轿车前轮毂机加线精益化生产探索与实践
当传统生产线的产能出现不能满足销量需求时,采取的措施是提高瓶颈工序设备的产出。通常采用的方法为:增加瓶颈工序设备数量;提高瓶颈工序设备的切削参数,以达到加快设备生产节拍的目的。但是增加瓶颈工序设备数量需要增加投资和设备面积等;提高切削参数会造成相应的加工质量风险,并且会降低刀具寿命,增加刀具成本,并且令换刀及换刀后检查停机的次数增加,影响实际产出。
本文以神龙汽车公司前轮毂3线为例,阐述如何在不增加设备、不提高设备切削参数的情况下,采用精益化生产改善方法提高生产线产能。
生产线改善前的情况
1.工艺方法情况
(1)工艺流程
前轮毂3线沿用法国PSA公司生产工艺方法,工艺流程如图1所示。

(2)加工特点
从图1可以看出,前轮毂3线工序安排情况,主要有车削、拉削、磨削以及特殊工序,共有11个工序组成,其中OP10、OP20、OP30和OP40是4个工序车削加工。
2.产能情况
影响生产线产能的因素有工艺能力、生产组织、设备故障和质量损失等,而决定生产线产能的主要因素是工艺能力。前轮毂3线各个工序的工艺能力如图2所示。
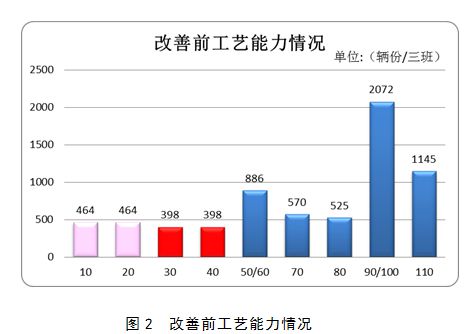
从图2可以看出,工艺能力最低的工序集中在OP10、OP20、OP30和OP40这四个车削加工工序。该生产线生产的瓶颈工序为OP30、OP40,次瓶颈工序为OP10、OP20。这4个车削工序制约了整个生产线的产出,最低工艺能力为398辆份/3班。前轮毂3线年工艺能力只有11万辆份。(我公司机械件产品发展纲要规定:年工作时间276天,工作班次为3班,日工作时间为1260min)。
生产线改善前的瓶颈分析
1.车削加工工序改善前平面布置
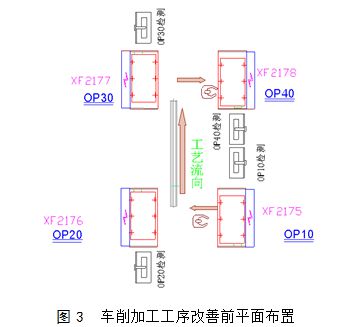
从图3所示的平面布置可以看出,该生产线前轮毂车削加工的工艺流为OP10→OP20→OP30→ OPp40,设备布置是串联模式。车削工序需两个操作工操作设备,一个操作工负责OP10、OP20,另一个操作工负责OP30、OP40。每个工序各有一个检查台,线旁共布置有4个检查台,需要人工往返设备和检查台来检查零件。
2.改善前工艺能力分析
工艺能力计算公式:工艺能力=工作时间/循环时间C。
车削工序工艺能力的构成如图4所示。其中,循环时间C=节拍CI+换刀及换刀检查+检查时间+其他。所以,工艺能力=工作时间/(节拍CI+换刀及换刀检查+检查时间+其他)。
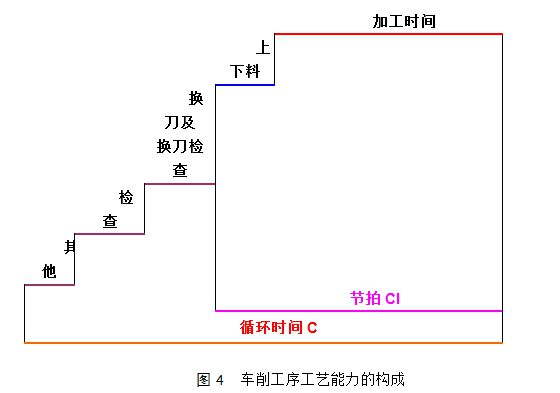
提高前轮毂3线的工艺能力,就需要对车削工序进行精益改善,按照我公司机械件产品发展纲要的规定,工作时间是保持不变的,因此提高工艺能力需要减少循环时间C,所以提高工艺能力就是需要降低车削工序节拍CI、减少换刀及换刀检查时间和检查时间。
