防错技术在变速器装配线的应用研究
作为汽车核心零部件之一,变速器零件繁多,制造工艺复杂,而装配过程往往因为多种机型混线生产、人工参与较多,极易出现产品错装漏装,导致产品返修或报废,甚至流入售后市场,造成更严重的损失。因此,为避免发生各种错漏装问题,应对防错技术进行研究并在装配线上推广应用,提升产品质量,降低返修报废。本文将从防错定义、错误类型、防错技术原理及类别等几个方面进行阐述,并结合实际案例加以说明,为变速器装配线及汽车行业装配过程降低错漏装问题提供解决思路。
防错定义
防错,又名防呆(Fool-Proofing),是一个源自于日本围棋与将棋的术语,意为防止臭棋,后来运用在工业管理上,基本概念应用在日本丰田汽车的生产方式,由新乡重夫(ShigeoShingo)提出,之后随着工业品质管理的推广传播至全世界。它是一种预防矫正的行为约束手段,运用避免产生错误的限制方法,让操作者不需要花费注意力,也不需要经验与专业知识,即可直接无误地完成正确的操作。在IATF16949中,对防错的定义是“为防止制造不合格产品而进行的产品和制造过程的设计及开发”。可见,防错技术的核心宗旨是对可能出现的问题进行事前预防、事中避免、事后拒绝。
错误类型
变速器装配线常见的错误类型包括以下几种:①零件错装:要求安装A零件,实际错装为B零件;②零件漏装:零件漏安装,或螺栓漏拧紧;③零件多装:装配的零件实际数量多于要求数量,常见于螺栓、垫片等小零件;④安装方向错误:未按照要求的方向或角度安装;⑤安装顺序错误:未按照要求的顺序安装或拧紧;⑥未安装到位:零件未安装到位,或螺栓未拧紧到位。
上述错误主要是由于人为失误导致,但人不可能不犯错,传统的“培训+奖惩”的管理手段很难完全避免错误发生,必须要依靠防错技术来杜绝。
防错技术原理及类别
防错技术通常有十项基本原理,具体见表。

而根据产品设计制造全流程划分,防错技术可以分为四个类别:设计防错、物流防错、工艺防错和管理防错,下文将结合我公司变速器装配线防错技术应用实例,逐项进行分析。
防错案例分析
1. 设计防错
在产品设计阶段,应充分考虑变速器装配过程中的错漏装风险,从产品结构设计上,杜绝不良品产生,防错效果最好。
(1)结构防错
