新能源汽车总装车间生产模式探讨
0 前言
强制流水与柔性化相结合的生产模式,根据定制 化产品需要,采用流水线固定布局 + 无固定布局,工 位既有固定布置,又有灵活布置,既有定序生产,又 能结合客户需求灵活布置,快速实现。本文基于业内 最新主流规划设计的新能源汽车总装车间,对该生产 模式进行分析与探讨。
1 总装车间的任务
我公司新工厂总装车间负责完成纯电动乘用车的物料准备、车身内饰、底盘装配、整车总装、部分部 件装配、出厂检测和调整、返修及报交等任务。
该车间采用双班工作制度,年工作 250 天,每班 工作 8 h,生产节拍为 45 JPH。
2 工艺设计原则
2.1 规划定位
总装车间的规划定位为高度柔性化,在关键或差 异化工位采用装配岛的方式 , 其余工位采用传统成线 的形式进行装配,同时结合国内外同类型工厂的优点, 采用适合本公司特点的工艺方法和检测技术,在确保 产品质量、提高劳动效率的前提下,以经济性的投资 创造出良好的效益。
2.2 车间内的工段分工
按产品结构特点和工艺要求,总装车间划分为 5 个工段。
1)准备工段:负责各个线物料的分拣和发送。
2)内饰工段:负责车身的内饰装配及相关部件分装。
3)底盘工段:负责整车底盘装配,相应底盘部 件的分装,如电机的分装、前悬架和后悬架、电池 合装。
4)最终工段:负责整车的最后装配、液体加注、 下线前的检查和调整。
5)检测返修工段:负责整车下线后的出厂检测、 调整、故障排除以及产品质量评审等工作。
2.3 车间布置
根据厂区内各车间之间的生产流程关系和总平面 布置,结合总装车间的工艺流程,合理地确定总装车 间的平面布置,使车间物流顺畅,功能分区清晰,且 具有良好的采光通风条件。
2.4 设备选用
在满足生产使用要求和保证产品质量的前提下, 优先选用国产设备,非标准设备的选型和设计尽量具 有通用性或稍经修改就可适应新产品的生产,以满足 多变的市场需求。对国内暂不能提供或不成熟的设备, 为保证产品质量拟进口。本设计方案中拟进口的设备 有:抽真空加注机、组合拧紧机、玻璃涂胶机器人及检 测线等。
3 主要工艺
3.1 工艺布置
为保证车间物流与厂区物流相适应,且便于生产 组织和今后的发展,我们对总装车间进行了如下的平 面布置:生产线采用并列布置,呈东西走向,位于车间 的中部;车间的南侧和西侧分别设置卸货雨棚;各线的 物流区靠近主线布置;整车检测和返修位于车间北侧, 靠近试车跑道。
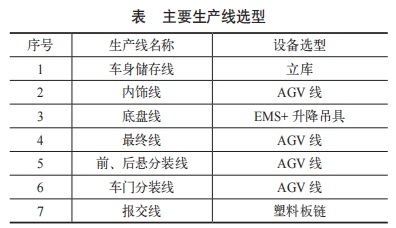
