冲压工艺同步工程与整车开发的结合
传统汽车车身开发的方法造成前后脱节,过程中未能及早考虑工艺规划、质量保证及制造工艺性等问题,使很多问题到后期才能暴露出来并加以解决,导致设计改动量大,产品开发周期长以及成本增加,这种情况下,同步工程应运而生。
同步工程(SE)使得在产品开发的各过程尽可能同步进行,同时将约束条件提前引入产品开发过程,尽可能满足各个方面要求,各个子过程间更加密切协调,以获得质量、时间以及成本等方面的最佳匹配按项目节点划分。
四大工艺同步工程在整车开发中的工作,主要是P3前数据的工艺及成形分析,P3后制造及生产成本的控制。现以我公司SXX车型开发为例,说明冲压工艺同步工程在整车开发中的应用。
冲压SE工程和车身数据开发的同步性
冲压工艺SE指P3前整车数据的分析及优化。P3前整车数据开发分为模型阶段、数据初级阶段、数据优化阶段和数据冻结阶段。

1.模型阶段
模型阶段分为油泥外观模型和内饰模型。冲压SE主要是对油泥模型造型和效果图造型进行评审,给出优化建议。
2.数据初级阶段
初级阶段数据包括:CAS面(见图1)的工艺分析和车身主断面的分析。初级阶段数据用于空间布置及概念设计。针对此阶段数据,冲压SE需对典型截面(见图2)、典型截面结构、CAS数据进行评审和工艺可行性研讨,并提出优化建议。
3.数据优化阶段
我们通常说的CAE分析,主要指工程设计中的分析计算和仿真,目前应用较为广泛的板成形CAE软件有AutoForm、Dynaform以及Pamstamp。结合这几种软件的分析结果,概述一下冲压SE在数据初级阶段的工作。
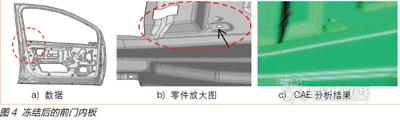
图3a为前门内板优化阶段的数据;图3b为前门内板数据虚线区域放大图,图示中的门护板卡扣安装孔设置在侧壁,采用冲侧孔工艺完成。门护板卡扣安装孔距离零件边界120mm,冲孔条件差;图3c为前门内板数据虚线区件CAE分析结果,此区域一次成形时开裂严重。工艺上采用过延后,整形仍然开裂,制件状态不稳定。零件采用此结构设计,对成形和冲孔条件不利。
冲压SE要求SXX车型的门内板取消此结构设计,通过增加台阶侧壁拔模角来改善成形条件。取消侧冲孔,将门护板卡扣安装孔设置在可以正冲孔的区域。通过对结构设计的优化,减少了斜楔的使用,降低成本的同时,改善了工艺条件。
4.数据冻结阶段
冻结阶段数据即正式数据,用于模具正式设计,制造手工模具。冻结阶段数据不可有重大的工艺问题,数据具备模具机加条件。数据冻结后若要变化,需要走正式设变流程。现在仍然以前门内板为例,进行对比说明。
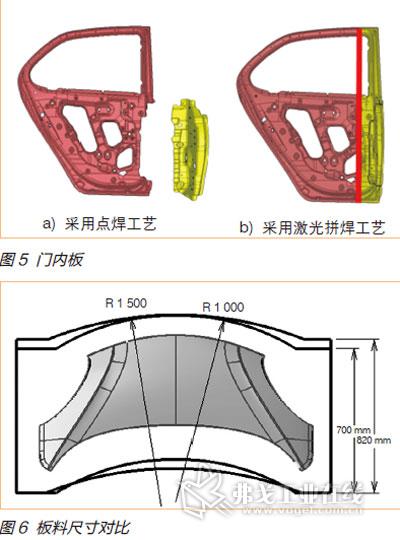
图4a为前门内板冻结后的数据;图4b为前门内板虚线区域放大图, 产品部门在冲压SE的建议下,增加了侧壁拔模角,将门护板卡扣安装孔设置在正冲孔的位置;图4c为前门内板冻结数据CAE分析结果,零件成形效果较好。
SXX车型的数据从模型到数据冻结阶段,冲压SE发挥了重要作用:依据公司工艺现状发现重大的成形问题并提出优化方案;为实现材料利用率目标提出合理的车身分界线建议;从压合方式、新设备和新工艺的可行性方面进行研讨;依据拆车报告对参考车进行拆解,记录可借鉴工艺元素,为新车型开发提供了可靠的依据。
