基于多维度因素的螺栓装配拧紧断裂失效机理研究
0 引言
在汽车的各项连接技术中,螺栓连接由于结构简单、连接性能好、装拆方便、效率高等特点,在车身连接中广泛应用。在汽车轻量化进程中,相比于传统工艺点焊、涂胶等,螺栓连接可实现多种不同材料的连接。在自动化装配线中,螺栓拧紧断裂失效不仅影响生产效率,导致成本增加,还可能对产品质量造成潜在风险。某车身装配线在尾门铰链螺栓自动拧紧过程中,发生断裂问题,且均集中在接近目标扭矩时发生。聚焦于单一因素对断裂失效的影响不足以进行问题分析和解决,本文以该装配线螺栓断裂问题为切入点,采用“人机料法环”多维分析方法,构建多维度分析框架,揭示螺栓断裂的本质原因,为同类问题的解决提供新经验,有助于从全流程维度提升装配可靠性。
1 试验对象与研究方法
1.1 试验对象
研究对象为10.9级M8铰链螺栓,10级自锁螺母。经Bestfit系统自动测量调整尾门装配位置后执行拧紧操作,拧紧工艺由带拧紧轴的机器人自动完成,拧紧轴采用CS351拧紧控制器。
1.2 螺栓连接工艺与螺栓拧紧原理
(1)螺栓连接工艺
本研究的车身装配结构如图1a所示。螺栓采用的是国标M8的螺栓,在拧紧装配前已经通过压铆的形式与铰链进行了装配,如图1b所示。对应的螺母为螺纹变形型的全金属自锁螺母,如图1c所示。其核心设计特点是在螺母内螺纹中设置局部变形区,在制造过程中对螺母螺纹牙进行挤压,使该区域螺纹产生轻微变形。这种变形使得螺母内径略小于配套螺栓的外径,从而在拧紧时产生紧密接触,增加摩擦力。这种摩擦有效防止了螺母在受到振动或冲击时松脱。该结构无需额外锁紧元件(如弹簧垫圈、止动垫片),适用于汽车高频振动工况下的关键连接部位。

图1 螺栓连接工艺
(2)拧紧扭矩传递机制
螺栓与自锁螺母的拧紧过程本质是扭矩-预紧力转化过程,需克服摩擦阻力并实现能量分配。其中,螺纹副摩擦阻力由螺栓外螺纹与螺母内螺纹的接触摩擦产生,其大小与螺纹精度、表面粗糙度及摩擦系数直接相关;支撑面摩擦阻力源于螺母支撑面与被连接件表面的相对滑动,受表面处理工艺(如镀锌、磷化)影响显著。
总拧紧扭矩T与预紧力F的关系满足公式:

式中,T为扭矩,单位是N·m;F为预紧力,单位是N;d为螺栓公称直径,单位是mm;K为拧紧力矩系数。当K值偏低时(比如摩擦系数接近标准下限),相同扭矩T会转化为更高的预紧力F,导致螺栓实际承受应力升高。
1.3 研究方法
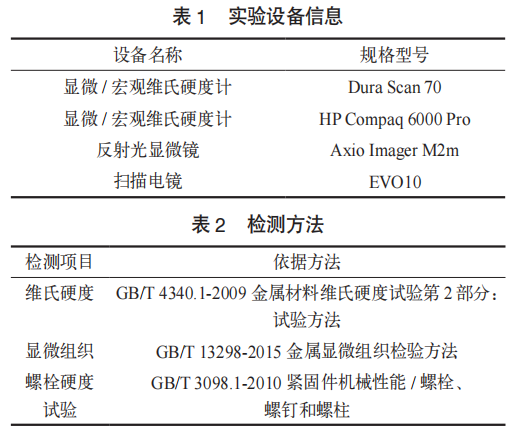
本研究采用系统性技术路径开展分析。首先进行影响因素排查,对拧紧设备状态、工艺参数设置、装配尺寸匹配性及环境条件等关键要素实施全面检测与验证。其次开展零部件性能测试,依据设计图纸要求对螺栓及螺母进行专项检测,其中螺栓性能检测严格遵循GB/T3098.1-2010标准,重点检测硬度、螺纹破坏扭矩等核心指标,螺母性能测试则依据DIN ISO 2320:2015标准,精确测定旋入扭矩与摩擦系数等关键参数。进而采用体视显微镜与扫描电子显微镜(SEM)对试样断裂部位进行微观断口形貌观察与分析。最终通过调整工艺参数等变量设计对比试验方案,验证各关键影响因素对装配质量的实质作用机制。分析研究过程中使用的试验设备类型及型号见表1,检测方法见表2。
2 多维度因素分析与结果
2.1 拧紧设备
拧紧轴按次/半年的频次进行校验,问题发生时设备在校验有效期内,未排除设备影响,再次校验,结果显示拧紧轴输出合格。问题发生期间,检查设备无任何故障、也未进行更换。对比正常与断裂工况下的设备状态,未发现异常。
2.2 拧紧参数及装配分析
(1)拧紧参数
CS351通过模块化控制系统实现参数的精细化调控,在拧紧过程中实时采集扭矩、角度、速度和时间等数据,生成信息全面的过程报告,实现了过程可视化和结果可追溯。拧紧策略为两步拧紧,即预拧紧阶段和终拧紧阶段,目标扭矩为36N·m。预拧紧阶段,使连接件完全贴合并实现螺纹啮合,以较高转速180r/min拧紧至12N·m。终拧紧阶段,以较低转速15r/min拧紧至36N·m。通过设备记录信息,查询拧紧曲线,结果显示所有断裂均发生在扭矩接近36N·m目标值的阶段。
通过对现场问题的分析,对工艺参数进行优化。一是在拧紧过程中增加反松步骤,释放应力,对比两个班次的缺陷率,结果显示断裂现象未得到明显改善;二是降低终拧紧阶段的拧紧主轴转速,从15r/min降低至5r/min,断裂问题持续发生,无明显改善。
(2)装配尺寸匹配性
对拧紧工艺进行前的装配状态进行查看,尾门装配偏高,铰链进入车身孔过程时螺栓螺纹与车身孔边接触,即存在装配错孔现象,导致螺栓拧紧时可能处于非垂直状态,承受附加弯曲力。通过工装调整消除装配错孔现象后,断裂频次显著降低,但未完全消失,仍有断裂发生。根据调整前后缺陷率对比,尺寸匹配性是影响因素但不是根本原因。
2.3 螺栓和螺母性能测试
依据GB/T3098.1-2010标准对螺栓关键性能指标进行检测,结果见表3。
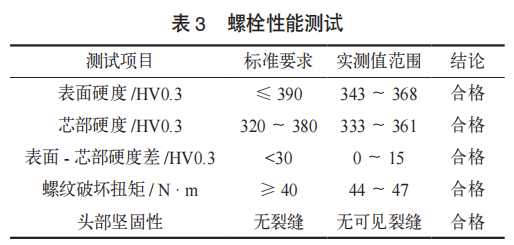
表3结果显示螺栓性能符合标准,未见异常。按照DINISO2320:2015标准及图纸要求对自锁螺母关键性能指标进行检测,见表4。
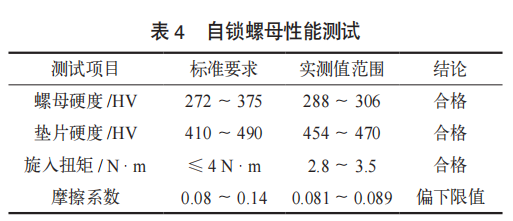
