混合动力汽车总装主线装配工时削减策略
0 前言
各大汽车主机厂要应对日益严格的环保法规和快速变化的市场需求,同时还要保持产品质量和性能,不断降低整车成本,以保证产品竞争力。制造成本是整车成本的重要一环,直接决定了企业的盈利能力、市场竞争力和未来发展潜力。因此,如何有效降低汽车制造成本一直是汽车制造行业的重要课题。
本文旨在深入探讨降低汽车制造成本的策略及相应的解决方案。通过建立整车设计工时核算系统,对产品从集成化设计、标准件优化、固定点优化、工艺定位优化和新结构工艺优化五个方面进行分析,以期达到降低制造成本的目的。
1 多能源动力汽车共线生产装配成本
据统计,装配工作量占主机厂整个产品制造工作量的20%~70%,平均为45%,装配时间占整个产品制造时间的40%~60%,装配成本占制造成本的30%~50%。装配线上通常人工较多,人员工资已经从2013年的每人10万元/年上涨至2023年的每人20万元/年,装配成本随之逐年上升。
随着汽车技术的发展,各种多动力能源汽车(ICE、HEV、PHEV、SHEV和EV)车型共线生产将逐渐成为汽车行业总装车间的趋势。不同动力能源汽车之间,由于零件数量和设计工时差异大,导致共线生产节拍不平衡的问题越来越突出,产线人员闲忙不均问题严重。
G公司M系列车型,各种动力能源车型混线生产时,整车装配设计工时的总装总岗位数如图1所示。
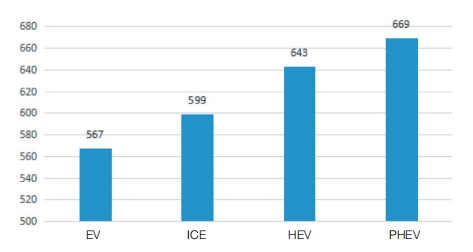
图1 G公司M系列车型总装线总岗位数
EV车型相比PHEV车型,岗位数相差102个,相当于纯电车型基础上增加20%人员作业。折算人工成本,如果EV与PHEV共线生产,混线比例1:1,则浪费人员51人,折合人工工资1020万元/年。产线年产量20万,EV10万台/年,则EV单车制造成本增加约100元/台。
标准工时的概念,很多IE专业人员已经做过完整的分析,如MOST标准工时等。本文着重介绍标准工时内,由产品设计结构确定,在产品开发设计阶段着重考虑的设计工时的削减问题。
2 设计工时核算系统
产品在开发设计阶段,无法进行掐表测算装配工时,需要根据EBOM进行整车设计工时的核算,以确定共线生产时的总工时与现有量产车型工时的差异。平衡整车设计开发成本关系。