结构防错通常运用断根原理,在产品设计过程中通过利用定位差异或干涉特征来保证装配唯一性,即错误的零件或按错误的方法无法完成装配,从根源上避免了错误的发生。
例如:某机型变速器一轴轴承盖设计有油槽结构(图1),轴承盖安装时需要油槽与壳体油孔对正,否则将会影响一轴轴承的润滑。因此,为防止装配角度错误,将轴承盖螺纹孔改为非均布结构,保证装配角度的唯一性,从源头上杜绝装配角度错误。
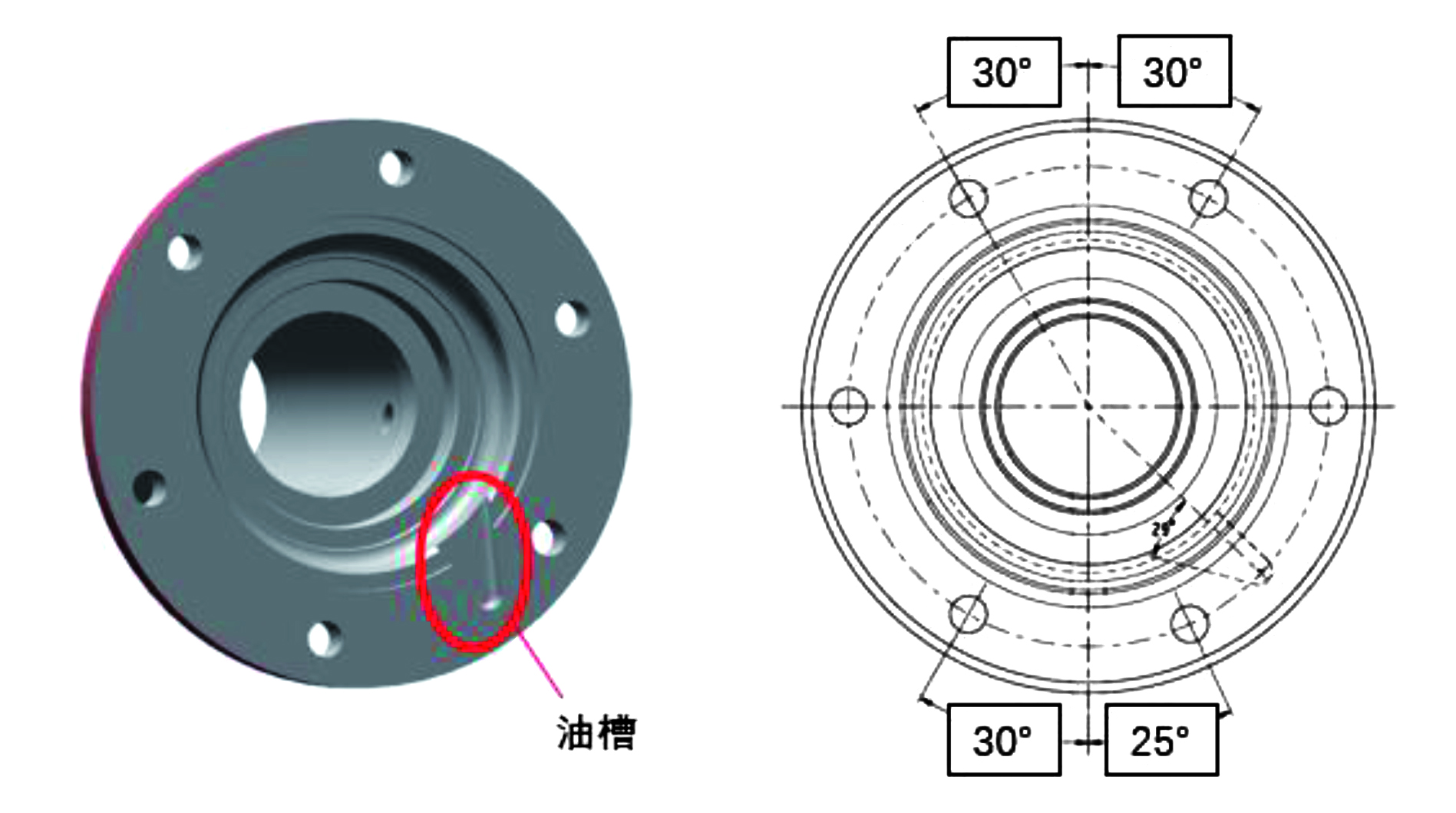
图1 轴承盖螺纹孔分布
(2)特殊标记防错
特殊标记防错通常运用层别原理,当设计无法实现结构防错时,可以在产品上增加颜色、箭头或加工凸台、凹槽等特殊标记,通过目视识别区分,增加探测度。
例如:某机型变速器分离装置T形板为非对称结构(图2),且正反差异较小,易发生方向安装错误的问题,导致变速器与整车离合器无法连接。为此,在T形板上设计箭头标识,装配时保证箭头向上,方便操作工目视检查。
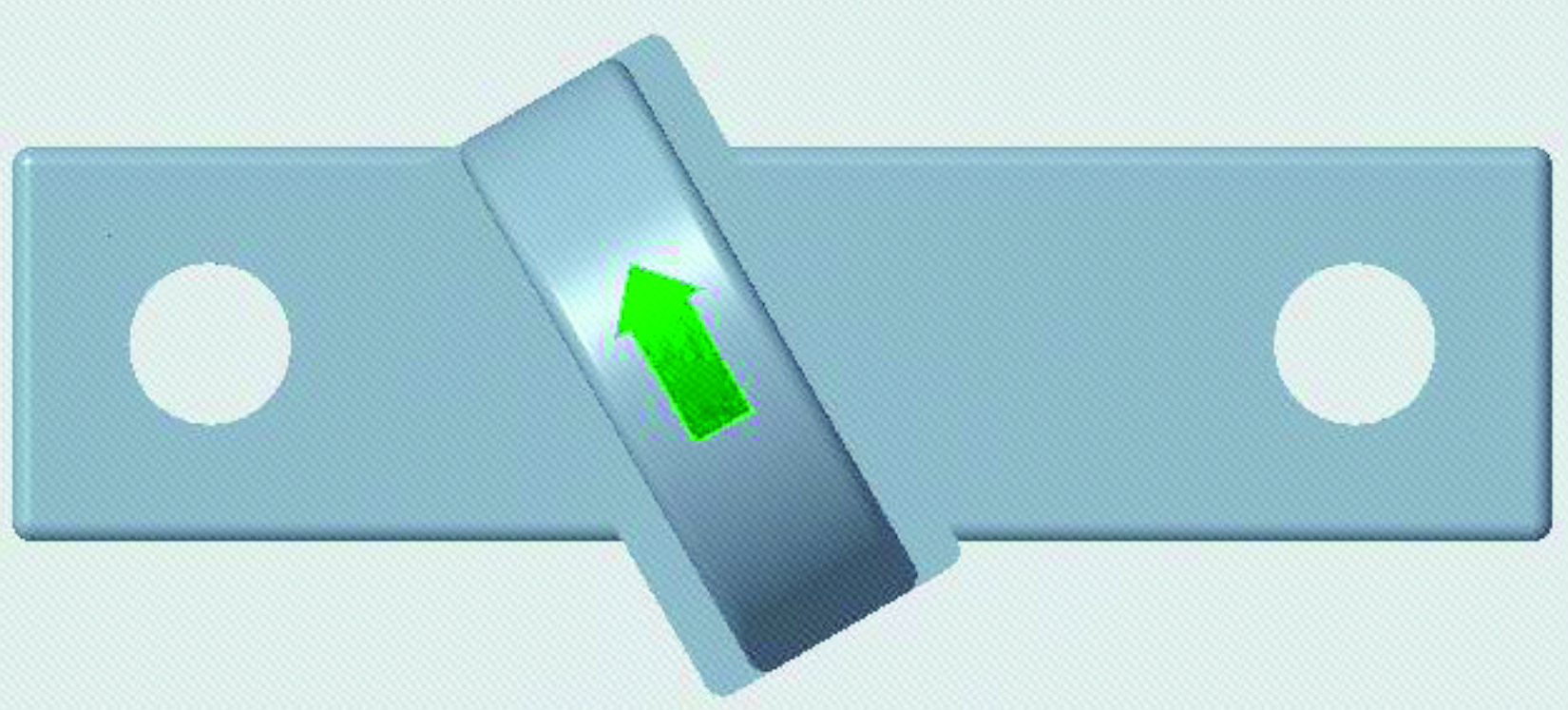
图2 T形板箭头标识
(3)通用性防错
通用性防错运用断根原理,即在满足产品性能的前提下,不同机型所装配的零件或方法尽可能通用,减少差异化,避免换产导致的错漏装风险。
例如:我公司A、B两个系列变速器离合器壳体与变速器壳体连接螺栓规格均为M10×60,且拧紧扭矩一致,有效避免两类机型混线装配时因螺栓和扭矩要求不同导致的错装问题。
2. 物流防错
物流防错即将正确的零件以要求的数量配送到指定的工位,对零件分拣、配送及上线等物流全流程进行防错管控,防止不良品的产生和传递。
(1)零件分拣防错
零件分拣防错通常运用相符原理,即根据工单要求的零件编号、数量及顺序进行分拣,确保与要求相符后方可进行配送。在自动化装配线上往往还会运用自动原理,利用光、电传感器等自动化手段,防止零件分拣出错。
例如:某变速器装配线物料分拣区应用亮灯拣选系统(图3),在每个料架出口设置“绿灯”,通过实时传递的生产信息及PLC程序控制灯的亮起和熄灭。当某料道的“绿灯”亮起时,提示操作者在此料道取料,取料后拍灯确认,方可允许进行下一步配送工作。

图3 亮灯拣选系统
(2)配送防错