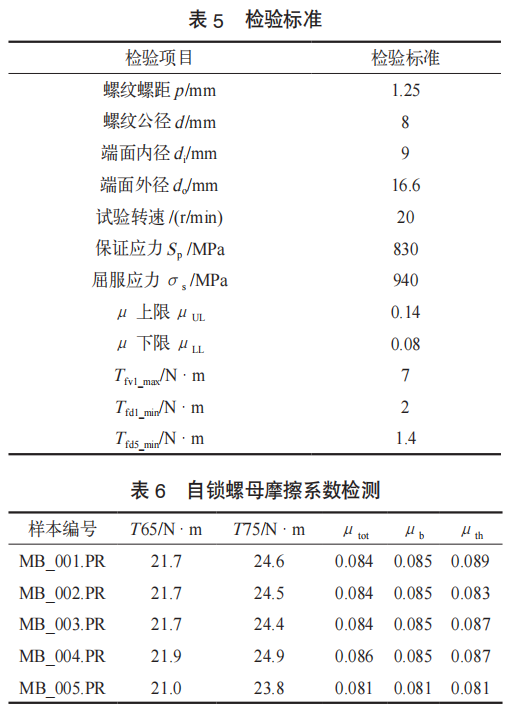
自锁螺母在制造过程中预置扭矩,导致螺纹发生变形,螺牙高度不稳定属工艺正常现象,无法用螺纹规进行检测,而是检测旋入扭矩。螺母性能检测结果显示,其旋入扭矩均低于4N·m,符合标准要求;螺母与垫片的维氏硬度测试值也在规定范围内。同时,对自锁螺母的摩擦系数进行了检测,检验标准及结果见表5、表6。检测发现,抽检样品中有些螺母的摩擦系数接近标准下限值,而摩擦系数直接影响扭矩转化效率,较低的摩擦系数会导致更多扭矩转化为螺栓预紧力,在相同目标扭矩下产生更高的实际应力。
2.4 断口形貌分析
样品断裂为两部分,借助体视显微镜对断裂螺栓断面开展宏观观察:断裂螺栓断面整体粗糙,外观具有螺旋状的塑性变形痕迹、沿扭转方向的撕裂纹理,属于明显的扭转痕迹,为典型的扭转断裂,如图2所示。如图3所示,断裂过程可划分为断裂源区(A区)、裂纹扩展区(B区)与终断区(C区),各区域形貌差异反映不同阶段的应力主导机制与断裂模式。
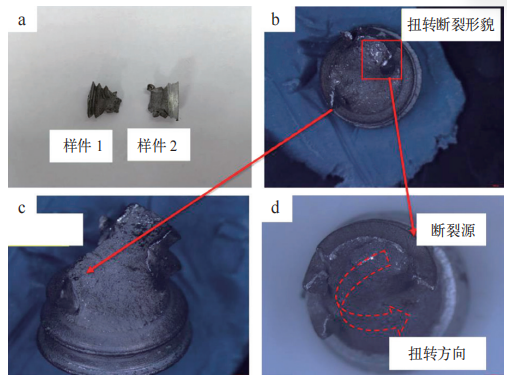
图2 体式显微镜断裂形貌
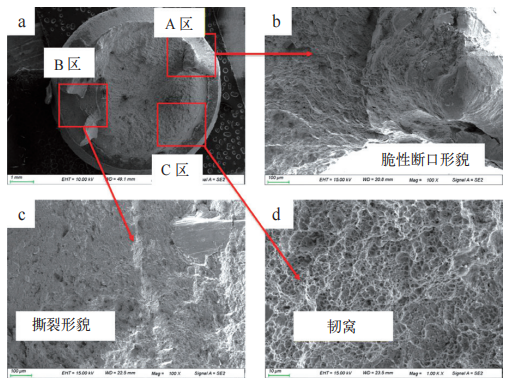
图3 扫描电子显微镜断裂形貌
断裂源区(A区)以“解理台阶”为典型形貌,属于脆性断裂。断裂源是断裂的起始位置,其解理台阶特征源于材料在断裂初期的脆性响应。结合“扭转时螺纹根部承受多向应力(拉、剪)复合作用”的背景,可推断,螺纹根部作为应力集中区域,在扭转载荷下同时承受拉应力与剪应力的耦合作用,多向应力的复杂叠加削弱了材料韧性,使断裂源区优先以脆性解理方式萌生裂纹。
裂纹扩展区(B区)与终断区(C区)形貌以“撕裂形貌”为主,且部分区域可见“剪切韧窝”。撕裂形貌是裂纹扩展阶段的典型特征,反映了裂纹在扩展过程中材料的塑性变形与撕裂分离;而剪切韧窝的出现,进一步指向剪切应力在断裂过程中的主导作用-裂纹扩展与终断阶段,剪切应力成为控制断裂行为的关键因素,韧窝的形成也侧面说明材料在剪切应力作用下经历了局部塑性变形与韧化过程。
综合来看,该断裂过程呈现“脆性起始(断裂源区)→剪切主导扩展(B、C区)”的力学演化特征,螺纹根部的多向应力集中是断裂源萌生的诱因,而剪切应力则是裂纹扩展与终断的核心驱动力,形貌与应力机制的关联为断裂机理分析提供了关键线索。
2.5 环境因素验证
针对环境湿度开展对比试验,在32℃条件下分别测试20%和80%湿度环境下的螺栓断裂扭矩,试验零件存储恒温恒湿试验箱设定时间1h,结果如图4所示。结果显示,两种湿度条件下的断裂扭矩无显著差异,平均值分别为43N·m和43.7N·m,常规湿度变化对螺栓断裂失效问题影响不大。为测试极端湿度条件下的影响,准备40个自锁螺母,20个螺母表面喷水,20个螺母表面保持正常干燥。20个喷水样品中有14个在拧紧至36N·m过程中发生断裂,而表面干燥样品未发生断裂问题。
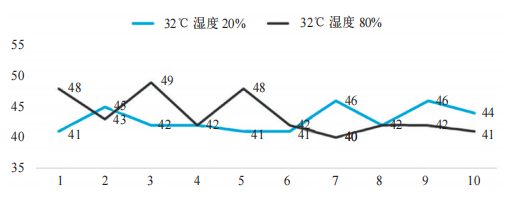
图4 不同湿度下的螺栓断裂实验(单位:N·m)