某汽车设计研究院,基于产线装配实际生产模型,建立了77种不同装配关系的标准工时库,再创建自动识别程序,根据EBOM,自动区分零件重量、类型以及装配方法,并赋予单件装配工时,从而自动核算整车装配工时,在设计阶段仅根据零件数量和零件类型核算整车设计装配工时。从而建立了各车型统一的设计工时标准,在设计开发阶段就可以核算开发车型的设计工时,科学、合理地制定产线各岗位工时优化目标。
3 设计装配工时优化方案
G公司研究院工艺人员分析了十数款车型的开发设计,认为设计装配工时优化,可以从集成化设计、标准件优化、固定点优化、工艺定位优化及新结构工艺优化这五个方面进行开展。
3.1 集成化设计
集成化设计主要在设计端开始进行管线合件、零件合件等。
(1)管线合件
通过工艺改善及对布置进行约束,减少工艺分段点,实现降本,如图2所示。
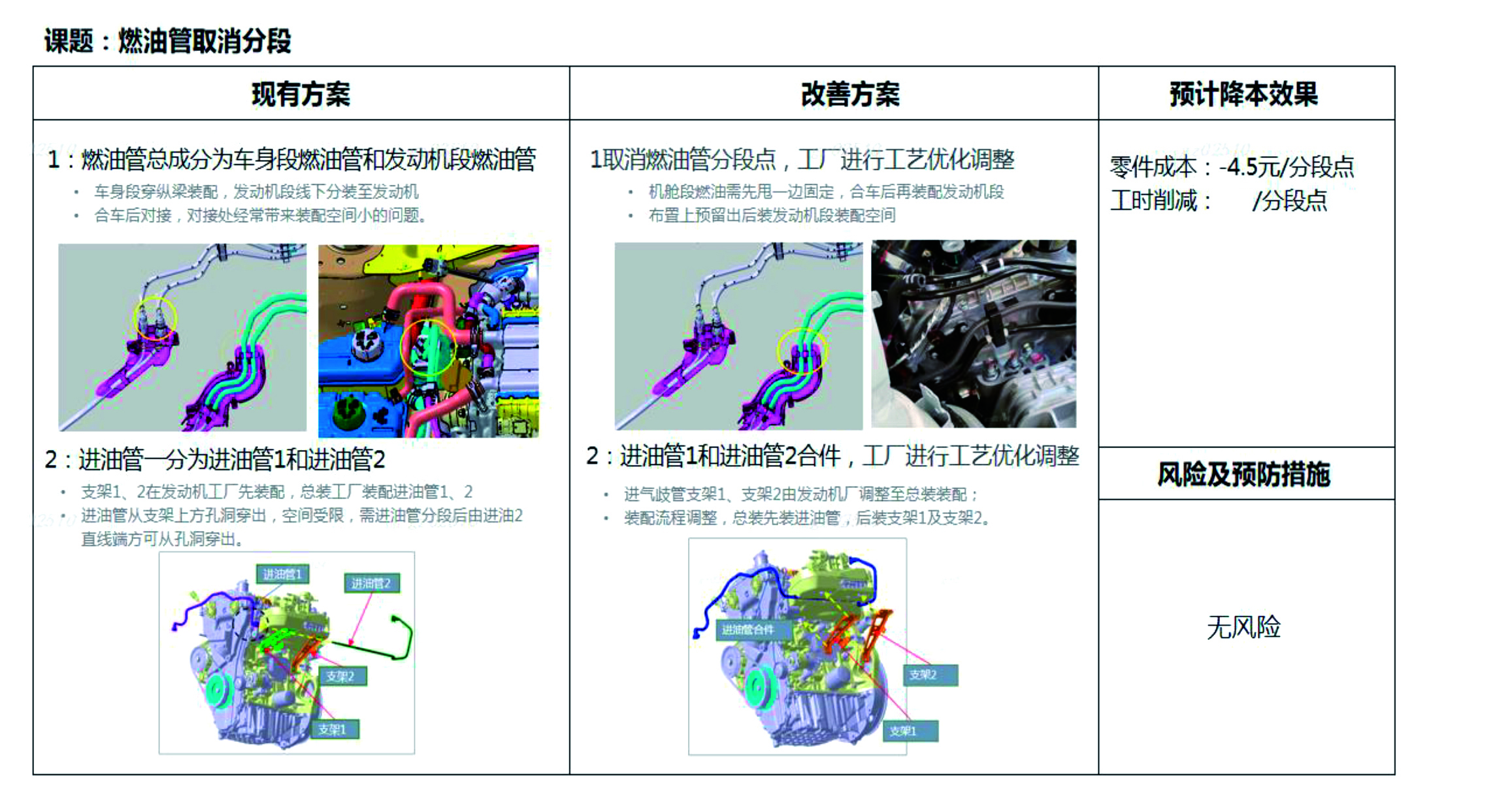
图2空调管取消分段
通过对管线固定点(胶塞)的合并,以实现零件成本降低和装配工时降低,如图3所示。
