基于工业机器人的焊装白车身自适应打磨系统的开发及应用
0 引言
汽车白车身点焊工艺常伴随大量毛刺与飞溅,目前主要依赖人工打磨,如图1所示。该过程会产生含铁、锰、铬等成分的金属粉尘。实测数据显示,工位噪声达87dB(A),粉尘浓度为1.76mg/m³。员工长期作业易引发呼吸道疾病和听力损伤。
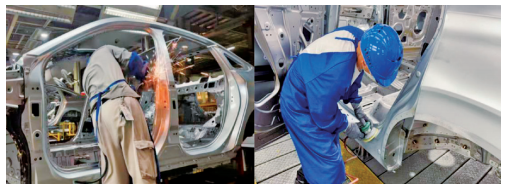
图1 白车身人工打磨(左图为人工打磨焊接毛刺,右图为人工打磨镀锌板飞溅)
此外,若毛刺未被彻底清除并流入后续工位,在总装车间容易划伤整车线束,轻则导致电路故障,重则引发短路甚至车辆起火,带来较高的质量与安全风险。
为解决上述问题,本文引入基于工业机器人的自适应打磨系统。该系统能够输出稳定的打磨力,并通过浮动伸缩结构模拟人工动作,从而有效避免因受力不均导致的部件损伤。系统还能实时监测打磨力、伸缩量及电机转速等参数,确保工艺稳定。
该系统具备自监控与实时诊断功能。故障发生时,能立即向上位机发送故障代码、触发预警,并联锁停止打磨装置及机器人运行。此外,系统支持正、负方向力输出,在正常生产过程中,可针对不同工艺需求施加相应方向的作用力,飞溅打磨采用正向力输出,毛刺打磨采用负向力输出。若机器人因外部故障停运,系统会迅速输出反向力,使磨料脱离工件,避免过度打磨影响车身质量。
1 现状与不足
1.1 技术背景
某焊装车间主要采用点焊、CMT焊、激光钎焊、螺柱焊和铆接等工艺完成零部件拼装,其中部分车型点焊占比超过85%。
随着汽车产业发展及白车身材料与工艺进步,热成形钢在车身结构中的应用比例逐渐提高。热成形钢虽显著提升车身强度,但其焊接特性与镀锌钢存在差异,更易产生毛刺与飞溅,且毛刺硬度更高,导致人工打磨难度进一步增大。
以某车型36JPH的生产线为例,白车身焊点数量约为4000~5000个。在原打磨工艺中,4名工人负责毛刺清理,另4名工人处理飞溅与焊渣。毛刺主要集中在车门框、前风窗和裙边等区域,并且多位于车身内侧。打磨时,工人常需将身体探入车内,粉尘与火花易直接溅落于面罩与衣物上,作业舒适度差,对工人长期健康不利。
人工打磨通常使用气动工具,其转速随施加力度波动,难以保持恒定。作业环境噪声长期超过85dB(A),易造成听力损伤;同时,气动工具振动较强,持续操作易引发手部肌肉劳损等职业性伤害。
1.2 问题分析
人工打磨主要存在三方面问题。
(1)职业健康风险高:打磨作业产生大量金属粉尘与颗粒物,易附着于工人皮肤和衣物上。即使佩戴防护口罩,长期在高粉尘环境下作业仍会显著增加呼吸道疾病风险。
(2)效率低、用工成本高:为满足36JPH生产节拍需配置8名打磨工人,年人工成本约120万元。
(3)质量缺陷风险大:如图2所示,白车身残留毛刺易划伤线束并导致电路故障,严重时可能引发短路或起火。此外,如图3所示,镀锌层表面焊渣残留还可能导致油漆缺陷,清理后返工率上升约15%。
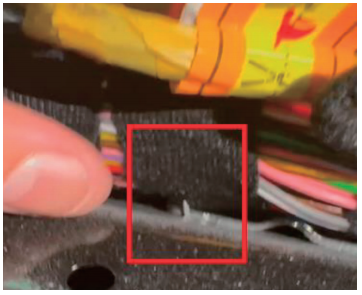
图2 白车身残留毛刺划伤线束
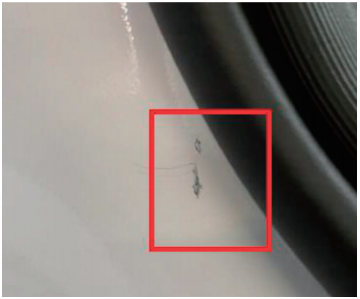
图3 去除焊渣后的油漆缺陷
2 自适应打磨方案设计与工作原理
2.1 整体解决方案
为应对上述问题,本文提出基于恒力浮动装置的焊装自适应打磨方案。工业机器人驱动该装置模拟人工打磨动作,系统可输出最大±500N压力、350N·m转矩,力控精度为±1N,并可实时反馈伸缩量(精度0.1mm)。系统具备自监控能力,可有效避免打磨不足与过度打磨,降低对人工作业的依赖,从而实现降本增效。
如图4所示,工位配置4台工业机器人,分别搭载双打磨头自适应系统,对侧围法兰边、底梁法兰边和座舱内部等区域的焊点毛刺,以及侧围门洞表面多角度焊点飞溅进行自动化打磨,以替代人工作业并改善操作环境。
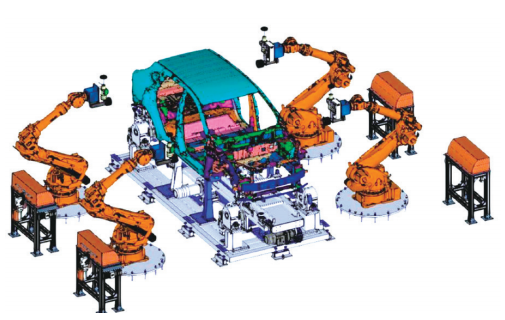
图4 机器人打磨整体布局
2.2 自适应打磨系统组成
如图5所示,自适应打磨系统采用模块化设计,主要由打磨头、系统控制柜、线缆线束以及磨具磨料库组成,具备高精度力控与实时状态反馈能力。系统通过恒力浮动装置实现±500N精准压力输出,响应时间小于10ms,可有效适应复杂曲面打磨需求,显著提升打磨一致性与效率。