配送防错通常也运用相符原理,即按需配送和按序配送,在自动化装配线上运用自动原理,利用AGV、输送线等自动化手段,将零件配送到指定工位,防止配送环节发生错误。
例如:我公司变速器后盖壳体总成零件众多,易出现错漏装问题,因此采用SPS配送方式,根据工单要求,操作者将零件拣选至SPS托盘对应的位置(图4),SPS托盘上采用仿形设计,与零件外形一一对应,方便操作者目视检查,保证分拣进入的零件和要求相符(有条件的装配线可设置视觉相机检查相符性)。分拣完成后,AGV小车根据配送任务指令,按照规划的路径将SPS托盘配送至装配线指定的上线工位,并跟随装配托盘同步行走,直至SPS托盘内零件全部被取出装完,有效防止错漏装发生。

图4 SPS托盘
3. 工艺防错
在工艺过程设计阶段,将防错理念融入工艺、设备、工装等各个设计环节中,在生产过程中管控不良品的产生和流出。
(1)工艺方案防错
工艺方案防错通常会运用多项防错原理,但以断根原理最为理想,即在工艺规划阶段,通过工艺流程的优化,达到防止不良品产生的目的。
例如:某机型变速器上有4个油堵,其中2个带磁铁(图5),2个不带磁铁,油堵螺纹规格一致,外观差异较小,原工艺要求4个油堵在一个工位上完成装配,容易出现错装。经过工艺优化,将4个油堵分配在4个不同的工位装配,从根本上杜绝了错装问题发生。

图5 两种油堵
(2)物料扫码防错
扫码防错一般运用相符原理,通过扫码枪、MES系统及PLC程序等软硬件结合,利用信息比对的方式进行防错。
例如:在某变速器装配线上,每台变速器均有自己的唯一身份码(即出厂编号),而每个零件也均有各自的唯一码或批次码,在装配过程中,当装配托盘进入工位后,操作者通过扫码枪扫描上述总成或零件的二维码,通过MES系统和PLC程序与MBOM进行比对(图6),若比对不成功,则报警提示,不允许继续装配,达到物料防错及绑定追溯的目的。

图6 零件扫码比对
(3)设备工装防错
设备工装防错通常会运用多项防错原理,但以自动原理为主,主要是依靠安装在设备上的各类传感器及辅助工装,探测零件是否漏装、错装、装反及未安装到位等错误,如果发生错误,则通过报警、停机等措施提示操作者及时处理,能够有效防止不合格品产生或流出。随着工业自动化、智能化的快速发展,此类防错手段越来越多,下面将列举几类典型设备工装防错案例。