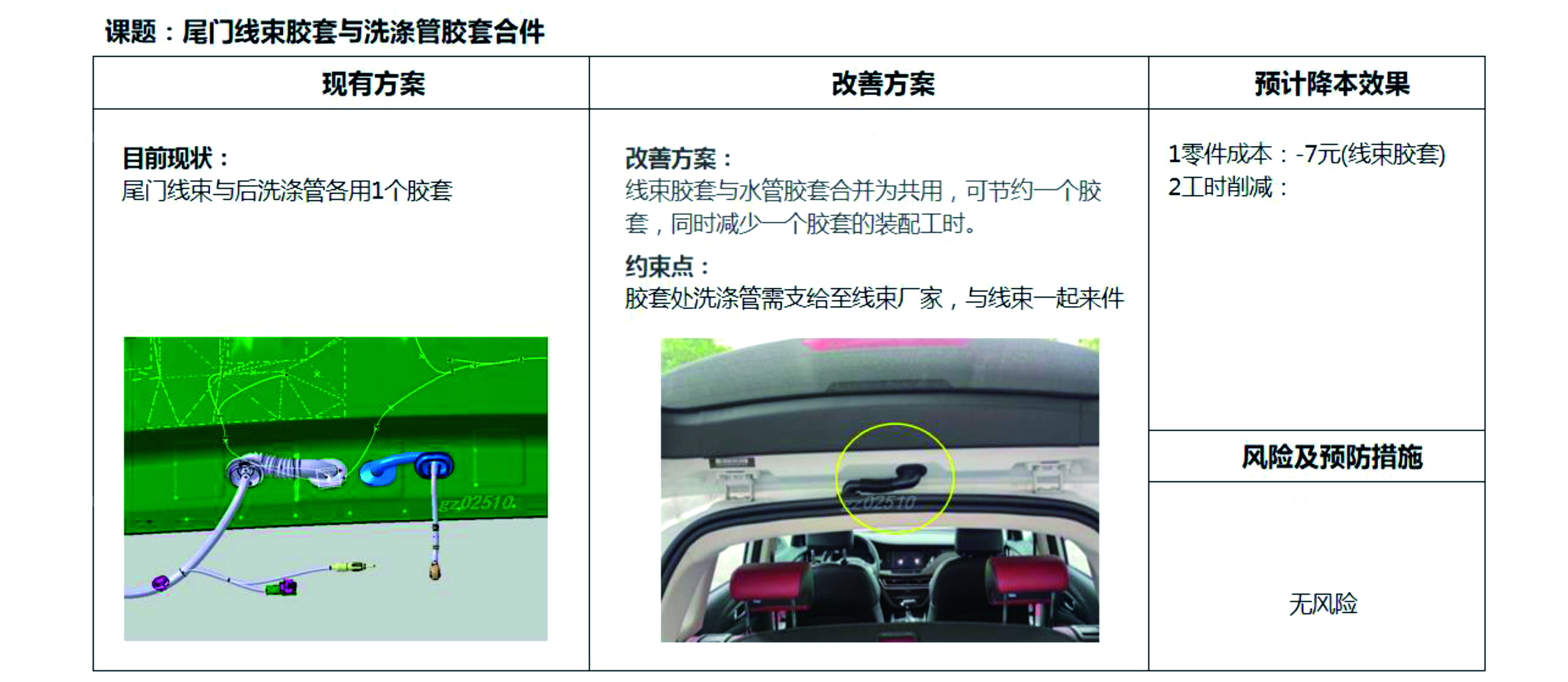
图3水管线束护套合并
(2)零件合件
通过对零件进行合件,以实现零件成本降低和装配工时降低。如A柱下饰板与门槛护板合件,背门饰板合件如图4所示,警示标签合件如图5所示。
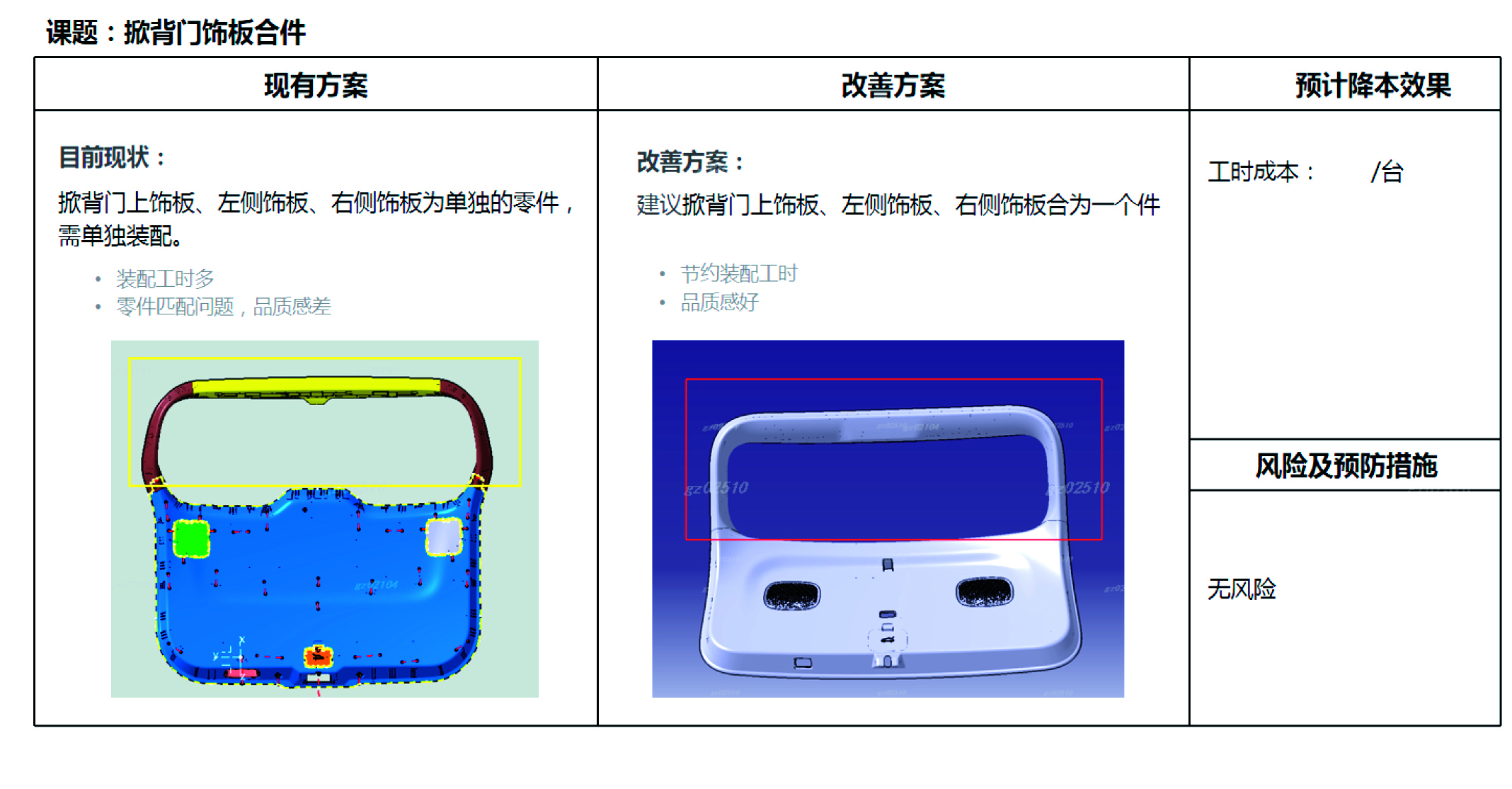
图4 背门饰板合件

图5 警示标签合件
3.2 标准件优化
标准件优化主要从四个方面进行。
(1)标准件长度
优化减小标准件露出长度,建议露出长度控制在5mm内,可减重降本,节约工时。
(2)削减标准件种类
优先用六角法兰面螺栓、减少弹性垫圈的使用、螺栓和垫圈配合选用组合件,尽量不开发新标准件。
(3)标准件统一
相同安装点位标准件统一,可实现工具统一,工时减少;相同工位标准件统一,可实现工具统一,工时减少。
(4)力矩统一
力矩值统一,可实现工具统一,工时减少;力矩重要度统一,可实现工具统一,工时减少。
3.3 固定点优化
固定点优化主要也包括四个方面。
(1)螺接改卡接结构