图5 打磨系统组成示意
此外,系统采用创新型磨料库设计,支持自动换刀与新旧料分区管理。单次装料即可满足单班生产需求,显著减少停机时间,体现了系统在自动化、柔性化与智能化方面的优势。
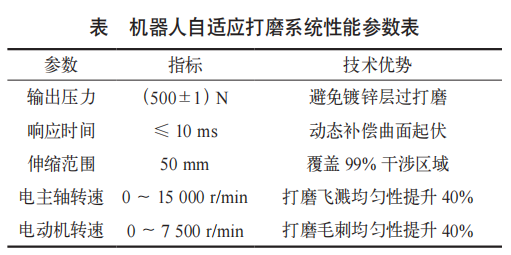
2.3 打磨系统性能指标
机器人自适应打磨系统性能参数见表所示。
2.4 自适应打磨系统工作原理
自适应打磨系统作为机器人的从站设备,通过Profinet协议与机器人进行信号交互。其中,机器人负责实现打磨姿态控制,自适应打磨装置负责实现打磨工艺控制。
在打磨过程中,由于工件尺寸存在偏差,机器人仅靠固定轨迹可能导致接触压力波动,从而影响打磨效果。自适应打磨装置可通过快速响应与伸缩补偿,在机器人姿态不变的情况下始终保持磨料与工件贴合,使打磨压力稳定恒定,保证打磨质量一致。
电主轴系统具备高速运转及自动换刀功能。机器人可实时监测磨料损耗状态,并根据磨损程度动态调整电动机转速:当磨料磨损导致磨削能力下降时,通过提高转速保持磨削效果基本一致,从而稳定打磨质量。当监测数据达到工艺参数中预设的磨损阈值时,机器人控制系统自动触发换刀程序,通过精密自动换刀机构实现磨料更换。
磨料库各库位配备高精度传感器,用于准确判断工具当前状态;刀具库设置防护罩壳,可有效防止粉尘进入刀柄内部,保障设备长期稳定运行。
3 技术效果与应用价值
在MB线打磨工位配置4台工业机器人,其末端安装自适应打磨系统,并配备双打磨头,可自动完成焊接毛刺与飞溅打磨工作,从而改善恶劣作业环境并减少用工需求。具体工位布置如图6所示。
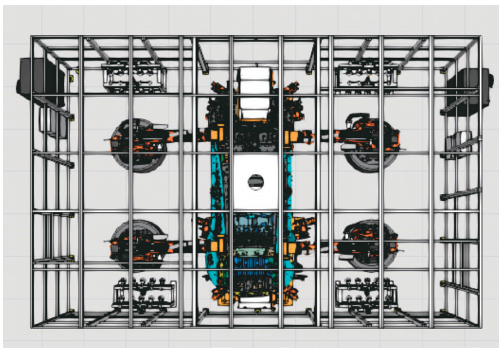
图6 打磨工位示意
3.1 改善作业环境
全封闭打磨房采用专业隔声材料建造,可有效隔绝打磨过程中产生的高频噪声。实测数据显示,改造前人工打磨噪声高达87dB(A),改造后机器人自动打磨噪声降至75dB(A)以下,满足国家《工业企业噪声卫生标准》的相关要求。
在粉尘控制方面,全封闭打磨房可显著降低粉尘扩散,改善车间空气质量,同时减少操作人员粉尘暴露,从而降低职业健康风险。
3.2 提升生产效率
改造前,打磨质量高度依赖人员技能,且作业效率随操作时间增加而下降。毛刺打磨平均每10台车需更换一次磨料(耗时约30s),飞溅打磨几乎每台车需更换一次磨料(耗时约20s),频繁换料影响节拍与设备开动率。
改造后,机器人可在节拍内完成毛刺磨料更换;飞溅打磨采用长寿命“小旋风”磨料(约每10 000台更换一次),并通过程序智能判定磨料状态,从而避免因磨料磨损导致效率衰减。
3.3 降低质量风险
改造前,人工主要依赖目视与手感判断,存在漏磨、过磨等质量隐患。引入自适应系统后,恒力输出与双打磨头广域覆盖能够保障打磨一致性,显著提升作业自动化水平与质量稳定性,并降低线束划伤等下游质量风险。
3.4 节约制造成本
自适应打磨系统的核心优势在于其柔性力输出能力可直接替代人工打磨,实现人员优化配置。改造后可缩减定编8人,每年节省人工成本约107万元。由于原工位粉尘和噪声较大,企业还需投入额外人力资源用于人员换岗、职业健康筛查等保障措施,改造后可进一步节省相关人力成本约20万元。
4 结语
通过引入机器人自适应打磨系统,显著改善了作业环境,降低了职业健康风险,提高了生产效率与打磨一致性,实现了综合成本下降。该系统的成功应用表明,自动化装备在提升汽车制造竞争力方面具有重要价值。未来可结合AI机器视觉,实现毛刺与焊渣的自动识别与精确打磨,进一步推动汽车制造的智能化与可持续发展。
参考文献
[1] 刘伟,赵华,陈东.自适应力控浮动力矩器在机器人精密打磨中的设计与试验[J].机器人,2020,42(4):467-475.
[2] 国家卫生健康委员会.工作场所有害因素职业接触限值:GBZ2.1-2019[S].北京:中国标准出版社,2019.
[3] 肖峰,杨光,周磊.基于机器人与力控工具的汽车白车身自动化打磨效率提升研究[J].制造技术与机床,2023(2):88-94.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:尹方玉 夏涛 汪彬 李家凤 程振 潘剑南 曹江怀,单位:奇瑞汽车股份有限公司。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