3.2 主要生产线选型
车身储存线,目前各大同级别车企常用的有平库 和立库。相对于平库,立库具有更多的优势:提高了车 身的排序响应速度,减少了出错率,更易于扩展,柔 性化更高。此次规划中,车身储存线选取的是立库形式。
内饰线采用 AGV 输送形式。AGV 输送线与传统的 滑板线功能类似,但有更多的优势:AGV 可与车型信 息进行绑定,实时知道生产车辆的准确位置,更加信 息化、智能化;可实时调整工艺速度及工位节距,同时 方便有装配质量问题的车辆下线处理,更加灵活、柔 性化;生产线不用做地坑基础,可节约土建施工费用及 缩短项目建设周期;生产线后期线路改造或搬迁,更简 单容易且费用低。该规划中内饰线采用 AGV 输送线, 如图 1 所示。

图 1 内饰线(AGV 输送线)
底盘线采用高柔性、可根据车型适配升降高度的 可升降吊具线(EMS+VAC),如图 2 所示。该装配形 式具备卓越的装配人机工程受到业内主机厂的高度推 荐。底盘拼合是整车总装最关键的工序,采用柔性的 EMS+VAC 和 AGV 组合完成,如图 3 所示。
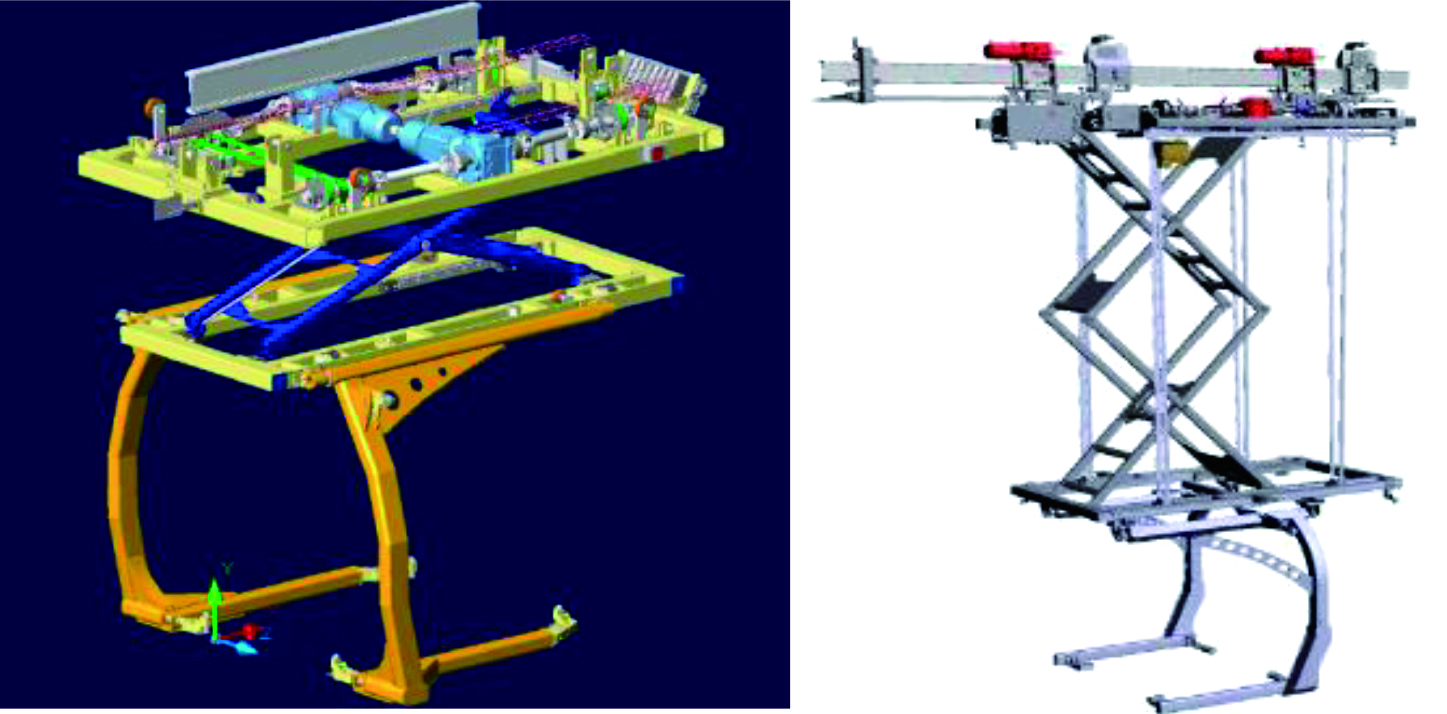
图 2 底盘线(EMS+VAC)

图 3 底盘拼合(EMS+VAC+AGV)
最终线主要负责完成座椅、车门的安装以及液体 加注、下线前的检查和调整,这些工作都是车身外围 的工作,相对于传统的滑板线或者板链线,AGV 输送 线完全可以实现,且更具优势。
检测线主要完成整车功能性及性能性指标参数检 测。比如:四轮定位、侧滑、制动、综合转毂测试及整车密封性测试等,以满足国家相关法规规范。
在关键或差异化工位 , 采用装配岛的方式,主要涉 及车门、风窗玻璃、天幕、侧窗玻璃、座椅和轮胎等装配。
该规划方案中内饰线、底盘线和最终线都采用成 线的形式,与传统强制流水线一致,在各个线中间, 根据关键或者差异化工位需求,穿插一些手动或者自 动装配岛,实现高度柔性化生产需求。这种强制流水 与柔性化相结合的工艺生产模式,根据客户定制化产 品需要,采用流水线固定布局 + 无固定布局,工位既 有固定布置,又有灵活布置,既有定序生产,又能结 合客户需求,灵活布置。
其余分装线、车门线和前后悬分装线等都采用 AGV 线,兼顾效率与柔性,报交线采用塑料板链。
整体规划的主要生产线选型如表所示。
3.3 工艺规划
总装车间工艺流程如图 4 所示。