2.6 设计因素分析
在问题分析时,同时对问题件批次螺栓及不同日期原材料来料批次螺栓进行多次手动拧紧实验,对尾门装配过程中的拧紧失效问题进行复现。对40个样品进行实验,结果如图5所示。约60%的螺栓在36~40N·m发生断裂,其中最低断裂扭矩为36.8N·m,与拧紧设备打紧时发生的螺栓断裂失效现象较为一致。当前设定的目标扭矩为36N·m,恰好处于螺栓断裂的临界区间,此时螺栓螺纹根部应力已达到材料脆性断裂临界值,一旦受到其他影响因素干扰,便会引发断裂。
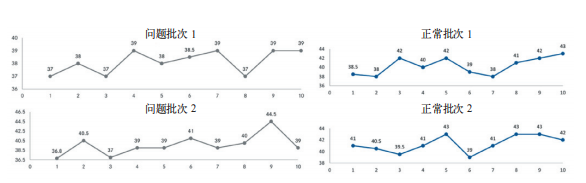
图5 问题批次和正常批次螺栓断裂扭矩测试(单位:N·m)
同一型号的螺栓螺母在车门铰链,其工艺扭矩设定为32N·m,且长期生产过程中未出现螺栓断裂问题。该扭矩值低于本研究中确定的断裂临界区间(36~40N·m),32N·m的扭矩可使螺栓处于较安全范围,避免应力集中达到断裂临界值。
3 失效机理构建
基于多维度因素分析结果,构建螺栓断裂失效机理模型。
根本诱因:36N·m目标扭矩超出10.9级M8螺栓推荐工作扭矩上限,导致螺栓承受的应力接近其强度极限,工程冗余不足。螺母摩擦系数接近标准下限,使相同扭矩下转化的实际预紧力偏高,进一步压缩安全余量,引发断裂。
辅助因素是装配错孔产生的附加力与拧紧应力叠加,加重问题。断裂过程是在拉剪复合应力作用下,螺纹根部因应力集中形成断裂源,以脆性解理方式快速扩展完成断裂。
4 结语
本文通过多维度因素分析,揭示了汽车装配螺栓拧紧断裂的失效机理。研究表明,螺栓拧紧断裂是多因素耦合作用的结果,仅针对单一因素排查难以彻底解决问题。建立“参数—零部件—装配—环境”全链条管控体系,是保障汽车紧固件连接可靠性的关键。后续研究可进一步开展螺栓疲劳性能测试,为长期服役可靠性提供数据支撑。
参考文献
[1] 马建华,谢茂阳,石大鹏,等.TC4钛合金自锁螺母锁紧性能的仿真研究[J].港口航道与近海工程,2025,62(4)35-40.
[2] 王嘉明,任雪娇,赵君.浅谈汽车螺纹连接防松技术[J].内燃机与配件,2023(17):97-99.
[3] 丁腾飞,陈丽华,黄柯文,等.螺栓连接件拧紧后的应力分析[C]//北京力学会.北京力学会第30届学术年会论文集.北京工业大学数学统计学与力学学院;2024:350-352.
[4] 谈立广.汽车螺栓连接自动化控制技术的研究[J].汽车制造业2025(S1):79-83.
[5] 涂海慧,池辉,涂权浩.质量稳定性视域下汽车螺栓拧紧方法与防松措施研究[J].汽车测试报告,2025(12):85-87.
[6] 徐洪鹏,常志刚,卢红立,等.自锁螺母防松性能衰减机理研究[J].宇航总体技术,2025,9(2):69-74.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:何林玥 邹尚博 郭东栋 刘少印,单位:北京奔驰汽车有限公司。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

