Process Simulate与Teamcenter集成在汽车焊装仿真中的应用研究
0 引言
汽车焊装生产线是一个复杂的系统工程,涉及数百个机器人工作站、上千个焊点以及众多的工装夹具、输送设备等。传统的焊装工艺规划严重依赖工程师的个人经验,采用串行工作模式,存在规划周期长、数据一致性差、现场调试问题多及变更响应慢等痛点。数字化仿真技术虽已广泛应用,但若仿真数据与产品数据、工艺数据和资源数据相互孤立,形成“信息孤岛”,则难以发挥其最大效能。
西门子Tecnomatix平台下的PS是业内领先的3D工艺仿真解决方案,能够进行机器人可达性、工艺节拍、人机工程和离线编程等深度虚拟验证。TC则是产品全生命周期管理(PLM)领域的核心平台,被誉为数字化企业的基石。将PS与TC进行深度集成,形成“PSonTC”的一体化应用模式,构建以统一数据源为核心的数字化工艺协同环境,正是解决上述行业痛点的关键所在。本文基于这一背景,深入研究该集成模式在汽车焊装领域的应用价值与实践方法。
1 PSonTC简介
PSonTC是一款基于云计算和线上协同的焊装仿真平台,能够实现工艺数据的实时共享与协作分析,显著提升了焊装仿真的效率。
1.1 行业痛点
汽车焊装工艺涉及多学科数据(CAD/CAE/PLC),传统文件孤岛模式存在显著弊端:工艺变更版本混乱(30%错误源于数据不同步)、仿真与实物偏差>5mm以及跨部门协作效率低下。
1.2 PSonTC集成价值
单一数据源:TC统一管理焊点参数、机器人程序和工装3D模型。
变更联动:PS仿真结果自动更新至TC基线版本。追溯能力:记录工艺迭代全过程(ISO9001合规)。
2 PSonTC集成模式的技术优势
PSonTC并非简单的软件接口对接,而是基于TC作为唯一数据源的深度集成。它实现了仿真数据与产品设计(CAD)、制造物料清单(MBOM)和工艺资源(工装、机器人)数据的一体化管理。
2.1 基于单一数据源的版本协同管理
2.1.1 传统PDPS模式(文件服务器+手动管理)
(1)工作方式
工艺数据(.psz,.psp文件)、产品数据(CAD,JT)和BOM(Excel)分散存储。版本控制依赖于文件命名(如项目_V2_李工最终版.psp)和人工记录。
(2)痛点与数据
1)版本冲突率高。因使用错误版本数据导致的仿真返工和物理试生产问题发生率高达25%~40%。
2)变更追溯耗时。一次工程变更(ECN)需要人工通知所有相关方,并确认其更新本地文件,平均耗时4~8h。
2.1.2 PSonTC模式优势
(1)工作方式
所有工艺数据(焊点、操作、资源和机器人路径)作为结构化对象直接存储在TC中,与产品BOM、3D模型进行强关联。任何变更都基于TC的修订版(Revision)和版本(Version)进行。
(3)核心优势与数据
1)消除版本错误,实现“单一数据源”,确保所有部门访问同一版本数据。版本不一致问题减少95%以上,相关返工率降至<5%。
2)变更即时同步。当设计发布新版本,相关工艺和仿真任务会自动收到通知或触发更新流程,变更通知与获取时间从小时级降至分钟级(<5min)。
3)完整追溯,可一键生成变更影响报告,追溯任一焊点或工位的全部历史记录,审计和追溯效率提升10倍,如图1所示。
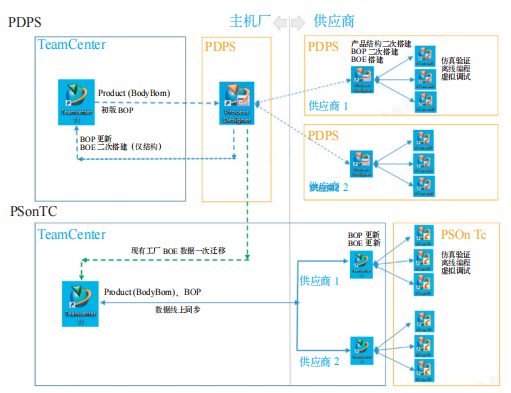
图1 PDPS和PSonTC数据流
(3)应用案例
在某德系车企的某新车型项目中,传统模式因数据版本问题,在调试阶段发现35%的焊枪与零件孔位存在干涉,需重新进行仿真和现场调整,导致项目延迟6周。采用PSonTC后,因所有数据与PLM中的最新BOM实时同步,此类干涉问题在仿真前端即被发现和解决,调试阶段因数据版本导致的工程变更数为零,项目按时交付。
2.2 结构化工艺数据管理
2.2.1 传统PDPS模式
(1)工作方式
工艺信息封闭在PS文件中。焊点、操作等数据本质上是几何体或注释,难以被外部系统直接读取和利用。查询和报表生成依赖手动操作。
(2)痛点与数据
1)数据复用率低。新项目通常从复制旧项目文件开始,手动修改,标准工艺复用率不足30%。