1)上料防错
上料作为装配作业的第一道工序,将错误拦截在此,是最有效的防错手段。某机型变速器壳体定位销安装有正反之分,一端有孔一端平面,压装时要求有孔一端朝上。根据定位销结构特点,在压机的上料机构上设置一个凸台,与定位销的小孔相配,上料时如果小孔朝上,则凸台进入小孔,完成上料动作,反之凸台与定位销平面一端干涉,无法上料,继而无法进行下一步压装动作。
2)压装防错
利用内置于压机的压力、位移传感器,监视压装到位中的压力、位移数值,与预先工艺设定的压力、位移范围比对,如果符合要求,则视为压装完成,反之停机报警,提醒操作者检查处理。对于较为高端的伺服压机,可以根据压装过程中的压力、位移数值,实时监控压机动作,更为精准地控制压装过程,保证压装质量。
3)拧紧防错
作为变速器装配的关键过程之一,螺栓拧紧的防错尤为重要。变速器装配线拧紧防错主要体现:装配托盘进站后,通过RFID、PLC、MES等一系列软硬件通信,自动调取对应的拧紧程序,拧紧工具按照调用的程序运行,运行结束后会与程序要求的拧紧扭矩、角度和拧紧数量比对,符合要求后方可进行下一步操作,避免人工误差,同时对滑丝、夹渣等螺纹副缺陷也能够有效探测。对于对拧紧顺序有要求的工序,可应用智能反力臂,通过反力臂上安装的编码器,监控拧紧顺序,保证拧紧质量。
4)视觉防错
随着智能制造领域快速发展,视觉技术越来越广泛地被应用到变速器装配过程中,与传统人工目视检测相比,视觉检测具有快速、准确、柔性和高度自动化的优势,已成为一项不可或缺的防错技术。视觉检测是通过拍摄检测目标,并对拍摄的图像信号进行处理,再和正确的模板图像进行比对,比对成功即装配正确。在某变速器装配线上,视觉技术被大量应用,如壳体上线时检查机型和方向、轴承上线时检查方向、结合面涂胶胶线轨迹(图7)和宽度、一轴零件号识别、油管是否漏装以及变速器总成的外观检测,大大提高错误检测率。
图7 胶线轨迹
5)工装防错
