解析丨扁线电机的特点、优势、技术性能提升
扁线电机普遍采用4层或8层扁导线结构,各工序可以通过专有设备实现全自动化生产,产品一致性好,生产效率高。但对于设备专一性要求高,经济型上不适用于样机的小批量生产。

图一、方正扁线电机生产设备
扁线电机绕组在定子槽内布置规整,槽满率高,纯铜槽满率达到70%,提升电机扭矩输出能力与散热能力;磁钢双V结构转子,磁钢利用率高,提升电机扭矩与功率能力;扁线电机定子PIN脚端采用激光焊接,焊点饱满圆润,焊接强度大,焊接效率高,焊点一致性好。
图二、绕组布置情况

图三、激光焊接PIN脚
扁线电机具有体积小、重量轻、功率密度高的结构特点,方正设计的扁线电机定子铁芯外径220mm,每槽8根导体,C型绝缘纸,绕组采用行星连接,4路并联,中心点通过汇流环连接,结构紧凑,可靠性高。
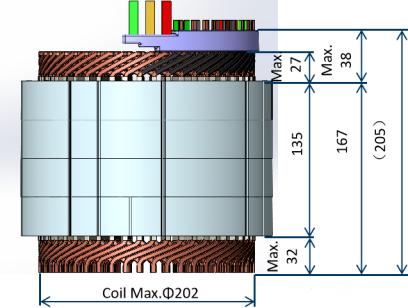
图四、扁线电机外形尺寸
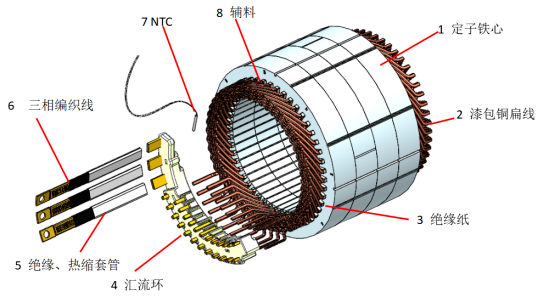
图五、扁线电机爆炸图
扁线电机具有高的输出性能,方正此款扁线电机峰值性能350Nm/170kW,持续性能150Nm/65kW。
电机最高效率97.5%,NEDC平均效率>94%。
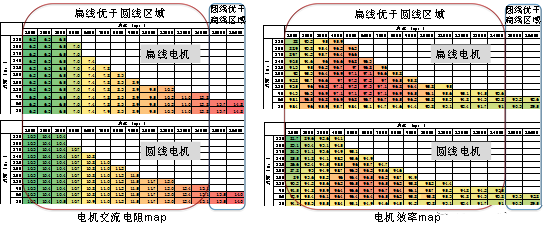
图六、扁线电机与圆线电机效率对比
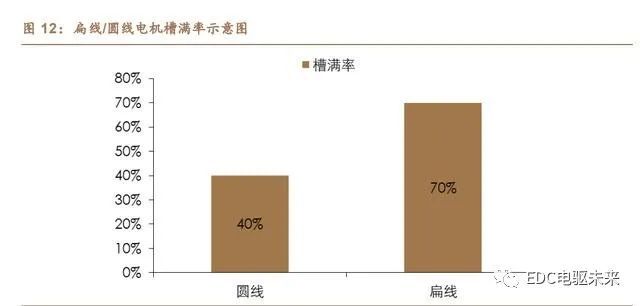
1、具有较高的槽满率;通常可以达到70%以上的槽满率,提高槽满率可以有效的提升电机的功率密度与改善定子槽内散热;
2、具有更强的散热能力;除了扁线在中低速由于交流电阻下降导致发热降低以外,相对圆线定子,降低齿槽内热阻,使热传导更好;
3、具有更强功率扭矩能力;扁线电机更低的发热与更好的散热能力,电磁设计中适当提升定子绕组的热负荷,给转子更多的空间,保证扁线定子温度与圆线定子相似的情况下增加转子外径,提升电机的峰值输出能力;
4、扁线绕组电机相对于圆线绕组电机,在低速下更具效率优势,更适合中国城市路况对于车辆的需求。
扁线未来有百倍市场空间。根据测算,2020 年扁线电机的渗透率约为 10%, 叠加新能源汽车渗透率约 5.4%,扁线的综合渗透率不到 1%。未来新能源汽车取 代传统燃油车,扁线电机取代传统圆线电机,扁线有百倍的市场空间。
优势一:高能量转换效率带来电池成本节约。 扁线电机能大幅度提升转换效率,降低电池成本。根据上汽绿芯频道评估, 在 WLTC 工况,扁线电机比传统圆线电机的转换效率高 1.12%;在全域平均下, 两者效率值相差 2%;在市区工况(低速大扭矩),两者效率值相差 10%。按照典 型的续航 500km 的 A 级轿车(搭载 60kwh 电池包和 150kw 电机)计算,WLTC 工况下,搭载扁线电机的电池成本节约 672 元,市区工况下,电池成本节约 6000 元。
单车千元级别的成本节约对车企意义重大。以蔚来汽车为例,2021Q1 单车 毛利 8417元,单车净利仅-2239元。在新能源车和动力电池成本仍然偏高的情况, 如何降低成本是车企的永恒追求,提高电机工作效率则是降本的有效途径之一。