尽量使用自身卡接或卡扣连接结构,可减少安装架及安装螺栓,降低零件成本和装配工时,如各种控制器(模块)、壶体、饰件以及其他塑料件(遮阳板固定)等,如图6所示。
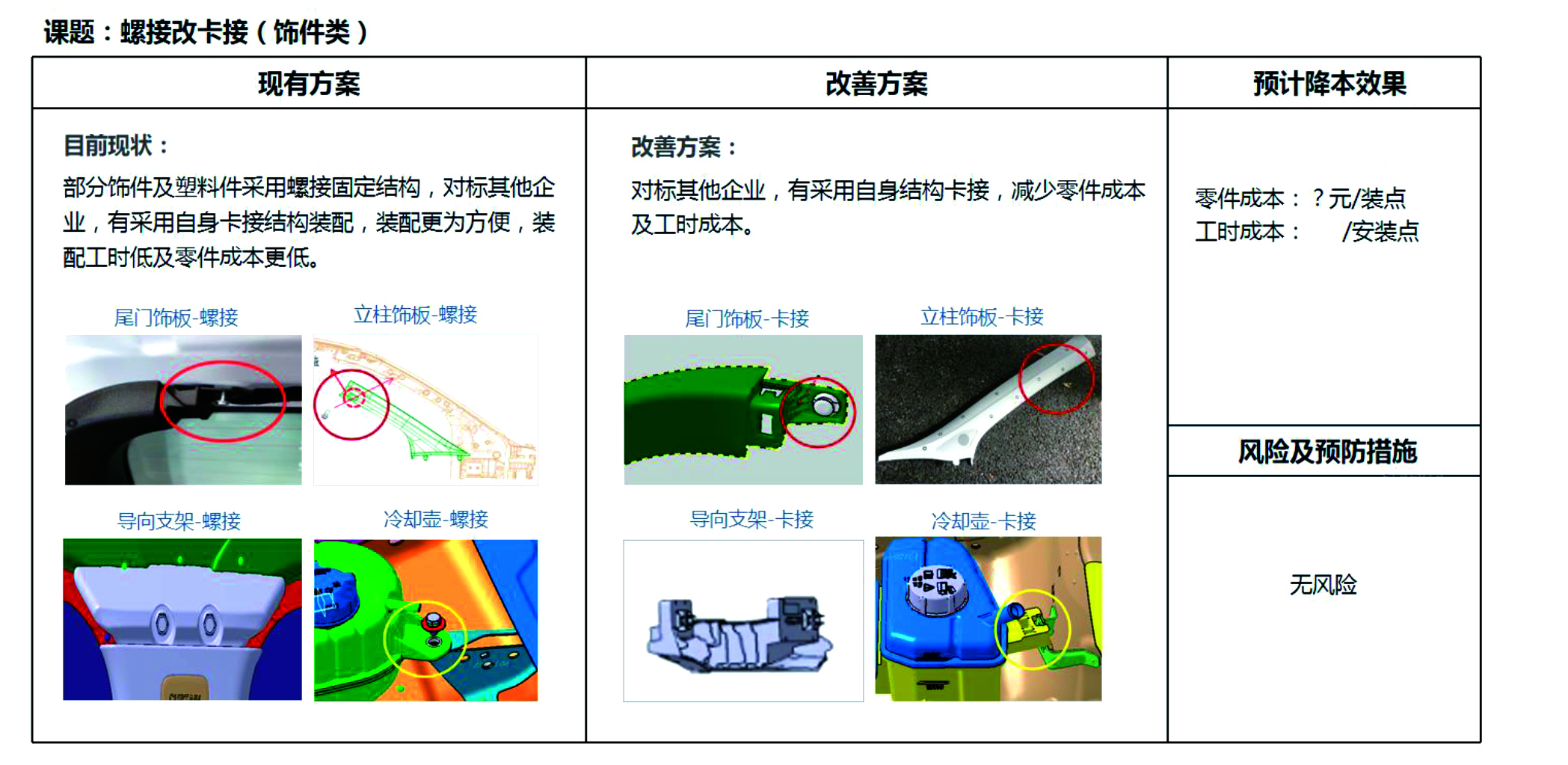
图6 螺接改卡接
(2)螺接改焊接结构
螺接改为焊接一体件,可减少标准件数量,实现零件成本降本及工时降低;螺母改为焊接件,可提升装配便利性,降低操作工时,如底盘摆臂螺母焊接至摆臂上等。
(3)螺母改内攻螺纹
采用螺栓加螺母组合的连接点,建议取消螺母,用内攻螺纹连接,可节约1个螺母并减少装配工时,如发电机、悬置支架等。
(4)安装点削减
取消部分多余卡扣安装点,实现成本降低及装配效率提升;减少部分多余螺栓固定点,实现成本降低及装配工时减少,如取消天窗排水管固定卡箍。
3.4 工艺定位优化
工艺定位优化也是四个方面进行。
(1)去工装化
尽量采用自定位,能不用工装就不用工装,如图7所示。
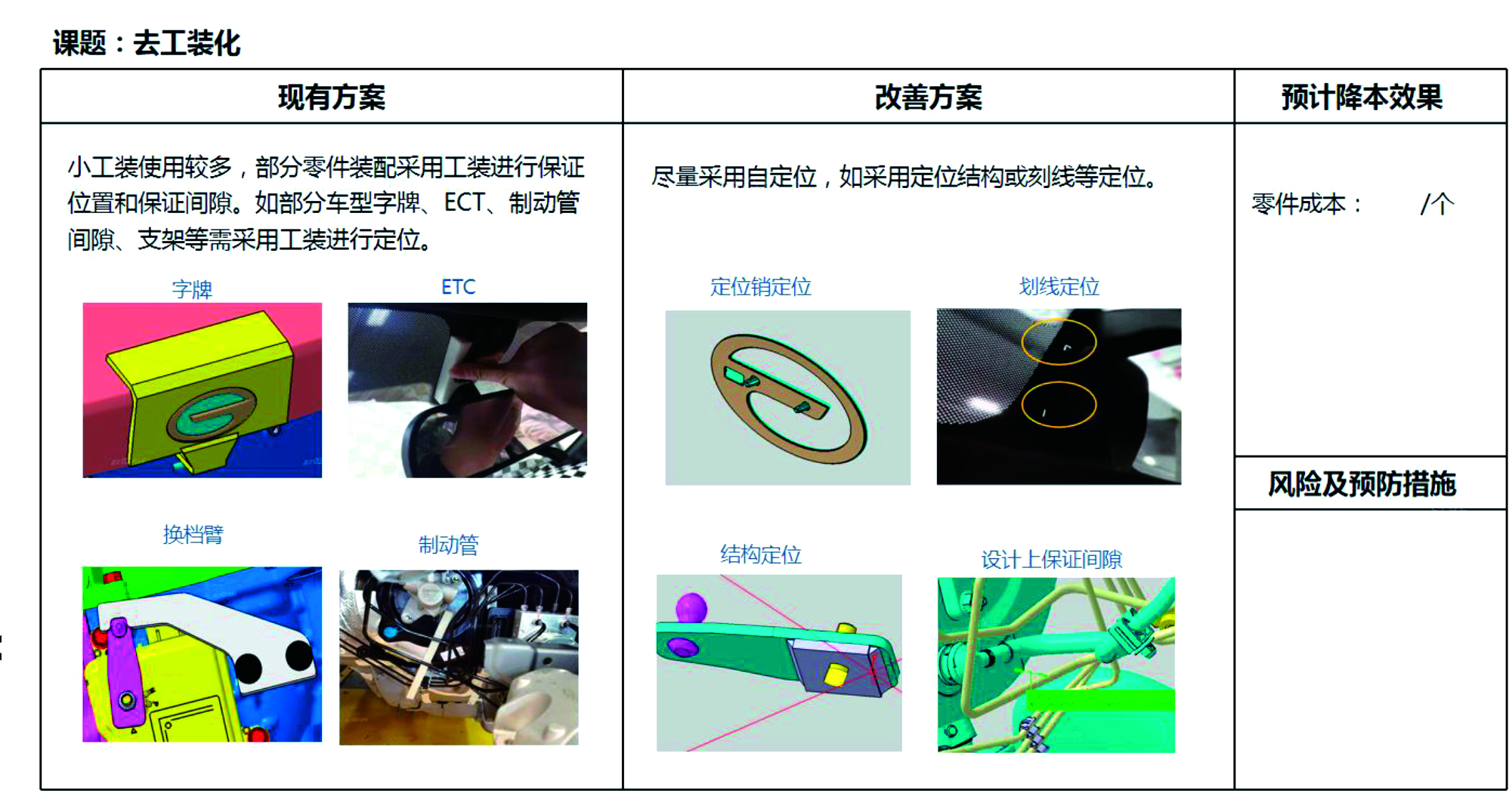
图7 去工装化
(2)去调整化
尽量取消不必要的调整,装配精度、间隙面差通过定位销、面等靠设计保证。