-

机器人关节电机热管理分析及宇树智能机器人关节电机拆解
机器人关节电机(尤其人形 / 协作 / 工业机器人)面临体积小、功率密度高、工况复杂多变的极端散热挑战。热管理的核心目标是控制绕组 / 永磁体温度在安全阈值内(如 F 级绝缘≤155℃、永磁体≤120℃),抑制局部热点,实现热平衡,从而避免绝缘失效、永磁退磁与机械磨损加速。
2026-02-03
-

汽车底盘结构件轻量化设计及强化对策研究
随着环保要求和汽车产业发展的不断升级,汽车轻量化已成为提升车辆性能、降低能源消耗和减少二氧化碳排放的重要手段。底盘作为汽车的核心部件之一,轻量化设计对提升汽车综合性能具有重要作用。基于汽车底盘结构件轻量化设计的背景,文章分析底盘结构件受力情况及其材料选择对力学性能的影响,探讨轻量化设计的关键技术及强化对策。文章通过研究不同材料(如铝合金、镁合金、碳纤维复合材料)的力学性能,分析其在轻量化设计中的适用性与挑战。结合先进制造技术的应用,提出实现底盘结构轻量化的技术路径。
2026-01-29



热点文章
-

基于深度学习的电驱实验系统设计
2026-07-24
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

采埃孚全球电子助力转向系统产量突破1亿
2026-07-24
-

-

-

AHTE 2026 展后报告新鲜出炉
2026-07-24
-

AMTS 2026 展后报告新鲜出炉
2026-07-24
-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多