铜耗降低带来扁线电机转换效率高于圆线。电机损耗的能源中,有 65%来自 于铜耗,20%来自于铁耗,10%来自于风摩损耗,5%来自于杂散损耗。而铜耗来 自于电流通过铜线时的电阻发热 Q=I2R,当槽满率越高时,相同功率电机所需要 的铜线更短,进而内阻降低,发热减少,铜耗降低。
从理论上来说,圆线的槽满率一般在约 40%左右,而扁线则可以提升至 70%。由于圆线的截面为圆形,不可避免在导线间存在不规则缝隙,而扁线间的间隙更 小,槽满率更高。
扁线电机的高效率区间比圆线电机高出许多,圆线电机的高效区一般要求是 效率>85%的区间占比不低于 85%,被称为“双 85”。而扁线电机的效率>90%的 区间占比不低于 90%,被称为“双 90”。电机的效率与转速和扭矩相关,市区工况中出现的频繁启停工况属于低转速 高扭矩工况,而这正是圆线电机的低效率区间,而扁线电机在该工况下的转换效 率更高。
优势二:散热性好,提升高温动力性。 扁线电机散热性能好,温升相对圆线电机降低 10%。因扁线相对圆线更为紧 密的接触,散热性提升,研究发现高槽满率下绕组间的导热能力是低槽满率的 150%。绕组在热传导能力上具有各向异性,轴向的热传导能力是径向方向的 100 倍。更低的温升条件下,整车可以实现更好的加速性能。
优势三:高功率密度,整车动力更强劲。 电机的功率与铜含量成正相关,根据上汽绿芯频道评估,扁线电机槽满率提 升,相同体积下铜线填充量增加 20-30%,输出功率有望提升 20-30%,整车动力 更强劲。国家政策层面倡导高电机功率密度。“十三五”规划中提出,新能源乘用车电 机功率密度应满足 4.0kw/kg,高于当前圆线电机约 3.5kw/kg 的水平。在圆线电机 功率密度提升进入困难模式的当前,发展扁线电机是必然之路,根据摩恩电气的 公告显示,当前领先企业的扁线电机的功率密度约 4.5kw/kg。
优势四:电磁噪音低,整车更安静。 扁线电机导线的应力比较大,刚性比较大,电枢具备更好的刚度,对电枢噪 音具有抑制作用;可以取相对较小的槽口尺寸,有效降低齿槽力矩,进一步降低 电机电磁噪音。
优势五:小体积带来高集成效率,契合多合一电驱发展趋势。 因扁线更高的槽满率,同功率电机铜线用量和对应定子较少,体积有望下降 30%。此外,扁线电机因更为先进绕线方式带来更易裁剪的电机端部,与圆线电 机相比减少 15-20%的端部尺寸,空间进一步降低,实现电机小型化和轻量化。
国内主流厂商大力推广扁线电机实现体积下降。上汽 ER6 的 8 层 hair-pin线电驱动系统,比上一代圆线电驱动系统体积下降 50%。目前华为的七合一电驱 包括:BCU 制动控制单元、PDU 电源分配单元、DCDC 低压直流电源转换器、 MCU 微控制单元、OBC 车载充电器、电机、减速器。
扁线拥有许多传统绕组不可比拟的优点,但同时扁线电机也有部分劣势,但 总体而言瑕不掩瑜。随着技术的发展和渗透率的逐渐提升,扁线电机应用的障碍 正在被逐个化解。
应用障碍一:“趋肤效应”、“邻近效应”明显,交流阻抗增大,高转速时转换 效率降低。趋肤效应指当导体中有交流电或者交变电磁场时,导体内部的电流分 布不均匀,且电流集中在导体的“皮肤”部分的一种现象。邻近效应指相互靠近的导 体,通有交变电流时,每一根导体都处于自身电流产生的磁场中,同时还处于其 他导体中电流产生的磁场中,这使得每个导体中电流分布都会受到邻近导体影响 而不均匀现象。“趋肤效应”、“邻近效应”都会增加交流阻抗,交流阻抗增大,高 转速时转换效率降低。