一体化车身后地板压铸节拍提升研究
一体化压铸车身后地板采用多个零件集成,大大减少了焊点数量及零件数量,同时也具备轻量化效果,大幅降低了汽车制造难度,缩短了整车的开发周期。为了进一步降低成本,从整个压铸全过程分析了压铸节拍的构成,并对动作进行优化,最终实现了压铸循环时间为 90 s。对产品尺寸、内部质量、力学性能进行测试,均达到产品品质要求。
2026-03-30
-

基于应用场景的铝合金汽车碳排放研究
在汽车行业中,铝合金作为可行的低碳钢材料替代方案备受欢迎。本文从不同应用场景着手,研究减重率、回收材料含量、行驶里程和电力组合对汽车轻量化碳排放的影响。
2026-03-26
-

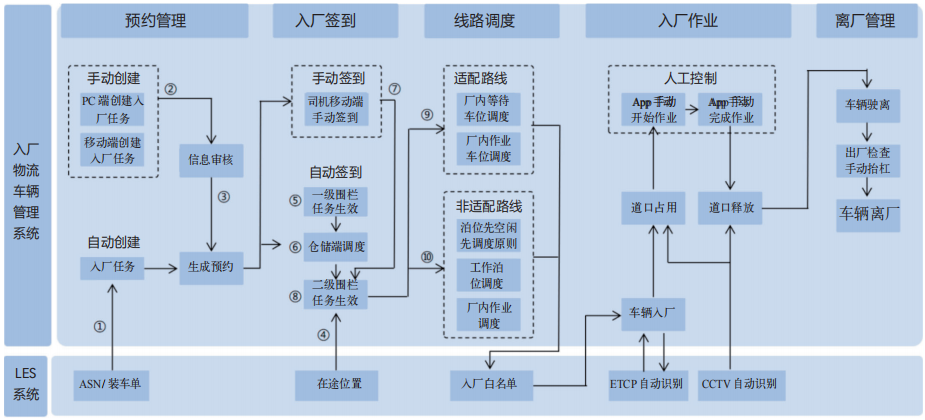
汽车主机厂入厂物流车辆数智管理系统应用实践
针对某商用车主机厂入厂物流存在园区车辆调度能力弱、过程信息不可视、车辆无预约管理导致进厂秩序混乱及易拥堵等问题,本文采用数智化技术设计并建设了一套入厂物流车辆管理系统。系统具备车辆预约、到厂签到、路线调度、厂内作业管理和车辆离厂管理等业务数字化能力。系统上线后,结合运行数据对应用收益进行了分析,并进一步提出智慧园区建设的发展展望。
2026-03-25


热点文章
-

-

智能网联汽车轨迹优化方法研究综述
2026-07-07
-

中国企业出海中的人才战略与文化融合
2026-07-07
-

看见·增程的“第二生长曲线”
2026-07-14
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

连接器如何破局?莫仕携“系统级决绝方案”迈入新阶段
2026-07-08
-

大陆集团40亿欧元出售康迪泰克
2026-07-08





评论
加载更多