自适应生产链的构建、关键技术及优化路径研究
0 引言
新能源汽车产业的高速发展推动制造业向轻量化、定制化和高效化转型,同时也对生产链的动态响应能力提出更高要求。传统刚性生产链基于刚性体假设的设计逻辑,在面对新型材料部件变形、多品种小批量订单切换以及生产载荷动态变化等问题时,易出现装配干涉、节拍延误和整改成本高等弊端,这一痛点在新能源汽车钢塑仪表板横梁(CCB)等关键部件生产中尤为凸显。当前全球制造业正经历从传统自动化向智能自适应的范式跃迁,工业4.0深化推进与工业5.0理念的逐步落地,推动生产模式从“刚性批量生产”向“柔性定制生产”“动态自适应生产”转型。
1 研究背景、现状及方法
1.1 研究意义
一方面,消费者对产品个性化、定制化的需求持续攀升,多品种、小批量和短交期的订单特征成为制造业常态,据统计,全球制造业定制化订单占比已突破30%,要求生产链具备快速响应与流程重构能力。另一方面,人工智能、物联网和数字孪生等新一代信息技术的成熟应用,为生产链的实时感知、智能决策与动态调整提供了技术支撑。同时,全球供应链地缘性风险、原材料价格波动、生产过程设备故障与工艺偏差等不确定性因素,进一步凸显了生产链“自适应、自优化、自恢复”能力的重要性。传统生产链存在响应速度慢、资源利用率低及抗干扰能力弱等问题,已无法适配现代制造业的发展需求,在此背景下,自适应生产链应运而生,其通过对生产全流程的动态感知与智能优化,实现生产链与内外部环境的动态匹配,成为制造业突破发展瓶颈、提升产业链韧性的关键抓手。
本文的研究意义体现在理论与实践两个层面:在理论层面,系统界定自适应生产链的核心内涵、运行机制与技术体系,弥补当前研究中对生产链自适应机理、多技术融合应用及跨环节协同机制研究的不足,丰富智能制造与生产运营管理领域的理论体系,为后续相关研究提供新的视角与思路;在实践层面,结合新能源汽车及零部件等制造领域的实践痛点,剖析自适应生产链构建的难点,提出可落地的优化路径与实施策略,帮助制造业企业打破传统生产模式的刚性约束,将生产问题从“批量生产后整改”提前到“设计阶段解决”,同时提升生产效率、降低运营成本、加快市场响应速度,为国家智能制造发展规划的落地实施、制造业高质量发展提供实践支撑。
1.2 国内外研究现状
国外研究起步较早,聚焦于自适应生产链的技术融合、系统集成与决策机制研究,欧美、日本等制造业发达国家依托工业4.0战略,在数字孪生、自适应机器人和动态调度算法等领域形成了较为成熟的技术体系与应用案例。例如:西门子安贝格工厂通过数字孪生技术实现生产过程的实时仿真与优化,设备综合效率提升至92%;特斯拉柏林工厂采用多模态融合控制算法,将产线换型时间缩短至9min。国外学者重点构建了分层级的自主决策模型,实现从生产线全局调度到作业层机器人的精准自适应决策,同时在生产链韧性优化、跨企业协同自适应等方面形成了一系列研究成果。
国内研究近年来呈现快速发展态势,聚焦于自适应生产链的模式构建、技术国产化及行业应用,在汽车、3C、家电和装备制造等领域形成了一批试点案例。例如:海尔互联工厂部署云边协同决策体系,实现日产能±35%的弹性调整,单位产能调整成本降低62%;吉利汽车通过CAE/3DCS联合仿真技术解决钢塑CCB装配变形问题,实现生产节拍恢复至设计标准。国内学者在生产链动态调度、数字孪生落地应用和工业互联网平台搭建等方面的研究取得了显著进展。
但总体而言,国内研究仍存在不足。一是核心技术如高端工业传感器、自适应控制核心算法等与国外存在差距,部分关键技术依赖进口。二是技术融合深度不足,物联网、人工智能等技术与生产流程的协同衔接不够顺畅,信息孤岛问题尚未完全解决。三是缺乏普适性的自适应生产链构建标准与评价体系,企业间的技术适配性较差,系统集成成本较高。四是跨部门、跨企业的协同自适应机制不完善,难以实现生产链全生命周期的动态优化。
1.3 研究内容与方法
本研究的内容主要包括五个方面。一是界定自适应生产链的核心内涵、核心特征与“感知—决策—执行—反馈”的闭环运行机制。二是系统梳理自适应生产链的关键技术体系,明确感知层、决策层、执行层和协同层各技术的功能与应用场景。三是结合制造业实践,剖析当前自适应生产链构建与运行中在技术、管理、协同和标准等方面的现存问题。四是提出自适应生产链的多维度优化路径。五是制定分阶段的实施路径,展望其未来发展趋势,为制造业实践提供参考。