前轮毂3线车削工序各项时间、工艺能力情况如表1所示。
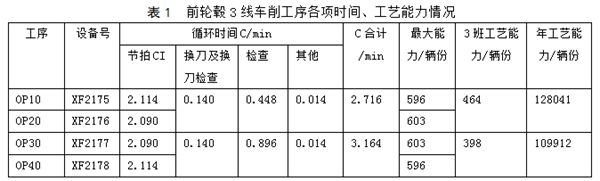
从表1可以看出前轮毂3线车削工序工艺能力情况如下:OP10、OP 20年工艺能力12.8万辆份,OP30、OP40年工艺能力11万辆份;故车削工序最小年工艺能力只有11万辆份,达不到该生产线产能的需求。
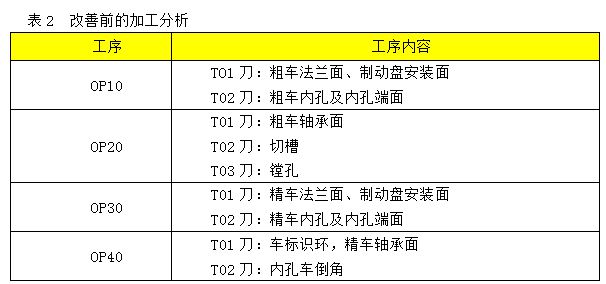
3. 改善前的加工分析
如表2所示,OP10~OP40总共需要9把车刀,换刀及换刀检查时间合计0.28min/辆份。
4.改善前的检查分析
OP10~OP40总共76个检查项目;总共需要43个检具检查,需要4个检查台。检查时间合计1.344min/辆份。
生产线瓶颈改善
1. 车削加工工序精益改善方法

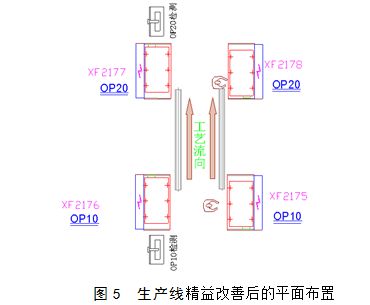
对车削加工工序内容进行精益改善(见表3),将原OP10、OP20、OP30和OP40内容重新安排(分配),工序重组为OP10和OP20两个工序,设备布置改为并联模式。车削工序操作工保持两名不变,一个操作工操作OP10两台设备(设备号:XF2175/XF2176),另一个操作工操作OP20两台设备(设备号:XF2177/XF2178)。生产线减少了2个检查台,线旁只保留2个检查台,平面布置如图5所示。
2.车削工序工艺精益改善后情况
(1)精益改善后OP10~OP20刀具的加工内容如表4所示。
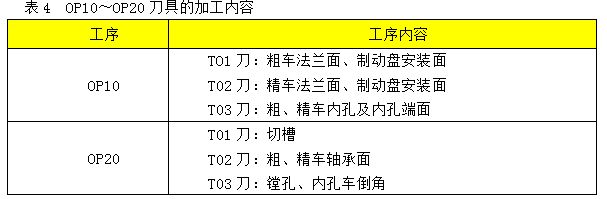
OP10~OP20为完成所有加工内容,总共需要6把车刀,相比改善前减少了3把刀,刀具数量减少了33.3%。换刀及换刀检查时间合计0.235min/辆份,相比改善前下降了16%。
(2)检查精益改善
通过对检查的精益改善,检查项目改善后改为46项,相比改善前减少检查项目30项;检具改善后为24个,减少了19个检具;检查时间合计0.25min/辆份,检查时间减少了1.09min/辆份。
3. 改善案例
以OP10为例:从表5可以看出,OP10通过精益改善,加工节拍CI时间减少了0.581min/辆份,换刀及换刀后检查时间减少了0.019min/辆份,检查时间减少了0.32 min/辆份,循环时间C减少了0.933min/辆份。
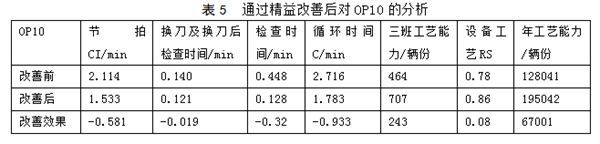
基于加工、刀具和检查时间的改善,OP10工艺能力得到了很大的改善:3班工艺能力由改善前的464辆份提升到707辆份,提升了243辆份;该工序的工艺RS由改善前的0.78提升到0.86,提升了0.08;该工序年全年工艺能力由12.8万辆份提升到了19.5万辆份,该工序产能提升了52.3%。
改善效果
1.车削工序改善后的情况
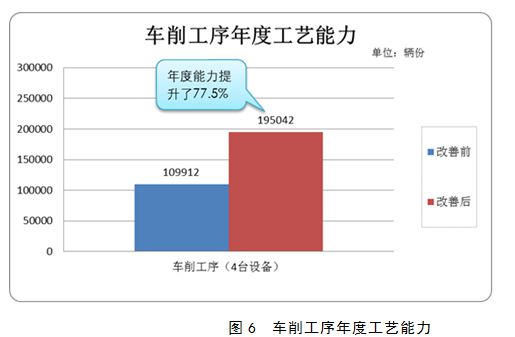
