带你了解一下新能源汽车电驱动总成制造技术
随着时光的流转,电驱动总成在技术的驱动下不断地演进和改进。其发展的核心理念在于实现轻量化、高速化、低噪声以及一体化的目标。在追求轻量化的道路上,工程师们不断探索新的材料和设计理念。碳纤维、铝合金等轻量化材料逐渐被广泛应用,同时,通过优化设计,如采用新型的空气动力学设计和模块化设计,使得电驱动总成的重量得以大幅减轻。这样的轻量化设计不仅提高了能源利用率,也使得电动汽车的续航里程得到了显著提升。

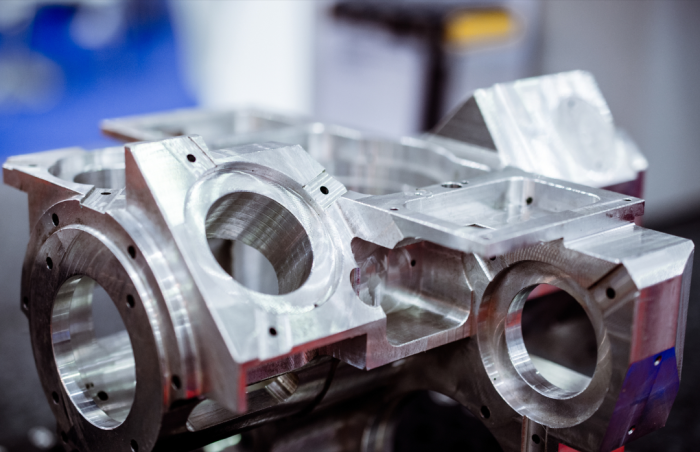
一体化压铸
三电系统通常占据新能源汽车质量的30%~40%,因此,三电系统是新能源汽车轻量化的主要方向。相比传统汽车,新能源汽车的三电系统将导致整车质量增加,三电系统会额外增加200~300kg的质量。新能源汽车动力总成系统比传统燃油车重1.5~4.0倍。目前,三电系统的电子壳体、电动机壳体、电控壳体、电池构件及电池箱都使用的是铝压铸产品。
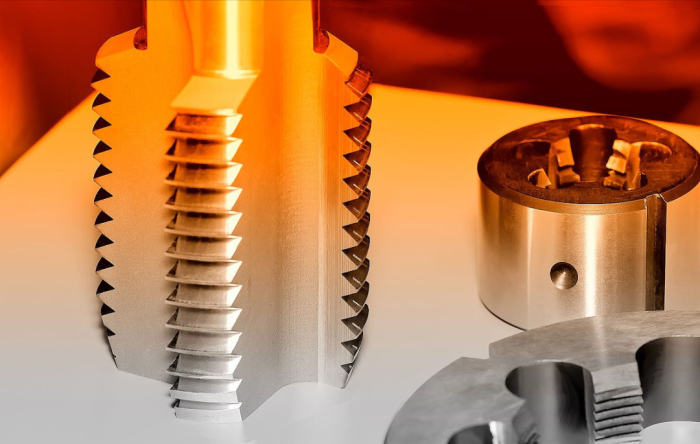
强力珩齿
电动车对电动机的要求极高,转速范围在15000~30000转/分,噪声限制NVH也极为严格。此外,动力齿轮需要达到4~5级的精度,波纹度和表面粗糙度也要非常高。为了满足这些要求,必须采用强力珩齿工艺。这种工艺的特点是机床对于磨齿具有更小的退刀间隙,齿面加工为鱼刺纹,不同于传统磨齿的直线型纹路。此外,强力珩齿工艺具有更好的NVH特性,能够有效降低噪声,适合用于高速旋转的电动机轴。
行星齿轮
锥齿轮结构与传统的差速器差异很大,采用行星齿轮可实现小型化。多个外部齿轮绕着中间齿轮旋转,行星齿轮承载能力强、体积小,多个行星齿轮相互配合作用,每个齿轮传动之间的效率损失只有3%,几乎无反冲。行星齿轮的结构如下图所示行。星齿轮的加工工艺流程为:锻造、车削、强力刮削、热处理、磨孔珩孔、平面磨、珩齿、清洗。

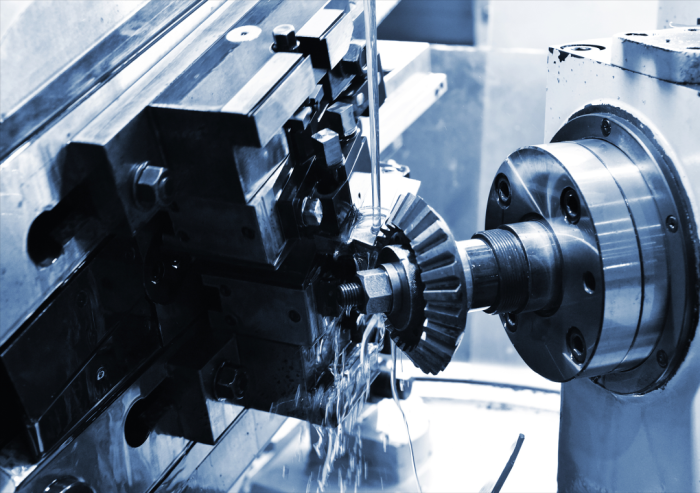
切削技术
电动机是新能源汽车的核心部件,其制造要求高精度、高效率和高可靠性,特别是切削精度直接影响汽车的质量。许多刀具企业针对驱动电动机壳提供了整体解决方案,例如森泰英格的镗刀,采用合金钢整体轻量化设计,刀体质量控制在18kg以内,多台阶PCD导条式可调镗铰刀,多切削刃,内冷设计。相较于单刃镗刀,其效率提高了6倍以上。此外,森泰英格自主研发了可转位强力车齿刀,采用高刚性精密定位接口技术和复合基多熵纳米涂层技术,使刀片耐磨性更好,寿命更长。电动机轴花键的加工方法多种多样,过去主要采用车削、铣削、滚切和磨削等加工方法。滚轧刀通过数控机床进给,其优点在于刀具可以在任意位置切入工件,而不像传统的搓齿工艺受齿条长度的限制。
随着电驱动的一体化,电动机轴最受欢迎的加工方式还是冷挤压成形工艺,因为冷挤压的工件尺寸准确、强度高。从生产厂家的角度来说,冷挤压工艺节约材料,生产效率高,适用面广。
总体来说
当前,电动机驱动系统呈现出多样化的发展态势。美国倾向于采用交流感应电流电动机,其优点在于结构简单、可靠且质量轻,然而控制技术较为复杂。日本则采用永磁直流电动机,具有效率高、质量小的好处,但成本较高,且在高温环境下退磁抗震性能较差。德国和英国正在大力开发开关磁阻电动机,其优点在于结构简单、可靠且成本低,但缺点是质量较大,易产生噪声。
未来电驱动系统的发展趋势有以下几方面:一是将加入更多功率电子,形成多合一集成化,以三电域控制器实现智能化;二是热管理系统的集成化;三是SiC、GaN三代半导体在功率器件中逐渐应用,实现电驱动系统高压化。此外,随着产品的高速、高性能、一体化及轻量化发展,对工艺产生了新的要求,对加工精度和刀具寿命也将带来巨大的挑战。
网络、AEE汽车技术平台
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多