研究方法采用多种方法相结合的方式。①文献研究法,系统梳理自适应生产链、智能制造、数字孪生、动态调度等相关领域的国内外研究成果,奠定本文的理论基础;②案例分析法,选取汽车、3C和装备制造等领域的典型企业案例(如吉利汽车钢塑CCB生产、海尔互联工厂运营),分析自适应生产链的应用效果、实施路径与存在的问题;③归纳总结法,提炼自适应生产链构建的关键要素、技术融合规律与优化策略,形成系统性的研究结论;④跨学科研究法,融合工业工程、计算机科学、材料科学及管理科学等多学科知识,全面解析自适应生产链的构建与优化问题。
2 自适应生产链的核心内涵与特征
2.1 核心内涵
自适应生产链是基于物联网、人工智能和数字孪生等新一代信息技术,以“动态响应、智能优化、协同高效及韧性可控”为核心,能够实时感知生产全流程中的内外部动态变化(如订单波动、设备状态、原材料供应、生产载荷、市场需求和工艺偏差等),通过自主决策与动态调整,实现生产流程、资源配置、工艺参数和调度方案的自适应优化,最终达成生产效率提升、成本降低、市场响应速度加快以及产业链韧性增强的新型生产链模式。
其核心本质是将“自适应”理念贯穿于生产链的设计、运行、监控、优化和迭代全生命周期,打破传统生产链的刚性约束,构建生产链各要素、各环节和各主体的深度协同体系,实现生产链与内外部环境的动态匹配。与传统生产链相比,自适应生产链并非简单的技术叠加,而是生产模式、技术体系、管理模式与组织架构的全方位变革,其核心目标是兼顾规模化生产的效率与个性化生产的柔性,有效应对复杂多变的市场环境与生产场景,从根源上解决如新能源汽车钢塑CCB装配变形这类因生产动态变化引发的制造问题。
2.2 核心特征
结合当前制造业自适应生产链的应用实践,其核心特征主要体现在实时感知性、自主决策性、流程柔性化、协同高效性、持续优化性和韧性抗扰性六个方面。
(1)实时感知性:通过物联网、工业传感器及边缘计算等技术,实现对生产链各环节(原材料供应、生产加工、装配检测、仓储物流和质量控制等)关键信息的实时采集与传输,涵盖设备运行参数、生产进度、产品质量、原材料库存、生产载荷及工艺偏差等数据,数据处理延迟可控制在毫秒级,为自适应决策提供全面、精准且实时的数据支撑,如新能源汽车部件生产中对载荷变形、装配精度的实时监测。
(2)自主决策性:基于人工智能、机器学习和大数据分析等技术,构建自适应决策模型,能够根据实时采集的数据,自主分析生产过程中的异常情况(如设备故障、质量缺陷、订单变更、装配变形及载荷变化),并自动生成优化方案,无需人工干预或大幅减少人工干预,实现生产调度、工艺调整和资源配置的智能决策。
(3)流程柔性化:生产链的工艺流程、产线配置和作业模式可根据订单需求、产品规格及生产状态的变化,实现快速调整与重构,支持多品种、小批量和定制化生产,打破传统生产链“单一产品、批量生产”的局限,产线换型与流程重构的效率大幅提升。
(4)协同高效性:实现生产链各环节(供应商、生产企业、物流企业和客户)、各部门(设计、生产、工艺、质量和采购)、各要素(人、机、料、法、环、测)的信息共享与协同联动,打破信息孤岛,如吉利汽车通过跨部门“尺寸攻关小组”解决生产问题,优化资源全局配置,提升生产链的整体运行效率。
(5)持续优化性:通过闭环反馈机制,将生产过程中的优化结果、异常数据、运行状态反馈至感知与决策环节,持续优化决策模型、生产流程与工艺参数,实现生产链的动态迭代升级,让生产链的自适应能力随运行数据的积累不断提升。
(6)韧性抗扰性:能够有效应对生产过程中的各类不确定性因素(如设备故障、原材料短缺、订单调整和装配偏差),通过快速地自适应调整与方案重构,将外部干扰对生产的影响降至最低,实现生产链的快速恢复与稳定运行,提升产业链的抗风险能力。
2.3 运行机制
自适应生产链的运行遵循“感知—决策—执行—反馈”的闭环机制,各环节相互衔接、协同作用、循环迭代,确保生产链的持续自适应优化,该机制可有效解决传统生产链中因缺乏动态感知与调整导致的生产问题,具体运行过程如下。