(3)定位结构优化
用工装的,尽量采用本体开定位孔或翻边限位,避免专用定位支架;取消多余的定位槽、防转槽和定位卡脚。
(4)预挂优化
尽量采用安装螺柱实现预挂,避免采用专用的预挂结构;尽量采用工装实现预挂,代替结构预挂,实现降本。
3.5 新结构工艺优化
通过对一些新工艺的开发及运用,实现成本降低和装配工时削减;使用一些低成本的、装配便利的新结构,比如增加转向盘与转向管柱刻线,增加束角调整螺栓处副车架划线等以减少对位作业工时;雷达支架粘接改为摩擦焊等,从而减少整车装配工时,降低整车制造成本。
4 总结
人员密集型工作是汽车总装的重要特性。工艺人员研究总装工艺,最重要的就是研究人的作业。作业工时是总装工艺人员作业的数据化展现。设计工时作为作业工时最核心的部分,从设计端开始研究,在数模设计阶段体现,往往能取得事半功倍的效果。
G公司在混动车型与常规燃油车共线生产问题研究上,从设计端开始,各类方案同步推进,最终实现单车设计工时削减880s。按年产量11万台计,总装阶段可节省人员14人,折合人工成本为280万元/年,零件降本66.7元/台,取得了巨大的经济效益。后续此方案将会推广至各平台车型,包括燃油、混动以及纯电车型,以期进一步降低整车制造成本,提升产品市场竞争力。
参考文献
[1] 杨阳.基于产品工时对车型装配成本削减的应用研究[C]//2021中国汽车工程学会年会论文集.
[2]TUANS,TanJ,etal.Improvementofworkflowandpro-ductivitythroughapplicationofMaynardoperationse-quencetechnique(MOST)[C]//Proceedingsofthe2014InternationalConferenceonIndustrialEngineeringandOperationsManagement.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:万小飞 张健均 郭称勇 ,单位:广州汽车工业集团汽车工程研究院 。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多