前轮毂3线通过精益改善,车削工序由原来4个工序(1台设备/工序)优化为两个工序(2台设备/工序),并对车削工序的刀具、检具也进行了相应的精益改善。通过这一系列的精益改善,前轮毂3线车削工序年工艺能力由11万辆份提升到了19.5万辆份,车削工序工艺能力提升了77.5%(见图6)。
2.生产线改善后产能效果

从图7可以看出,通过精益改善,车削工序工艺能力已经提升到了707辆份/3班,该生产线瓶颈不再是车削工序,瓶颈已经转为OP80工序,而OP80工序工艺能力为525辆份/3班,该工序年工艺能力已经达到14.5万辆份。通过精益改善,前轮毂3线年工艺能力由11万辆份提升到14.5万辆份,实现了该生产线工艺能力提升32%。
前轮毂3线车削工序通过精益改善,将原先的一序一机重组为一序两机,而上下料方式不变,实现加工时间占工序节拍CI的比率由改善前的72%上升到83%,从而达到降低机床的主轴转速和刀具的进给速度、减少刀具的磨损,可相应提高刀具寿命,减少换刀次数,减少换刀及换刀检查引起的停机,降低了刀具和生产的成本,实现了产能提升。
通过精益改善,实现工序合并,减少了中间尺寸的加工,减少了刀具数量,从而减少了换刀及换刀检查引起的停机;也实现了减少中间尺寸相应的检查项目,减少了相应的检具,同时减少了检查台的物流面积,同时由于减少了检具实现减少停机检查的时间,实现了产能提升。
结语
在实际生产中,我们通过对现有的生产线通过精益化工艺改善,在经过全面的分析论证后,将工序内容合并重组,采用一序多机的生产模式,使工序内容更加集中,实现了提高生产线产能的目的。
在前轮毂3线上,通过采用精益化生产改善方法,可以实现:
1.减少了工序的装夹次数。工件在一次装夹中可加工多个表面,可减少装夹所造成的误差,有利于保证这些表面之间的相互位置精度,利于保证表面间的位置精度,在加工质量更稳定的同时减少了工人上下料操作,使工人劳动强度大大减小。
2.减少工序数目,缩短了工艺路线,也简化了生产计划和组织工作。
3.减少辅助操作。采取工序精益改善后,减少了中间尺寸的检查,减少了相应的检具,减少了检查时间和相应的工艺停机时间。
4.采用一序多机,设备布置由串联改为并联模式,可提高生产线柔性化水平:一序一机模式,当 1台设备维修,产能损失达100%;而一序两机,当 1台设备维修,产能损失只有50%。
精益化生产要求工艺方法充分考虑产品增值有效的原则,消除生产中不增值操作,提高工厂生产柔性化,达到产能提升。前轮毂3通过精益改善,车削工序实现一序两机生产模式,减少刀具33.3%,减少检具44.2%,该机加生产线的工艺能力提升了32%。实现了产能、质量、效率的同步提升,合计节约成本约46.9万元/年。
AI《汽车制造业》
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多