(1)感知环节:作为自适应生产链的基础,通过部署工业传感器、物联网终端和视觉检测设备等,结合边缘计算技术,实现对生产链全流程内外部动态变化信息的实时采集、传输与预处理,完成从“物理世界”到“数字世界”的映射,如采集钢塑CCB生产中的载荷、变形和装配精度等数据,为后续决策提供数据支撑。
(2)决策环节:作为自适应生产链的核心,基于人工智能、机器学习、数字孪生和大数据分析等技术,对感知层采集的海量数据进行深度挖掘与分析,识别生产过程中的问题、优化空间与潜在风险,自主生成生产调度、工艺调整、资源配置和流程重构等优化方案,并通过CAE、3DCS等仿真技术对方案的可行性与实施效果进行验证。
(3)执行环节:将决策环节生成的优化方案转化为具体的生产操作指令,通过自适应生产设备、智能机器人、工业控制系统和MES系统等执行单元,实现生产流程、工艺参数及资源配置的动态调整与优化,如对钢塑CCB安装点进行设计补偿、调整生产载荷配置等,完成生产任务的高效执行。
(4)反馈环节:实时监控执行环节的实施效果,采集生产效率、产品质量、成本消耗和设备状态等数据,将实际运行结果与决策目标进行对比分析,找出偏差与问题,并将相关数据反馈至感知与决策环节,持续优化决策模型与生产流程,形成闭环迭代,实现生产链的持续自适应优化。
3 自适应生产链的关键技术体系
自适应生产链的构建与运行,离不开新一代信息技术与先进制造技术的融合支撑,形成了以感知层技术、决策层技术、执行层技术和协同层技术为核心的关键技术体系,各技术层相互融合、协同作用,共同实现生产链的自适应优化,同时可有效支撑新能源汽车及零部件等领域新型材料部件的生产精度控制与效率提升。
3.1 感知层技术:数据采集与实时传输
感知层是自适应生产链的“神经末梢”,核心功能是实现生产全流程数据的实时采集、传输、预处理与边缘分析,为后续的决策与优化提供精准、实时的数据支撑,主要包括工业传感器技术、物联网技术、边缘计算技术、工业视觉检测技术等,该层技术是解决如钢塑CCB装配变形这类生产问题的基础,可实现对生产载荷、部件变形和装配精度等关键数据的精准捕捉。
(1)工业传感器技术:作为数据采集的核心,通过部署位移、扭矩、压力、振动和视觉等各类高精度工业传感器,实现对设备运行状态、生产载荷、工艺偏差、产品质量和生产环境等关键信息的精准采集,如在钢塑CCB生产中部署位移传感器监测安装点变形量,是实现生产链感知的基础。
(2)物联网技术:通过工业以太网、5G、LPWAN等通信技术,将生产链中的“人、机、料、法、环、测”等要素互联互通,构建“万物互联”的生产环境,实现感知数据的实时传输,同时采用OPCUAoverTSN通信标准、区块链技术等,确保感知数据的安全性、准确性与防篡改性。
(3)边缘计算技术:将数据处理与分析能力下沉到生产设备附近,降低数据传输延迟,实现毫秒级实时响应,同时完成数据的预处理与边缘分析,过滤无效数据,提升数据传输与处理效率,为高精度加工与快速决策提供支撑。
(4)工业视觉检测技术:通过机器视觉、深度学习等技术,实现对产品外观缺陷、装配精度和生产流程偏差的非接触式实时检测,弥补传统传感器的检测盲区,提升感知的全面性与精准性,如对钢塑CCB与车身安装孔的对位精度进行视觉检测。
3.2 决策层技术:智能分析与自主决策
决策层是自适应生产链的“大脑”,如表1所示,其核心功能是基于感知层采集的数据,通过智能分析、建模与仿真,实现生产链的自主决策与优化调度,主要包括人工智能与机器学习技术、大数据分析技术、数字孪生技术、CAE/3DCS仿真技术及动态调度算法等,该层技术是解决生产动态优化问题的核心,在钢塑CCB生产中,CAE/3DCS联合仿真成为决策的关键支撑。
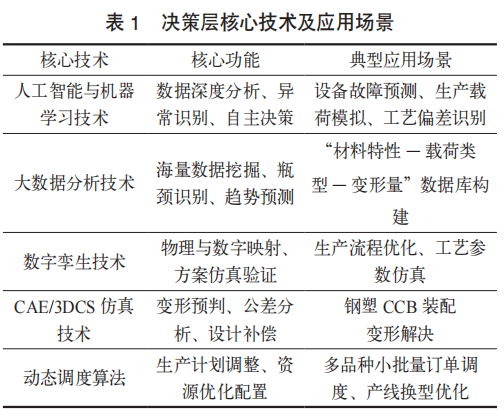
(1)人工智能与机器学习技术:它是实现自主决策的核心技术,通过构建各类智能模型,实现生产数据的深度分析、设备故障预测、生产载荷模拟和工艺偏差识别等功能,其中监督学习算法可用于设备故障预测、质量检测,无监督学习算法可用于生产异常检测,强化学习算法可用于生产调度优化,实现生产决策的智能化与自主化。