2)报表生成耗时。提取全生产线焊点清单、工时报告等,需要手动整理多个文件,平均耗时1~2个工作日。
3)数据深度挖掘困难,难以快速统计“所有使用中频焊枪的工位”或“所有焊接时间超过15s的操作”。
2.2.2 PSonTC模式优势
(1)工作方式
工艺数据被抽象为TC中的“对象类”,如“点焊操作”,每个对象都拥有丰富的属性(焊枪型号、电流、电压、时间和板材组合等)。
(2)核心优势与数据
1)全结构化数据模型。所有工艺数据(焊点、操作、夹具、机器人和工位)均以对象化、属性化方式存储在TC数据库中(如:焊点对象包含ID、位置坐标、电流、电压、时间、关联零件及工艺标准等30+属性)。
2)数据复用率提升。标准操作(如“夹具夹紧”“机器人点焊”)可创建为TC中的“工艺模板”,在新项目中复用率可达70%~80%,避免重复创建。
3)智能查询与筛选。通过TC的高级查询功能,可瞬间筛选出“所有在车门区域、电流>3.5kA、焊接时间>120ms”的焊点,查询响应时间<1s。
4)数据一致性保障。系统强制校验,确保每个焊点必须关联到一个有效的零件BOM项,数据不一致率降至<2%,如图2所示。
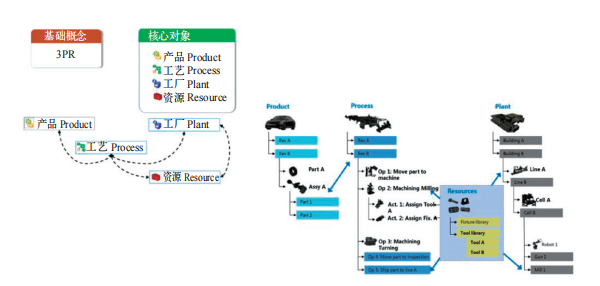
图2 3PR数据协同
(4)应用案例(数据模拟自某国产品牌车企项目)该车企工艺部门需要为环保申报提供一份详尽的全车焊点材料(焊核直径)清单。传统模式下,2名工程师花费3天时间从多个PS文件中手动提取和核对数据。启用PSonTC后,利用其结构化数据模型,通过预置的报表模板,仅用10min就自动生成了准确无误的报表,并将该报表模板固化,供后续所有项目使用。
2.3 高效的团队协同与并行工程
2.3.1 传统PDPS模式
(1)工作方式基于文件加锁(Check-out/Check-in)的串行协作。一个用户编辑时,文件被锁定,其他人只能等待。不同工程师负责不同区域,最后再进行文件合并,冲突风险极高。
(2)痛点与数据
1)串行工作等待。工艺规划、仿真验证、机器人编程等任务无法充分并行,项目等待时间占总支出的30%~40%。
2)合并冲突频繁。多人协作后的文件合并常出现资源ID冲突、数据覆盖等问题,解决冲突平均占用项目总时间的10%。
2.3.2 PSonTC模式优势
(1)工作方式
基于TC的“多用户并行工作区”。所有用户在服务器端统一的数据库上工作,可同时编辑同一项目的不同部分(如不同工位),系统自动管理并发和一致性。
(3)核心优势与数据
1)基于权限的并行开发。设计团队在TC中发布“设计冻结”版本后,工艺团队可立即基于该版本创建工艺结构,仿真团队可基于“预发布”版本进行初步仿真验证,实现设计、工艺和仿真三线并行。
2)实时协同与冲突检测。TC提供“工作区”(Workarea)和“变更包”(Change Package)功能,团队成员可同时编辑不同工位的工艺,系统自动检测冲突并提示。
3)项目周期缩短。在某德系车企焊装项目中,采用PSonTC后,从设计冻结到首版仿真验证完成的时间从12周缩短至6周,项目整体周期缩短35%。
4)减少会议依赖。通过TC的“变更通知”和“任务分配”功能,跨部门会议频次减少60%,如图3所示。
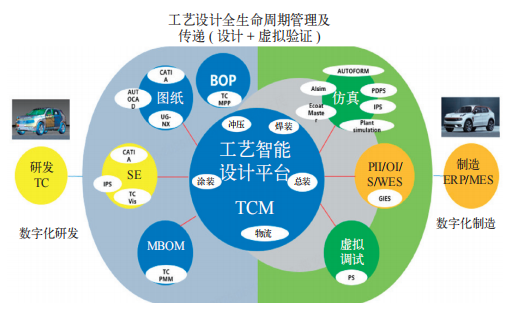
图3 TCM数据协同平台
(3)应用案例
某国际车企一个全新平台车型项目,车身工艺仿真涉及中、德、美三地团队。传统文件模式因时差和文件合并问题,项目严重延迟。采用PSonTC后,三地团队实现了“太阳不下山”的接力开发:中国团队下班时,将工作签入(Check-in),德国团队可立即继续工作。最终,该项目仿真周期从计划的12个月缩短至8个月,节省了约40%的仿真时间,并保证了全球数据的绝对一致性。
2.4 数字孪生(Digital Twin)的实践基础
2.4.1 传统PDPS模式
(1)工作方式仿真模型是一个“数字原型”或“数字影子”,与物理世界没有直接的数据连接。虚拟调试生成的程序需手动导入真实控制器。
(2)痛点与数据
1)虚实偏差大。仿真模型无法反映设备磨损、精度漂移等实际情况,虚拟调试的程序在现场一次性通过率通常低于70%。
