汽车前保险杠外观缺陷分析及解决
0 前言
在汽车保险杠的生产制造过程中,复杂造型注塑后形成的外观缺陷通常有熔接线、压力痕和肥边等,其中以熔接线问题在解决时最为棘手。本文主要以解决复杂造型前保险杠的熔接线进行研究分析。本文从保险杠注塑生产工艺流程、保险杠表面缺陷产生的机理、解决方案进行分析探讨。在解决某车企V项目实际案例分析过程中,从造型设计到车身数据分析,从模具设计优化到工艺可行性分析,到工装设备过程开发管控等方面开展全流程质量优化设计验证,针对小批量验证过程的实物问题状态,从人机料法环等角度进行原因分析,并对要因进行针对性的措施制定,在小批量装车试制过程中反复优化,直到产品符合质量标准。
1 注塑生产工艺流程
保险杠注塑生产工艺流程如图1所示。烘干的塑料颗粒通过成型机料斗进入料筒,在加热片加热和螺杆旋转产生的剪切热的共同作用下塑料颗粒成为熔融状态,熔融塑胶在成型机机头部分聚集,计量材料重量,螺杆停止转动,改为向前平动,挤压塑料熔体,塑胶进入模具浇注系统,然后流到模具成型型腔,通过模具本身热传导以及模具外加的冷却系统使塑胶冷却凝固。冷却完全后,打开模具,成型机的顶出系统将产品顶出,同时成型机螺杆后退开始下一次塑胶熔融计量。注塑装置原理如图2所示。

图1 注塑生产工艺流程
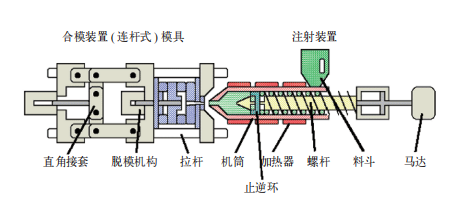
图2 注塑装置原理
2 表面缺陷产生的机理
塑料粒子经过加热后,注入模具型腔,熔体在填充过程中,由于多浇口注塑遇到嵌件、壁厚不均、孔洞、流道变化导致流速不均匀等情况,产生两股或多股熔料流汇合而形成线状痕迹。熔接线/压力线的形成与塑料熔体的喷泉流动相关,当两股料流汇合时,截面中间先接触,然后再向两侧扩散,最后填充的位置形成V形槽,如图3所示。如果两股料流汇合的V形槽中的空气难以排出,或者两股料流汇合时的温度过低,料流汇合位置就会产生较为明显的熔接线,具体实物如图4所示。
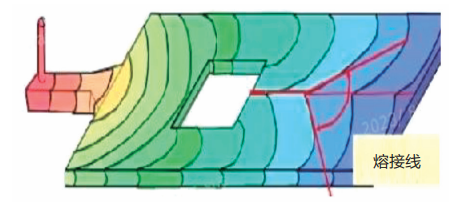
图3 形成熔接线的模型
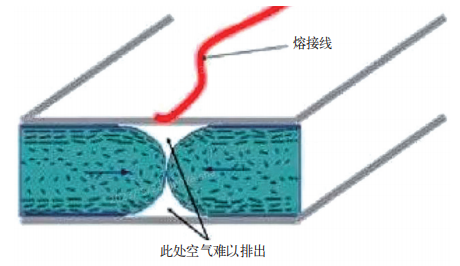
图4 熔接线
当保险杠经过小涂3C1B工艺喷涂后,不太明显的注塑缺陷在经过漆膜涂层附着后,在光源照射下,目视感官显示的缺陷效应更明显,从而造成产品精致感、平顺性等外观质量问题。
3 解决方案
3.1 前期设计同步工程分析
(1)造型优化建议
根据前期项目造型输入,车身前保造型如图5所示,该前保险杠为整体一体注塑成型,经分析该造型孔洞较多,注塑熔接线和压力痕问题较多,影响外观合格率;喷涂后容易在窗口边缘出现肥边、流挂、橘皮、虚喷等问题。在车身数据设计阶段,建议造型进行分件,但考虑整车效果,未被采纳。

图5 前保险杠造型设计
(2)模具设计优化经模具流体可行性分析,在容易产生熔接线、压力痕的位置,精准布置流道位置,合理设置注塑模具的压力、流体速度、注射时间、溶胶长度和模具温度等参数,如图6所示,在模具开发时,就考虑减轻外观缺陷的程度,通过同步工程设计优化,降低后续外观缺陷问题产生的严重度,从而降低外观缺陷问题发生率。
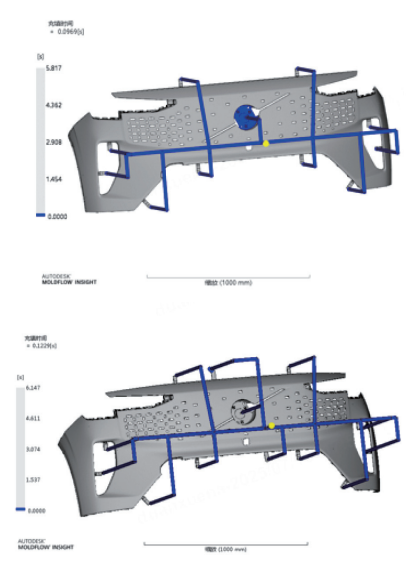
图6 模流优化分析
3.2 工艺可行性验证
(1)现状
在车型试制阶段,注塑模具小批量试制过程中,前保注塑喷涂后,熔接线、压力线、肥边较常规保险杠外观缺陷较多,如图7所示。