(2)大数据分析技术:通过对生产全流程的海量数据进行挖掘与分析,识别生产过程中的瓶颈问题、优化空间与潜在风险,构建如“材料特性-载荷类型-变形量”的量化数据库,为生产链的自适应决策提供数据支撑,同时可实现对生产链运行状态的趋势预测。
(3)数字孪生技术:构建生产链的数字孪生模型,实现物理生产系统与数字模型的实时映射,可对生产流程、工艺参数及资源配置的调整方案进行仿真验证,提前预判方案实施效果,降低实际生产中的试错成本,实现生产决策的精准化。
(4)CAE/3DCS仿真技术:CAE仿真技术可实现对生产过程中结构变形、载荷作用、工艺应力等物理现象的量化分析,精准预判如钢塑CCB这类新型材料部件的生产变形问题。3DCS仿真技术可实现对尺寸链、装配公差的精准分析,二者联合成为制造领域尺寸精度控制与生产决策的关键技术,为设计补偿、工艺调整提供量化依据。
(5)动态调度算法:构建基于实时生产数据的动态调度模型,可根据订单变化、设备状态和生产载荷等动态因素,实时调整生产计划、资源配置与工艺流程,支持多品种、小批量生产的高效调度,提升生产链的柔性与响应速度。
3.3 执行层技术:精准执行与动态调整
执行层是自适应生产链的“手脚”,核心功能是将决策层生成的优化方案转化为具体的生产操作,实现生产流程、工艺参数和资源配置的精准执行与动态调整,主要包括自适应生产设备技术、工业机器人技术、工业控制系统技术和MES系统技术等,该层技术是实现生产链自适应优化的落地保障。
(1)自适应生产设备技术:研发具备参数自调整、工艺自适配的智能生产设备,可根据决策指令实时调整加工参数、运行状态,适应不同产品规格、生产载荷的加工需求,提升设备的柔性与加工精度。
(2)工业机器人技术:采用具备自主感知、路径自规划和力控自适应功能的工业机器人,实现装配、加工及检测等生产环节的自动化与智能化,可适应不同部件的装配需求,如钢塑CCB的精准装配,提升生产效率与装配精度。
(3)工业控制系统技术:基于PLC、DCS和SCADA等控制系统,结合工业以太网技术,实现对生产设备、工业机器人的集中管控与协同调度,确保生产指令的精准、实时执行,实现生产流程的动态调整。
(4)MES系统技术:构建面向生产现场的MES系统,实现生产计划的下发、生产过程的监控、生产数据的采集和生产质量的追溯,打通决策层与执行层的信息壁垒,确保生产链的高效、有序运行。
3.4 协同层技术:信息共享与多方联动
协同层是自适应生产链的“纽带”,核心功能是实现生产链各主体、各环节和各部门的信息共享与协同联动,打破信息孤岛,构建全局协同的生产体系,主要包括工业互联网平台技术、云计算技术、区块链技术及跨部门协同管理技术等,该层技术是提升生产链整体协同效率的关键,如吉利汽车通过跨部门协同机制快速解决钢塑CCB装配问题。
(1)工业互联网平台技术:构建工业互联网平台,实现生产链各企业、各环节的信息互联互通,汇聚生产、物流、采购和销售等全流程数据,为生产链的全局优化与协同决策提供平台支撑。
(2)云计算技术:依托公有云、私有云和混合云平台,为生产链的海量数据存储、高速运算和模型训练提供算力支撑,同时实现生产管理系统的云端部署,提升系统的可扩展性与协同性。
(3)区块链技术:利用区块链的去中心化、不可篡改、可追溯特性,实现生产链数据的安全共享与追溯,提升供应链交易的可信度与透明度,保障生产链的稳定运行。
(4)跨部门协同管理技术:构建跨部门、跨领域的协同管理机制与平台,明确各主体的职责分工,实现设计、生产、工艺和质量等部门的高效联动,快速响应并解决生产过程中的各类问题,提升生产链的问题解决效率。
4 自适应生产链构建与运行中的现存问题
结合当前制造业的实践情况,尤其是新能源汽车及零部件等高端制造领域的应用痛点,自适应生产链在构建与运行过程中,仍面临技术层面、管理层面、协同层面及标准层面的多重问题,这些问题制约了生产链自适应能力的充分发挥。
4.1 技术层面:核心技术短板突出,技术融合深度不足
