定性。
(2)真空辅助树脂注入工艺(VARI)
工艺原理如图3所示:
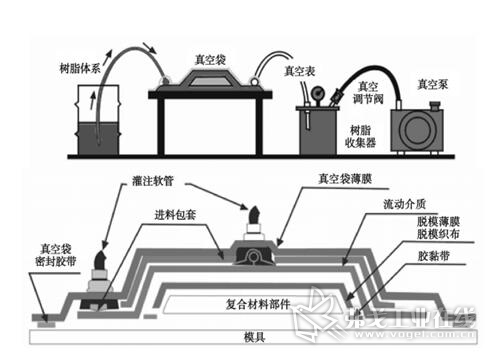
图3 VARI 工艺原理示意图
适用范围:小批量试制用件。
工艺特点:工艺简单,精度及表面质量较差
(3)高压RTM(HP-RTM)
工艺原理如图4所示:
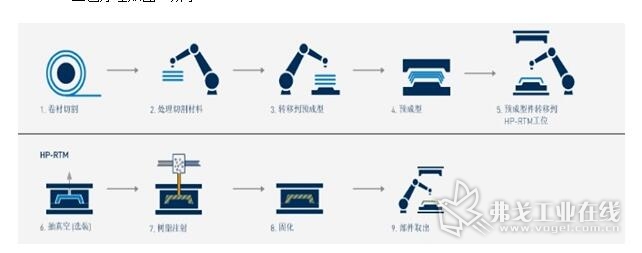
图4 HP-RTM工艺原理示意图
适用范围:大批量生产制件。
工艺特点:工艺较为复杂,生产制件一致性好,精度及表面质量较高。
在RTM工艺基础上,为了提高树脂的流动性和固化效果,采用闭合模腔,并增加压强(约20个大气压),在高压下进行固化成型,能精准控制纤维和树脂的比例,保证零件的性能。
在本项目中,由于是试制性质,采用了手工VARI工艺对零件进行成型。
2.零部件连接及装配工艺
(1)车身零部件之间的连接
车身内外板、各分总成、加强板之间的连接基本以粘接为主。项目试制过程中采用了陶氏化学的2850系列双组分聚氨酯结构胶粘剂,其拉伸剪切强度为9MPa,能达到钢材车身的点焊剪切强度。
(2) 车身车体与内外饰安装件连接与装配
与车身相配合的装饰件、安装部件的连接,主要以拉铆螺母、螺栓为主要连接方式。
(3)线束级管路固定
装配在车身的线束、管路等,通过快速热熔的方式将一特殊的螺柱粘接在碳纤维复合材料车身上,再通过卡子或螺母装配固定。
车身轻量化效果及性能指标评估
1. 车身轻量化效果
本项目的车身本体重量为76Kg,而采用钢材则至少在120Kg以上,也就是说,同样设计性能条件下,车身本体可以减重50%以上。
表2是本项目车型与奔驰Smart for two 纯电动汽车车型最终整车性能参数的对比。
表2 该车型与奔驰Smart for two最终整车性能参数对比
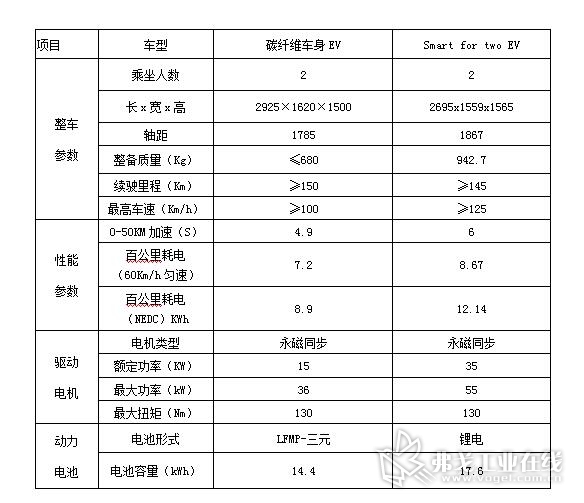
由表2所见,本项目的车型在整车尺寸上与奔驰Smart for two 纯电动汽车相当,但由于本车型车身质量相对于奔驰Smart for two 纯电动汽车减重明显,整车整备质量也随之大幅减少,为整车性能带来如下优势:
1)0-50KM加速时间大大缩短;
2)百公里耗电大为降低,这也契合国家提倡的节能减排目标;
3)大幅减少电池容量仍能达到相同的续驶里程。
综上分析可见,采用CFRP对车身减重效果明显,对整车轻量化贡献巨大。
2. 车身性能指标评估
通过CAE分析得到的结果如下。
(1)车身模态
分析结果显示,一阶扭转为43.4Hz、一阶弯曲为71.6Hz(图5为位移云图)。
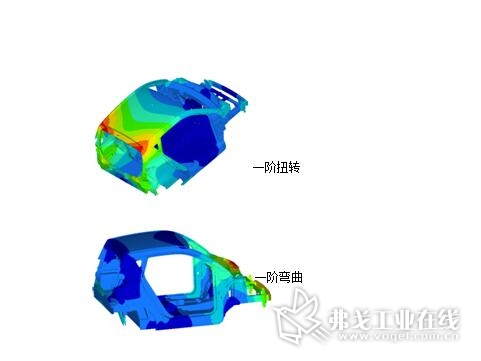
图5 一阶扭转与一级弯曲位移云图
(2)车身刚度
弯曲刚度的加载点和位移云图如图6所示,弯曲刚度分析结果为26226.4N/mm。(分析工况:约束方式为左前减震器安装孔的23自由度,右前减震器安装孔处的3自由度;左后减震器的123自由度,右后减震器处的13自由度;载荷加载方式为每个座椅施加Z向1668N。)
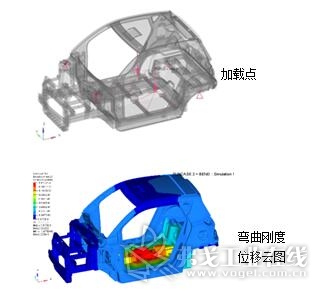
图6弯曲刚度的加载点和位移云图
(3)扭转刚度
扭转刚度的加载方式及位移云图如图7所示,分析结果为5481Nm/deg。(分析工况:约束方式为前防撞梁Y=0的3自由度;左后减震器的123自由度,右后减震器处的13自由度;加载方式是同时在左、右前减震器座安装孔中心施加Z向载荷(大小相等、方向相反),力矩为4080N·m。)
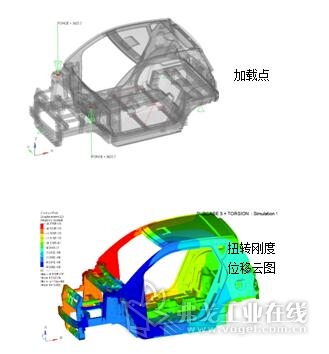
图7扭转刚度的加载方式及位移云图
对弯曲刚度和扭转刚度的分析可知,采用碳纤维复合材料,车身的抗弯性能良好,但扭转刚度较差,可能存在原因如下:
1)材料的本构模型建立不当;
2)碳纤维复合材料零件的铺层方案不良,各层碳纤维布层间抗剪能力较差。
结束语
1.根据国务院《中国制造2025》和工信部委托500位专家历时一年完成的《节能与新能源技术路线图》对节能减排提出新要求:我国汽车产业规模2020年将达到3000万辆,2025年3500万辆,2030年3800万辆。在此规模下,新能源汽车占比分别超过7%、15%、40%,企业评价燃油消耗强制要求降至5L/100KM、4L/100KM、3.2L/100KM。就目前技术而言,靠发动机改进已到尽头,唯有轻量化可以决定整车企业的生存死亡。同时,国家提出减重目标:到2020年减重10%、2025年减重20%、2030年减重30%,碳纤维高比强度、高比模量的特性,是最理想的轻量化材料,其产业化应用很快即将到来。
2. 碳纤维用于车身是最理想的运用方案,在满足同样的性能条件下,理论上可以减重50%以上。对整车而言,若车身采用碳纤维复合材料,整车最多可以降低30%以上。
3.碳纤维车身的结构设计和零件的制造工艺方案还不如钢材成熟,整车公司有大量的钢材车身设计和制造经验,但复合材料方面基本处于空白状态,还需与复合材料研发和制造企业合作开发。
4.目前阻碍碳纤维复合材料产业化运用的一个重要因素是生产效率问题,目前较成熟的环氧类快速热固性树脂最快固化时间为3min以内,即生产节拍为3min/件,而钢材冲压零件的生产节拍为6-20件/min,对于大批量生产的整车工业而言,这是很大的瓶颈。
5.就原材料成本和生产成本而言,得到一个碳纤维复合材料制件是钢材制件的10倍以上,降低成本是碳纤维复合材料产业化的最大挑战。
AI《汽车制造业》
龚淑娟
李峥
热点文章
-