图7 缺陷图片
(3)原因分析
通过应用鱼骨图分析产生外观缺陷的原因,如图8所示。从“人机料法环”等各角度开展原因分析,并确定缺陷的要因分析(也称真因分析)。
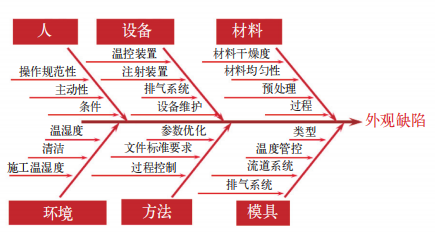
图8 外观缺陷的鱼骨图原因分析
(4)应对措施及效果验证
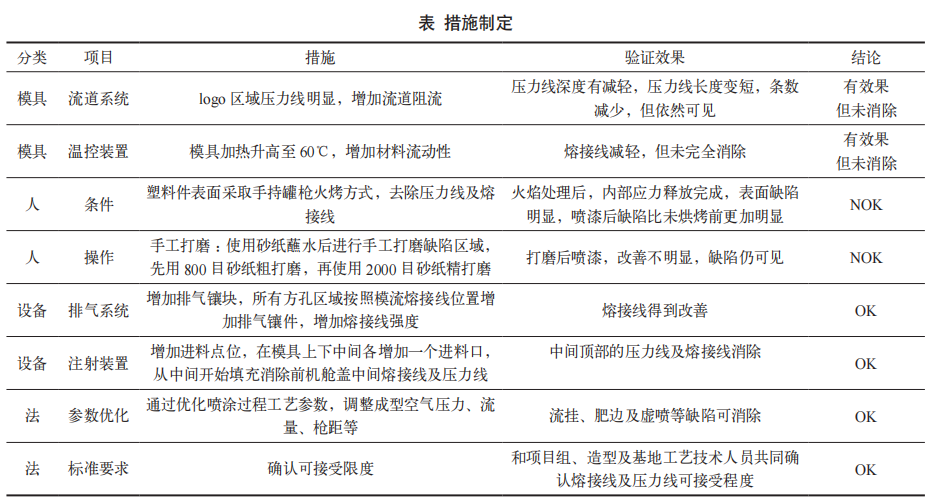
针对外观缺陷产生的要因制定相应的改善措施,见表。
3.3 最终结论
经过工艺设备及过程管控调试验证,增加注塑模具排气镶块、增加注射装置的进料口数量可显著降低熔接线、压力线外观缺陷的产生;增加模具流道阻流、提升模具加热温度、增加材料流动性对熔接线、压力线缺陷改善有一定效果,但不能完全消除;而通过增加人工打磨工序、用罐枪火烤熔接线、压力线证明无改善效果。
4 结语
本文对某车企V项目造型孔洞较多的前保险杠在注塑及喷涂过程中的经验教训进行细致总结,从造型设计到车身数据分析,再到设备工艺验证开发等方面开展全流程经验教训总结,从注塑工艺流程、外观缺陷形成的机理、人机料法环过程管控等方面,逐级分析缺陷形成的主要原因,并从中进行要因分析,针对各要素制定具体的管控措施,并对相应的措施进行实车效果验证,为后续从业人员在遇到类似问题时提供有力的参考价值。
参考文献
[1] 何凡,沙俊亚,李飞,等.汽车保险杠材料平台化方案浅析[J].现代涂料与涂装,2025,28(5):57-60,64.
[2] 陈睿,万德俊,王河为,等.浅谈汽车保险杠注塑工艺优化[J].汽车工艺师,2023,6(2):6-9.
[3]黄可,邹华杰,钱子龙,等.汽车用前保险杠注塑参数田口试验及试验验证[J].塑料工业,2025,2(14):90-96.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:段雪娜 牟彬 李飞 郭家 何凡 杨忠 王云飞 苏玉霞,单位:浙江吉润汽车有限公司宁波杭州湾分公司。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

AI驱动的地图绘制对“软件定义汽车”的时代至关重要
在“软件定义汽车”时代,汽车性能与体验愈发依赖软件于AI,AI驱动的地图绘制是这一变革的核心,静态地图正被实时动态地图取代,它整合车辆传感器、卫星图像等多源数据,助力车辆理解环境、优化决策,为导航、ADAS及自动驾驶提供关键支持。同时,AI推动驾驶体验个性化,车载助手可基于自然语言和用户行为提供定制化服务。不过,AI整合仍面临数据安全、技术互操作性及算力基础设施等挑战。未来,实时地图将更核心,结合数字孪生等技术加速车辆开发,而跨行业合作是实现更安全、智能、互联汽车未来的关键。
2025-10-30
-

汽车螺栓连接自动化控制技术的研究
螺栓连接的自动化控制技术是基于汽车厂各控制系统之间的控制逻辑及车辆信息交互,通过制定力矩控制系统的自动化控制策略,真正做到预防错打、漏打等质量问题发生,同时减少人工手动扫码等操作环节,提高了整车的装配效率。
2025-10-29
-

电子转向系统市场格局初定——中国市场成为全球竞争焦点
方向盘与车轮之间的机械连接已成为历史。在线控转向技术(Steer-by-Wire)的推动下,中国汽车产业在德国顶级供应商的技术协同下,正朝着成为全球汽车工业新一轮革命引领者的目标迈进。通过取消机械转向柱,采用电信号传输驾驶指令,不仅为整车布置带来更大设计自由度,更为实现高级别自动驾驶提供了关键技术支撑。中德产业链的深度合作,正在加速这一颠覆性技术在中国市场的商业化落地进程。
2025-10-28



热点文章
-

基于深度学习的电驱实验系统设计
2026-07-24
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

采埃孚全球电子助力转向系统产量突破1亿
2026-07-24
-

-

-

AHTE 2026 展后报告新鲜出炉
2026-07-24
-

AMTS 2026 展后报告新鲜出炉
2026-07-24
-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多