一是核心技术对外依存度较高,高端工业传感器、自适应控制核心算法和高精度仿真软件等关键技术与国外存在较大差距,部分核心部件与软件依赖进口,导致生产链的自适应精度与效率受限。二是技术融合深度不足,物联网、人工智能、数字孪生和CAE/3DCS仿真等技术尚未与生产流程实现深度融合,部分企业仅实现单一技术的局部应用,未形成“感知—决策—执行—反馈”的闭环技术体系。三是仿真技术应用不充分,部分企业在生产设计阶段未充分利用CAE/3DCS联合仿真技术,仍基于传统刚性体假设进行设计,无法提前预判生产载荷、材料特性引发的变形、装配偏差等问题,导致生产问题在投产后期暴露,整改成本高昂。
4.2 管理层面:传统管理模式固化,数字化管理能力薄弱
一是传统刚性管理模式难以适配自适应生产链发展需求,部分企业仍采用层级化、标准化的传统生产管理模式,缺乏对市场需求、生产状态动态变化的快速响应机制,生产计划与调度的灵活性不足。二是数字化管理能力薄弱,部分制造企业尤其是中小企业,尚未实现生产管理的全面数字化,生产数据分散在各部门、各设备中,无法实现数据的集中管控与深度挖掘,为生产决策提供的支撑有限。三是专业人才匮乏,自适应生产链的构建与运行需要兼具智能制造技术、生产管理和工艺设计的复合型人才,而当前制造业此类人才缺口较大,制约了生产链自适应能力的提升。
4.3 协同层面:信息孤岛问题突出,跨主体协同机制不完善
一是企业内部跨部门信息孤岛问题显著,设计、生产、工艺、质量及采购等部门的信息系统相互独立,数据无法实现高效共享,导致生产问题出现后,各部门联动解决的效率低下。二是产业链跨企业协同机制不完善,供应商、生产企业、物流企业及客户之间的信息共享与协同联动不足,生产链的上游原材料供应、下游市场需求信息无法实时传递,导致生产链的全局优化能力受限。三是协同配套能力不足,部分零部件供应商的数字化水平、生产精度无法适配核心制造企业的自适应生产需求,导致生产链的整体运行效率受限于配套环节。
4.4 标准层面:缺乏普适性构建标准,评价体系尚未完善
一是缺乏普适性的自适应生产链构建标准,当前制造业尚未形成统一的自适应生产链设计、建设和运行标准,各企业的建设模式、技术路线和数据接口各不相同,导致企业间的技术适配性较差,系统集成成本较高。二是缺乏科学的自适应能力评价体系,尚未构建涵盖感知精度、决策效率、流程柔性、协同能力及韧性抗扰性等维度的评价指标体系,企业无法精准评估自身生产链的自适应水平,也难以找到优化提升的方向。三是数据标准不统一,生产链各环节、各设备的数据采集格式及传输协议不统一,导致数据融合与深度分析难度较大,制约了生产链智能决策能力的提升。
5 自适应生产链的优化路径
针对当前自适应生产链构建与运行中的现存问题,结合新能源汽车及零部件等制造领域的实践经验,从技术创新、管理升级、协同优化和标准构建四个维度提出针对性的优化路径,见表2,构建全方位、多层次的自适应生产链优化体系,提升生产链的自适应能力与核心竞争力。
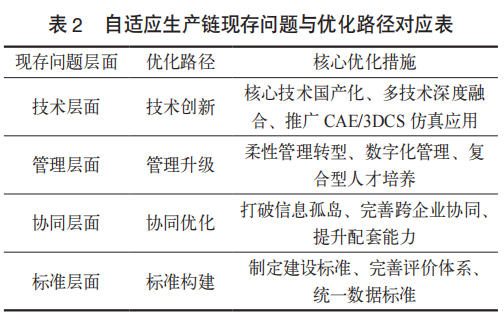
5.1 技术创新:突破核心技术短板,深化多技术融合应用
一是加大核心技术研发投入,聚焦高端工业传感器、自适应控制核心算法和高精度仿真软件等关键技术,开展产学研用协同攻关,实现核心技术的国产化替代,降低对外依存度。二是深化多技术融合应用,构建“感知—决策—执行—反馈”的闭环技术体系,将物联网、人工智能、数字孪生和CAE/3DCS仿真等技术与生产流程深度融合,实现生产链全流程的智能感知、自主决策及精准执行。三是推广CAE/3DCS联合仿真技术应用,在生产设计阶段充分利用CAE仿真预判生产载荷、材料特性引发的结构变形问题,利用3DCS仿真分析尺寸链与装配公差,构建如“材料特性—载荷类型—变形量”的量化数据库,将生产问题提前解决在设计阶段,降低试错成本与整改成本。四是提升技术应用的智能化水平,基于工业大数据与机器学习,持续优化仿真模型、决策模型,提升生产链的自主决策与动态优化能力。
5.2 管理升级:变革传统管理模式,提升数字化管理能力