2)调试周期长。大量时间花费在虚拟世界和现实世界的反复调试和对照上,现场机器人调试占整个调试周期的60%以上。
2.4.2 PSonTC模式优势
(1)工作方式
PSonTC构建的工艺模型是“基于模型的企业(MBE)”的核心,是贯穿设计、规划、生产及服务全生命期的权威数据源。它与西门子TIA Portal(自动化)、MindSphere(IoT)等无缝集成,构成数字孪生体。
(2)核心优势与数据
1)全生命周期数字孪生。PSonTC构建的不仅是3D仿真模型,更是包含工艺、设备、控制逻辑、BOM和变更记录的完整数字孪生体。
2)虚拟调试与PLC集成。通过Virtual Commissioning模块,可直接将TC中管理的机器人程序(.SRC/.VE)和PLC程序(.S7P)一键部署至虚拟PLC(如S7-1500SoftPLC),实现虚拟与物理控制系统的闭环验证。
3)现场调试效率飞跃。在某年产能40JPH的焊装线项目中,因数字孪生体高度一致,现场调试周期从45天缩短至20天,机器人干涉问题100%在虚拟阶段解决,一次性通过率从70%提升至95%。
(3)应用案例
某新能源汽车厂商新建一条高度自动化的白车身生产线,包含500多台机器人。在PSonTC中完成全线的虚拟调试后,将程序包直接下发至现场基于TIA Portal的标准化控制器。结果,现场机器人上线调试周期从传统的6个月缩短至2.5个月。超过90%的机器人程序无须进行任何修改即可直接运行,剩余的10%也仅需微调(如因工件公差导致的路径偏移),实现了惊人的工程效率提升和成本节约。
3 实施指导与建议
PSonTC模式的引用,建议遵循以下路径。
(1)战略规划与顶层设计。明确数字化工艺转型的目标,获得管理层支持。制定统一的数据标准、规范和管理流程(如命名规则、属性规范及签审流程)。
(2)平台部署与集成。建立TC和PS的集成环境,确保与现有CAD、ERP等系统的接口畅通,这是项目成功的技术基础。
(3)组织变革与培训。打破部门墙,建立跨部门的协同团队。对工艺、设计人员进行系统的TC和PS操作培训,转变其工作习惯和思维模式。
(4)分步实施、标杆引领。选择一个复杂度适中、代表性强的项目作为试点(Pilot Project),集中资源打造成功案例,积累经验后再逐步推广到全公司。
(5)持续改进。在应用过程中不断优化流程和规范,利用平台积累的数据进行分析,持续改进工艺规划水平。
4 结语
本研究通过理论分析与案例实践表明,PSonTC的深度集成模式,有效解决了汽车焊装工艺规划中存在的协同低效、数据割裂、变更响应慢等核心问题。它通过构建以统一数据源为核心、以仿真验证为手段的数字化工艺协同平台,实现了焊装工艺的全生命周期管理,显著提升了规划效率与质量,是建设智能工厂不可或缺的关键技术。
未来,随着物联网(IoT)和人工智能(AI)技术的发展,PSonTC构建的数字孪生体将与物理生产线的实时数据连接更加紧密。通过引入AI算法,可以实现工艺参数的自主优化、生产问题的智能预测,最终迈向自适应、自决策的“智能规划”新阶段,持续赋能中国汽车制造业的数字化转型与智能化升级。
参考文献
[1] 徐文.焊装仿真技术在汽车制造中的应用研究[J].汽车制造与技术,2021,56(3):45-50.
[2] Siemens.Teamcenter-ProcessSimulateIntegrationGuide[Z].2023
[3] 西门子(中国)有限公司.Teamcenter制造工艺管理白皮书[Z].2021
[4] 刘强,丁汉,熊有伦.智能制造——“中国制造2025”的主攻方向[J].中国机械工程,2023,34(9):1029-1038.
基 金 项 目:国 家 重 点 研 发 计 划( 项 目 编 号: 2023YFB4707100)
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:郝安民 胡延斌 王守坤,单位:浙江吉润汽车有限公司宁波杭州湾分公司。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