-

智能网联汽车轨迹优化方法研究综述
2026-07-07
-

看见·增程的“第二生长曲线”
2026-07-14
-

中国企业出海中的人才战略与文化融合
2026-07-07
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

浅谈智能座舱与人机交互技术创新
2026-07-14
-

连接器如何破局?莫仕携“系统级决绝方案”迈入新阶段
2026-07-08
-
浅谈智能座舱与人机交互技术创新
在汽车电动化、智能化、网联化深度融合的产业趋势下,智能座舱已从配置竞争转向技术体系与落地能力的竞争。本文以零跑汽车为案例,从中央集成电子电气架构、高算力硬件、自研车机操作系统、多模态交互、舱驾融合以及车载大模型六大技术维度,对智能座舱与人机交互关键技术进行深入解析,并聚焦底层技术实现、工程化落地、量产应用效果与成本控制逻辑。研究表明,零跑汽车实现了高阶智能技术的大众化,为自主品牌提供了可复制的实践路径,验证了技术落地成效,并指明了未来优化方向。
作者:
-
看见·增程的“第二生长曲线”
-
面向ISO 34505的自动驾驶场景评价及测试优先级分析
-
国产化替代正当时:永铭车规级固液混合电容,为激光雷达发射端与算力核心提供高纹波耐受解决方案
-
智能网联汽车轨迹优化方法研究综述
-
AI《汽车制造业》增刊





评论
加载更多