一是变革传统刚性管理模式,构建柔性化、动态化的生产管理模式,建立市场需求、生产状态的实时响应机制,实现生产计划与调度的动态调整,适配多品种、小批量的生产需求。二是加快生产管理数字化转型,构建一体化的生产管理数字化平台,实现生产数据的集中管控、实时共享与深度挖掘,为生产链的自适应决策提供数据支撑。三是加强复合型人才培养与引进,依托高校、职业院校及企业内部培训等多种渠道,培养兼具智能制造技术、生产管理和工艺设计的复合型人才,同时引进国内外高端人才,补齐人才短板。四是建立生产链优化激励机制,鼓励员工参与生产链的优化改进,形成全员参与的生产链优化氛围,提升生产链的持续优化能力。
5.3 协同优化:打破信息孤岛,构建全域协同体系
一是打通企业内部信息壁垒,构建企业内部跨部门的协同管理平台,实现设计、生产、工艺、质量和采购等部门的信息实时共享与高效联动,明确各部门在生产问题解决中的职责分工,提升问题解决效率,如吉利汽车成立跨部门“尺寸攻关小组”的模式可进行推广。二是完善产业链跨企业协同机制,构建基于工业互联网平台的产业链协同体系,实现供应商、生产企业、物流企业和客户之间的信息互联互通,实现生产计划、原材料供应及物流配送的全局协同优化。三是提升产业链配套能力,核心制造企业通过技术扶持、标准制定等方式,推动零部件供应商的数字化转型与生产精度提升,实现产业链各环节的能力适配,提升生产链的整体运行效率。四是构建跨领域的协同创新平台,联合高校、科研院所、制造企业与科技企业开展协同创新,攻克自适应生产链构建中的关键技术与共性问题,推动技术成果的产业化应用。
5.4 标准构建:制定统一建设标准,完善评价指标体系
一是制定普适性的自适应生产链构建标准,由行业协会、龙头企业牵头,联合高校、科研院所制定自适应生产链的设计、建设和运行标准,明确技术路线、系统架构、数据接口等要求,提升企业间的技术适配性,降低系统集成成本。二是完善自适应能力评价指标体系,构建涵盖感知精度、决策效率、流程柔性、协同能力、韧性抗扰性及生产效率等维度的评价指标体系,制定各指标的量化评价标准,为企业评估自身生产链自适应水平、找到优化方向提供依据。三是统一生产链数据标准,制定生产数据的采集格式、传输协议和存储规范等标准,实现生产链各环节、各设备的数据标准化,提升数据融合与深度分析的效率,为生产链智能决策提供支撑。四是推动标准的落地实施,通过政策引导、行业自律、龙头企业示范等方式,推动自适应生产链相关标准在制造业的落地实施,实现自适应生产链的规范化、标准化发展。
6 自适应生产链的实施路径
自适应生产链的实施是一个系统性、阶段性的工程,需结合企业实际规模、行业特性(如新能源汽车及零部件制造)与技术基础,遵循“试点先行、分步推进、闭环迭代”的原则,从前期准备、试点落地、全面推广到持续优化,分阶段有序推进,确保实施效果与企业发展需求深度适配,具体实施路径分为四个阶段。
6.1 前期准备阶段(1~3个月):夯实基础,明确目标
本阶段的核心是完成前期调研、目标拆解与基础保障搭建,为后续实施奠定坚实基础。一是开展全面调研,梳理企业现有生产链的流程、设备、技术应用、管理模式及现存痛点,结合行业标杆案例(如吉利汽车、海尔互联工厂),明确企业自适应生产链的建设目标,重点聚焦生产效率提升、成本降低和装配精度优化(如钢塑CCB装配变形问题解决)等核心诉求。二是组建专项实施团队,吸纳技术、管理、工艺和质量等多部门骨干,明确各成员职责分工,同时开展前期培训,提升团队对自适应生产链相关技术、管理模式的认知水平。三是完善基础保障,梳理现有硬件设备(传感器、生产设备和机器人等)与软件系统(MOM、工业互联网平台等),评估升级改造需求,制定资金投入计划,同时对接高校、科研院所及技术供应商,建立技术支撑体系。四是结合前文制定的优化路径,细化实施方案,明确各阶段的实施任务、时间节点、责任主体与考核指标,确保实施工作有序推进。
6.2 试点落地阶段(4~6个月):聚焦重点,突破瓶颈