自适应生产链的构建、关键技术及优化路径研究
自适应生产链作为融合新一代信息技术与先进生产管理理念,兼具柔性、效率与韧性的新型生产模式,成为制造业转型升级的核心方向。本文以制造业生产链的动态优化需求为切入点,界定自适应生产链的核心内涵与特征,解析其“感知—决策—执行—反馈”的闭环运行机制,系统梳理支撑其构建的关键技术体系,结合制造业实践剖析当前自适应生产链建设中的现存问题,最终提出多维度的优化路径、实施路径与发展展望,为制造业企业搭建自适应生产链、提升产业链核心竞争力提供理论支撑与实践参考。
2026-05-07
-

乳化液浮油控制技术在发动机工厂的应用研究
铝合金发动机加工对润滑性要求较苛刻,因此该类切削液的油含量和酯含量都较高,才能满足苛刻的加工要求。通过对我公司现场切削液中浮油成分的分析,采用实验室模拟评估和现场试用评测相结合的方法,研究了不同类型乳化剂复配使用增强乳化浮油性能的效果,结果表明,合适的乳化剂确有帮助节约乳化液消耗量的正向效果,为行业内铝合金发动机加工切削液浮油多的问题提供了一个可以参考的方向,帮助企业实现节能减排。
2026-05-06
-

机加工车间化学品管理模式转型实践与成效分析
本文以某机加工车间为研究对象,系统探讨了其化学品管理模式从全外包服务(CMS)向全面自主管理转型的背景动因、实施路径与成效价值。实践表明,通过精准化选型、全生命周期追踪及智能化监控等措施,该车间成功实现了管理主体的平稳转换。转型后,在成本控制、响应效率、知识积累与风险管理等方面均取得显著成效,单台物料成本降低25%,响应效率提升70%,综合运行成本下降30%,为同类企业提供了有益借鉴。
2026-04-21


热点文章
-

基于深度学习的电驱实验系统设计
2026-07-24
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

采埃孚全球电子助力转向系统产量突破1亿
2026-07-24
-

-

-

AHTE 2026 展后报告新鲜出炉
2026-07-24
-

AMTS 2026 展后报告新鲜出炉
2026-07-24
-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多