变速器装配线手动工位较多,在无设备的情况下,工装防错是应用最普遍的防错方法之一。某机型变速器制动器由3个摩擦盘和4个制动盘组成,安装时摩擦盘和制动盘交替排列,容易出现漏装或顺序错误的风险,且人工目视不易探测。为此,我们设计了一套检测工装,工装外形与制动器相配合(图8),若任一零件漏装或顺序装错,工装无法与制动器啮合,安装在工装上的接近开关就不能被感应,则PLC控制程序不允许操作者进行下一步操作,有效避免了此风险的发生。
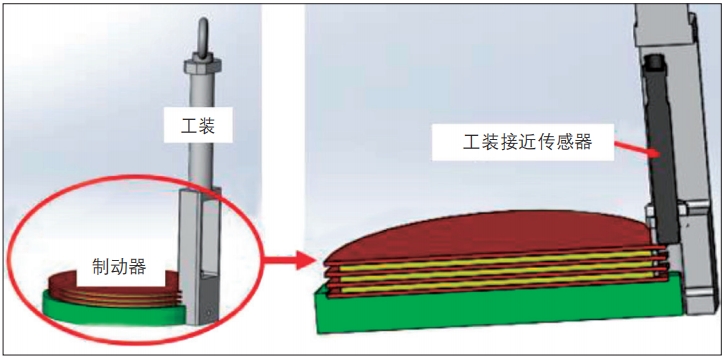
图8 工装防错
(4)操作指导可视化防错
变速器装配线通常为混线生产形式,机型众多、换产频繁,需实时提醒操作者当前生产的是何机型?装什么零件?怎么装配?我们在装配工位上配置了HMI人机界面(图9),实时显示当前生产的机型信息、产品MBOM及作业指导书,方便操作者即时查询,避免因换产导致的装配错误。

图9 工控机HMI人机界面
4. 管理防错
虽然当前防错技术应用众多且发展迅速,但是仍然离不开现场管理,管理防错是对技术防错的补充,对装配线防错体系的完善,常见的管理防错手段有自检互检和培训奖惩。
(1)自检互检
自检互检运用了保险原理,即双重防错,操作者对本工位装配内容进行自检并用白色记号笔画线做标识,下一工位操作者对前一工位装配内容进行互检并用绿色记号笔画线做标记,此方法在我公司变速器装配线广泛应用,通过此方法,对易错点进行两次确认,大大降低了错误流出风险。
(2)培训奖惩
变速器装配线的一个特点就是人工参与度高,因此一套科学的培训体系和奖惩制度,对于提升操作者技能水平和风险识别能力、提高质量意识、调动防错积极性至关重要。
结语
本文结合我公司变速器装配线防错应用实例,详细分析了防错技术原理。综上所述,防错理念应贯穿产品设计和生产全流程,其对于企业所追求的“高质量、高效率、低成本”目标具有十分重要的意义和作用。随着智能制造的大力发展,防错技术将会越来越广泛深入地应用到实际生产中,尤其是信息化防错手段,必将在智能化产线中扮演重要角色。
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:陕西法士特汽车传动集团有限责任公司 张亚光 ; 陕西柴油机重工有限公司 董超 。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多