本阶段的核心是选取重点环节或生产线开展试点,验证技术可行性与实施效果,积累实践经验。一是选取试点场景,优先选择生产痛点突出、技术基础较好的环节(如钢塑CCB生产线、关键零部件加工环节)作为试点,聚焦感知精度提升、工艺优化、协同效率改善等核心目标。二是推进试点技术落地,按照“感知—决策—执行—协同”的技术体系,部署工业传感器、边缘计算设备等感知层硬件,搭建简易数字孪生模型与CAE/3DCS仿真环境,优化动态调度算法,升级MES系统与协同管理平台,实现试点环节的实时感知、智能决策与协同联动。三是优化管理模式,在试点环节推行柔性化管理,建立跨部门协同机制,完善数据采集与反馈流程,确保试点环节形成“感知—决策—执行—反馈”的闭环。四是开展试点效果评估,对照实施目标,从生产效率、产品质量、成本消耗及响应速度等维度,分析试点实施效果,梳理存在的问题与不足,及时调整优化实施方案,形成可复制、可推广的试点经验。
6.3 全面推广阶段(7~12个月):复制经验,全域覆盖
本阶段的核心是将试点阶段的成熟经验复制推广至企业全生产链,实现自适应生产链的全域覆盖。一是总结试点经验,提炼试点环节在技术应用、管理模式和协同机制等方面的成熟做法,形成标准化的实施规范与操作流程,适配企业不同生产线、不同产品的生产需求。二是推进全域技术升级,按照实施规范,逐步在企业所有生产环节部署感知设备、升级智能设备、搭建全域数字孪生模型,完善“感知—决策—执行—协同”闭环技术体系,实现生产全流程的数据互联互通与智能优化。三是深化管理变革,在企业范围内推行柔性化、数字化管理模式,完善复合型人才培养与激励机制,打破部门间的信息壁垒,实现跨部门、跨环节的高效协同。四是加强供应链协同,推动核心供应商、物流企业等产业链主体参与自适应生产链建设,共享数据资源,优化供应链协同机制,提升产业链整体自适应能力。
6.4 持续优化阶段(长期):闭环迭代,持续提升
自适应生产链的建设并非一蹴而就,需建立长期的闭环迭代机制,实现持续优化升级。一是建立常态化监测与评估机制,实时采集生产全流程的运行数据,对照自适应能力评价指标体系,定期评估生产链的运行效果,识别优化空间与潜在风险。二是深化技术融合与创新,结合新一代信息技术(如大模型、元宇宙)的发展,持续优化数字孪生模型、仿真模型与决策算法,推动技术体系的迭代升级,提升生产链的自进化能力。三是优化管理与协同机制,根据市场需求、生产状态的动态变化,调整生产计划与调度方案,完善跨部门、跨企业协同机制,提升生产链的柔性与韧性。四是加强行业交流与合作,借鉴国内外先进企业的实施经验,参与行业标准的制定与完善,推动自适应生产链的规范化、高质量发展,同时持续解决生产过程中出现的新问题(如轻量化材料生产精度优化),确保生产链始终适配企业发展与市场变化需求。
7 结语
自适应生产链是制造业数字化转型的核心方向,其核心内涵是将“自适应”理念贯穿生产链全生命周期,通过“感知—决策—执行—反馈”的闭环机制,实现生产链与内外部环境的动态匹配,兼具实时感知性、自主决策性和流程柔性化等六大核心特征,可有效解决传统刚性生产链响应慢、抗扰性弱等问题,尤其适配新能源汽车等高端制造领域的发展需求。
自适应生产链的构建依托“感知—决策—执行—协同”四层关键技术体系,其中CAE/3DCS联合仿真技术成为制造领域解决尺寸精度、装配变形等问题的关键支撑,各技术层相互融合、协同作用,共同实现生产链的自适应优化,技术融合的深度直接决定生产链自适应能力的高低。
当前自适应生产链构建与运行中面临核心技术短板、传统管理模式固化、信息孤岛突出以及标准体系缺失等多重问题,这些问题相互交织,制约了生产链自适应能力的充分发挥,亟需从技术、管理、协同和标准四个维度进行系统性优化。
构建的“技术创新-管理升级-协同优化-标准构建”四维优化路径,可有效解决自适应生产链的现存问题,结合分阶段的实施路径,通过前期准备、试点落地、全面推广与持续优化,可实现生产问题从“批量生产后整改”提前到“设计阶段解决”,提升生产链的运行效率与核心竞争力。
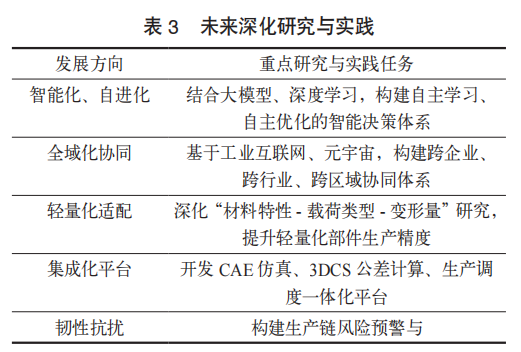
随着新一代信息技术的持续发展与制造业数字化转型的不断深入,自适应生产链将向智能化、全域化、轻量化、自进化方向发展,未来可从智能化、自进化等方面深化研究与实践,见表3。
参考文献
[1] 赵岩,邓向星.汽车结构件装配载荷下CAE刚度仿真与误差补偿研究[J].机械工程学报,2023,59(12):187-195.