“趋肤效应”并不影响扁线电机渗透率的快速提升,但工程师也已经有改善 方案:1)提高扁线的宽高比,间接增加扁线的比表面积;2)减小导线尺寸,间 接增加扁线的比表面积,但这同时也会降低槽满率,需要综合评估;3)采用多档 变速箱,降低电机转速,代表车型为保时捷 Taycan;4)3D 打印铜线,导体尺寸 和横截面可以任意变化,给了绕组设计极大的自由空间,该方案导致导体内的电 分离结构,所述电分离结构用于限制涡流路径,因此电流密度被“强制”到剩余的 导体横截面上,此外借助于 3D 打印可以实现任意连接的几何形状,不需要传统 的绕组接头焊接工艺,该方案短期内无法实现量产。
应用障碍二:非标准化;不同车企的设计方案不一样,而定子是电机设计的 核心,定子尺寸定型后,导线的线型、尺寸任意一点发生改变,都需要定制昂贵的 工装模具,兼容性低,系列化难度高。同一车企或电机企业的设计系列化趋势初现,以上汽 E2 架构为例,在设计 之初就考虑了共线生产,三款不同功率的电机(150kw,180kw,250kw)适用于 该架构上的所有车型,最大程度上实现模块化。第三方电机的壮大也会改善系列 化难度,扁线电机的技术门槛和初始投资门槛远高于传统圆线电机,技术基础较弱的车企只能广泛依赖于第三方电机厂商,第三方电机厂商的电机型号有限,也 会成为市场上的主流产品。
应用障碍三:扁线电机生产线投资额是圆线的 2-5 倍。扁线电机对产品的一 致性要求高,技术难度大,需要投入精度较高的自动化伺服设备、焊接设备、HairPin 线成形设备和工装模具等。汽车电动化和电机扁线化的趋势已经确定,扁线电机逐渐成为资本宠儿。方 正电机的年产 100 万台新能源汽车驱动电机项目,总投资 5 亿元人民币,项目达 产后可新增销售收入 25 亿。

扁线的加工难度增 大。
1)从圆形切换到矩形形状,导致铜线生产加工工艺更加复杂。
2)涂覆难度增 大,扁平线 R 角处的漆膜涂覆非常困难,很难保证此处绝缘层的均匀性;绝缘涂 层在烘干后会产生收缩,扁线是非均匀收缩,容易变形,需要改良使得 R 角处的 涂覆厚度更厚;
3)扁线弯折成发卡后,R 角处应力集中,容易导致涂覆层破损;
4)对扁线的精度要求高,扁线截面积大、匝数少,单根导线不一致对整体性能的 影响显著增大,对扁线的一致性要求高,复杂的加工成本使得扁线成本更高,也使得扁线加工企业享受更高的技术溢价;
5)新能源汽车所使用的漆包线直接关系 到整车运行稳定性,对电磁线厂家的质量控制流程、研发与工艺设计能力提出了 很高的要求,需要对拉丝和包漆速度、拉丝与包漆的协调、拉丝模具配置、张力控 制、涂漆模具配置、烘焙温度、绝缘漆粘度、工作环境等多个控制点的合理设计、 严格控制。
扁线的最大成本是原材料无氧铜杆,加工费在电机中的价值量并不高。稳定 地供给合格的产品是与车企合作的关键,在原材料是主要成本的情况下,车企寻 求加工费更低的供应商的动力并不高。
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多