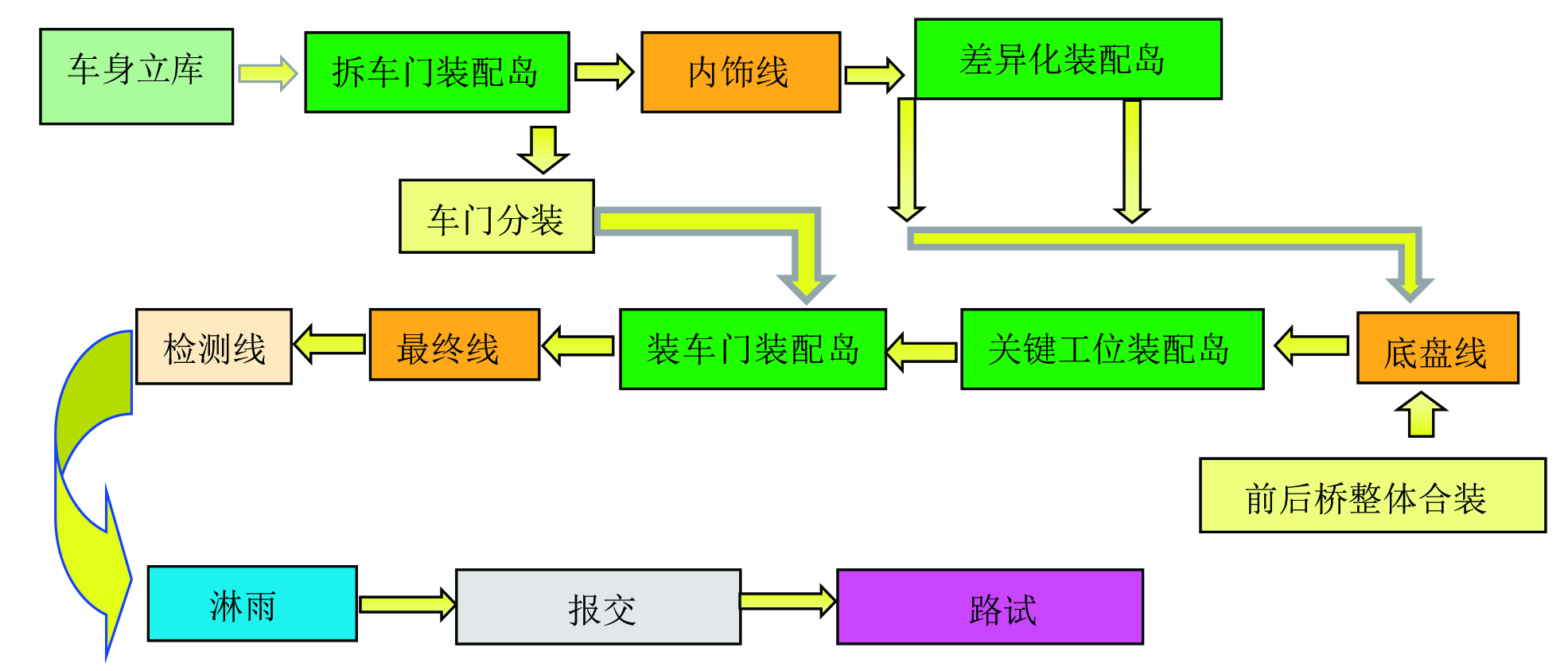
图 4 车间工艺流程
(1)车身从立库通过输送线转运到达总装车间, 在内饰转接工位通过机器人把车身放到内饰 AGV 上。
(2)内饰线采用装配岛 +AGV 线 + 装配岛形式。 在内饰 AGV 线前设置拆车门装配岛,然后是内饰线 AGV,进行内饰通用件的装配,然后进入差异化装配 岛(选装)或直接进入底盘转接工位。通过升降机转 入底盘线,进行底盘装配,内饰线的 AGV 返回到起始 端转接位接下一个车身。
(3)底盘装配采用可升降吊具(EMS+VAC),符 合传统的吊挂方案。底盘合装采用整体 AGV 合装 方式。
(4)最终装配采用装配岛 +AGV 线,完成底盘装 配的整车随吊具进入转接升降机,通过升降机将车身 落到最终线 AGV 上。AGV 带着车身进入车门装配岛, 进行车门装配,然后进入关键工位装配岛,进行轮胎 装配、自动加注等作业,完成自动装配后,进入 AGV 流水线进行最终装配,包括外观检查和调整,最后 下线。
(5)整车下线后进入检测线进行出厂检测,测试 项目包括四轮定位、前照灯、侧滑、转毂(DVT)试验、 制动测试、底盘检查,然后进行整车密封性测试和淋 雨试验,最后通过报交线进行交付性检查。
3.4 物料输送
(1)内饰线、最终线、车门线的物料采用 SPS 小 车配送,物流人员根据生产顺序将每辆车所需的零件 进行分拣、排序,SPS 小车随对应车型一起前进,直 到小车内零件装配完成。该物流输送方式在降低工人 装配强度的同时,也提高了装配效率。
(2)轮胎、座椅、保险杠、仪表板等大件采用AGV 直接输送到工位。
4 结论
本文基于我公司目前规划的新工厂总装车间工艺 需求,对强制流水与柔性化相结合的工艺生产模式进 行了分析。该生产模式相比于传统的强制流水生产 模式,有更好的灵活性,可以更好地适应客户定制 化生产需求,相对于全柔性生产模式,可以兼顾效 率。该生产模式中,内饰线、底盘线、最终线按照传 统的固定成线布置,中间穿插自动装配岛和人工装配 岛,对不同的产品实现差异化装配,以适应多种产品 共线生产需求,该生产模式更加灵活,且具有可拓展性。
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:蔡自凡,单位:云度新能源汽车有限公司上海分公司。责任编辑龚淑娟,责任较对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多