[2] 李明,张晓东.汽车仪表板横梁装配变形的CAE仿真与补偿设计[J].机械设计与制造,2023(8):189-193.
[3] 张磊,李娜.汽车内饰件装配尺寸仿真与公差优化技术应用[J].汽车制造业,2024(11):52-56.
[4] 王刚,刘飞.基于有限元法的汽车塑料零部件结构刚度分析与优化[J].塑料工业,2022,50(5):100-104.
[5] 陈晓华,高志强.新能源汽车轻量化材料连接技术与尺寸稳定性研究进展[J].中国机械工程,2023,34(10):1157-1168.
[6] 王健,李娟.智能制造背景下自适应生产链的构建与优化研究[J].中国机械工程,2024,35(5):589-598.
[7] 刘军,张宇.数字孪生技术在自适应生产链中的应用研究[J].制造业自动化,2024,46(3):12-16.
[8] 张海波,王丽.工业互联网赋能制造业自适应生产链构建[J].工业经济论坛,2023(6):78-86.
[9] 李建明,杨涛.智能制造时代生产链动态调度算法研究与应用[J].计算机集成制造系统,2024,30(2):456-468.
[10] 张启明,周莉.边缘计算在工业生产链实时感知中的应用研究[J].计算机工程与应用,2023,59(18):213-221.
[11] 王洋,刘倩.数字孪生与CAE/3DCS联合仿真在高端制造中的融合应用[J].机械科学与技术,2024,43(4):581-588.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:张晓胜 刘宝玉 侯吉祥,单位:长春富晟集团有限公司。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

一种结合IoT的无人化车载EOL老化测试生产方案
针对传统主机厂依赖“一次合格”检测原则,导致难以全面管控测试过程风险的问题,本文提出了一种基于物联网(IoT)的无人化车载EOL老化测试方案。该方案通过在总装电检流程中集成测试App,建立专用测试场地,并依托IoT系统实现测试数据的自动上传与智能判断,显著提升了车辆出厂质量。实际应用表明,该体系在试制车型应用中使问题率由9.3%降至5.25%。
2026-03-17
-

基于工业机器人的焊装白车身自适应打磨系统的开发及应用
传统焊装白车身的人工打磨环节存在效率低、质量一致性差以及职业健康风险高等问题。本文引入基于工业机器人的自适应打磨系统。结果表明,该系统在质量方面可使线束划伤、事故率降低约90%;在安全方面显著降低职业病风险并实质性改善作业环境;在成本方面年均节约人工成本约127万元。
2026-03-16
-

重卡挡泥板支架断裂失效分析
采用断口分析、化学成分分析、拉伸试验、金相组织检验及CAE仿真等方法,对某重卡挡泥板支架断裂问题进行了失效分析。结果表明:断裂失效的主要原因是连接螺栓异常松动/脱落导致支架约束失效,在交变载荷下引发折弯拐角处应力集中并产生疲劳裂纹,最终发生断裂;次要原因是原材料中非金属夹杂物等级超标,促进了裂纹的萌生与扩展。因此,建议将关键连接螺栓的拧紧力矩纳入工艺文件,并加强过程监控与检测;同时严格控制原材料质量,规范非金属夹杂物等级的验收标准。
2026-03-13

热点文章
-

-

智能网联汽车轨迹优化方法研究综述
2026-07-07
-

看见·增程的“第二生长曲线”
2026-07-14
-

中国企业出海中的人才战略与文化融合
2026-07-07
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

浅谈智能座舱与人机交互技术创新
2026-07-14
-

连接器如何破局?莫仕携“系统级决绝方案”迈入新阶段
2026-07-08
-
浅谈智能座舱与人机交互技术创新
在汽车电动化、智能化、网联化深度融合的产业趋势下,智能座舱已从配置竞争转向技术体系与落地能力的竞争。本文以零跑汽车为案例,从中央集成电子电气架构、高算力硬件、自研车机操作系统、多模态交互、舱驾融合以及车载大模型六大技术维度,对智能座舱与人机交互关键技术进行深入解析,并聚焦底层技术实现、工程化落地、量产应用效果与成本控制逻辑。研究表明,零跑汽车实现了高阶智能技术的大众化,为自主品牌提供了可复制的实践路径,验证了技术落地成效,并指明了未来优化方向。
作者:
-
看见·增程的“第二生长曲线”
-
面向ISO 34505的自动驾驶场景评价及测试优先级分析
-
国产化替代正当时:永铭车规级固液混合电容,为激光雷达发射端与算力核心提供高纹波耐受解决方案
-
智能网联汽车轨迹优化方法研究综述
-
AI《汽车制造业》增刊





评论
加载更多