提高焊装生产线的响应速度

图1 系统网络
随着汽车行业的定制化生产,生产的柔性化、生产线车型的频繁切换使得车间对于生产计划的响应速度要求越来越高。奇瑞汽车通过在规划生产线控制系统时采用SIEMENS监控软件WinCC记录现场操作和报警,使得故障发生当时的现象能够追溯,因而可以在程序或人员操作上采取措施,提高生产效率。
奇瑞汽车一焊车间A13生产线是一个两车型混线生产线,车型包含三厢车A13和两厢车A13A。生产计划下达系统直接从公司MES系统取得锁定的生产计划指导车间生产,同时利用监控计算机对现场的生产状态进行监控。
整个生产线特别是主线机器人的大量采用,使得生产线的自动化率提高的同时控制系统变得复杂。对于一些故障就很难查找根本原因,极大地影响了整个生产线的设备开动率。我们在规划生产线控制系统时采用SIEMENS监控软件WinCC记录现场操作和报警,使得故障发生当时的现象能够追溯,因而可以在程序或人员操作上采取措施,彻底解决问题,提高生产效率。
自动化系统解决方案及配置
1.系统网络
A13生产控制系统分为三层网络架构(见图1):管理层、控制层和设备层。其中,管理层包含工控机、LED小屏和LED大屏,采用工业以太网通信。控制层采用PLC对现场设备进行控制,主线和地板线各采用两个S7 416F-2DP控制,输送线和调整线采用4个S7 315-2DP控制。设备层包含机器人、变频器、人机界面以及现场输入输出模块等,采用PROFIBUS现场总线通讯。
2.生产计划下达系统
生产计划下达系统(见图2)主要由以下几个部分组成:LED服务器、WinCC生产管理系统、生产管理客户端和SQL数据库。
(1)SQL数据库是整个系统的核心,它负责数据的存储和交换。所有的信息和生产数据都存在数据库中。
(2)LED服务器处理LED大屏和LED小屏以及LED小屏上的报警灯的信息。LED小屏上显示的是已经上线的当前工作的批次和下一个即将上线的批次。报警灯是用来提示生产批次的切换。
(3)生产管理客户端又叫LED客户端,主要起到控制系统的作用。在LED客户端可以进行生产计划数据的输入、车型输入、可动率参数输入、LED大屏和小屏的控制等。
(4)WinCC生产管理程序负责生产数据的处理并与现场PLC进行交互,读取PLC运行时的状态数据。WinCC生产管理程序最重要的功能是进行批次的生成和下载。生产工位一共被划分为六个点,每个点有单独的生产队列。在人工或MES生成一条生产批次信息时,WinCC生产管理程序会把这一条批次生成6个批次分别下载到不同的工位,然后PLC对上线的车辆进行计数。当PLC上的计数与当前工位的批次数量相同时PLC会向WinCC管理程序发送一个请求批次下载信息,当WinCC管理程序收到这个信号时就会把当前PLC正在生产的批次设置为已经完成的批次,并且生产管理程序选择当前生产队列中的时间最早的一个批次发送到PLC上,并且把该批次设置为当前工作批次;同时WinCC管理程序还存储每个工位两条的等待批次,当前批次工作完成时等待批次中的某个批次会被切换为工作中的批次。
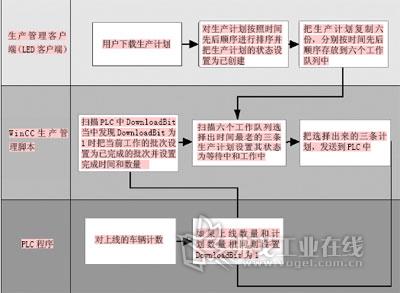
图2 生产计划下达系统原理
除了正在工作的批次的更改会受到当前已经上线的数量影响而不能随便删除和修改外,其他的批次可以任意修改。
方案实施
在生产办公室布置工控机(以下简称计算机A),工控机配置双网卡,一个网卡接到现场工业控制网络交换机,一个通过接到MES系统交换机,实现两个网络之间的生产计划信息传递和两个网络的物理隔离。在该计算机上安装MES系统外挂程序读取MES系统中锁定的生产计划,业务逻辑如图3所示。
逻辑说明:外挂程序(30min/次)读取MES系统表UDT_Carinfo_Weld中对应生产线(需在外挂程序中输入生产线代码)的VIN号锁定未上线队列数据(包含字段ID、Vin_Code和W_Material_Code),并判断上位机指定文件夹中是否有READOK.TXT文件,如有则更新V.TXT,如果没有则向V.TXT中追加数据,完成后生成OK.TXT文件。上位机则在检测到OK.TXT文件时进行读取,完成后生成READOK.TXT文件,以数据中ID来排序,以VIN号来判断有无重复。
在计算机A中安装接口程序,将所取得的生产计划存入数据库服务器中。同时在A中安装生产计划下达系统客户机,客户机软件可以进行计划的查看和修改,进行一些手动操作。
计算机A中安装LED服务器软件,LED服务器取得主数据库中的数据发送到车间现场LED大屏和LED小屏显示。
小LED屏安装在主线不同车型差异件上件工位,包含后地板APC、后轮罩APC、侧围和顶盖上件处。小屏幕显示当前上件车型,当前车型所需要的上件数量,后续计划车型以及后续计划数量。
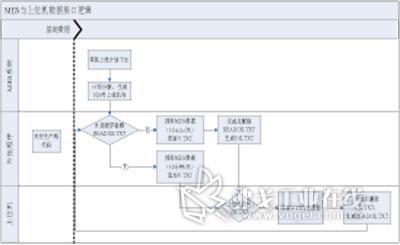
图3 业务逻辑
在车间办公室安装生产计划下达系统主服务器计算机。该计算机上安装WinCC6.2软件,通过VB脚本程序实现现场PLC数据的采集和刷新。
在设备维护人员办公室安装工控机,该工控机上安装WinCC6.2软件,实现现场设备的监控和故障记录。
结语
通过生产计划下达系统,使生产管理部门安排的生产计划能够迅速地传达到车间,减少了人为差错和车间基层管理人员的工作量。同时该系统也允许人员根据现场生产的实际情况手动调整生产计划。但是系统本身的缺陷还是较难避免,假如生产人员在拿走件以后没有补件或通过触摸屏调整实际完成计划,系统计数就会混乱。在这种情况下,每次计划切换的时候就需要核对车间现场LED小屏的显示,所以目前小LED屏起到的作用只是一个上件提示作用。而LED大屏幕显示了生产计划和实际产量,可以准确地反映生产的实际进度,可以提醒操作工尽快完成当班工作。同时LED大屏幕可以显示现场工位的状态,提醒设备维护人员快速准确定位故障地点的作用。
通过安装在设备维护人员办公室的监控计算机,可实现对现场设备状态的监控,对现场生产状况有个清晰的了解。同时通过报警记录,可以分析故障发生前后的具体情况和处理过程。工作人员也可以简单地分析数据,了解故障频发点,支持设备维护维修工作。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