冲压工艺同步工程对成本的约束性
1 模具工序数控制
为了提高生产效率,降低成本,满足生产线的要求,对SXX车型数据进行分析时,SE要求冲压覆盖件在四工序内完成。以SXX车型的翼子板为例,模具公司设计冲压五工序。通过对零件的关键位置分析、对比和模拟,冲压SE判定翼子板四工序可以实现,通过模具调试保证零件的质量。翼子板冲压四工序满足了自动化生产要求,提高了生产效率,同时节省模具费用200万元左右。
2 材料利用率的控制
材料利用率是指车身的实际质量和进行工艺处理前的板材的质量之比,通常它通过材料损失率加以转换。
3 优化零件结构
在数据开发早期阶段,SE通过油泥模型和CAS面的造型,估算出分件线对材料利用率的影响。整车的造型风格约束了外覆盖件的形状,材料利用率影响的关键点在结构件的造型设计。
图5所示为SXX车型后门内板结构设计。图5a采用点焊工艺,产品设计初期阶段,将门内板分割成两个零件,采用点焊工艺拼成一体的门内板,此结构设计导致材料利用率在工艺上很难提高。对数据分析优化后,SE建议采用激光拼焊工艺(如图5b所示),提高材料利用率同时,节省了大量的模具开发费用。
4 优化板料尺寸
产量较少的车型,在不增加落料模的前提下,采用摆剪工艺。产量较多的车型,考虑采用落料模,提高材料利用率,降低生产成本。
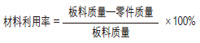
图6所示为SXX车型发盖。通过对发盖内外板料尺寸进行分析,我公司目前的孤形刀最小R1500,在不增加孤形刀前提下,发动机盖需要的板料尺寸间距820mm。在保证零件成形同等质量的前提下,若用R1000的孤形刀,板料间距可缩至770mm。发动机盖内外板共用孤形刀。通过分析、模拟、计算得出,SXX发动机盖内外板若增加一套R1000孤形刀,每辆车可节省板料费用4.9元,按50万产量估算,可节省板料费用245万元。
5 冲压件的沿用和通用
SE在数据开发阶段,除了对整车数据进行分析和优化外,对造型大致相同的冲压件,SE建议零件设计拼成一个通用零件,在降低模具开发成本时,也可减少装配时的出错现象。
冲压工艺同步工程和实际生产的协调性
1 试制模
前期验证阶段、数据尚不成熟的情况下,需要用小批量的试制件进行工艺验证,规避因数据不稳定造成的量产模具巨大设变量,实现信息反馈,降低开发风险。目前试制件除了验证工艺外,更多的是满足装车需求。在控制成本的前提下,冲压SE在试制阶段需要对试制件的数据进行分析,并给出合理的优化措施。
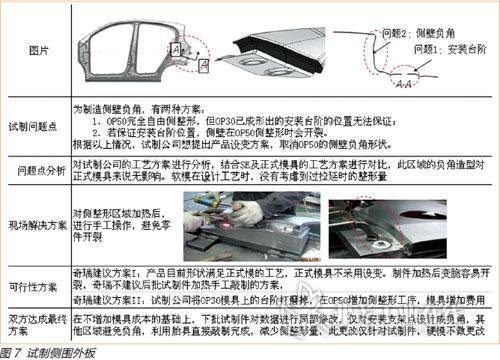
图7为SXX车型的试制侧围外板。关于侧围外板后保区域负角的解决方法,试制公司想设变正式数据。冲压SE经过权衡对比,发现数据不影响正式模具的设计,若设变数据,将影响结构布置,导致后保区域相关零件的结构更改。冲压SE给出方案:在不增加试制成本的前提下,仅对试制数据进行局部修改,对安装支架点设计成负角,避免装配时干涉,其他区域避免负角,利用胎具直接敲制完成。减少侧整形量,保证试制件满足现场装车要求。此设变数据仅对试制模,正式模不做更改。
2 正式模
整车数据开发以量产车型数据为准。试制件在工艺上和正式模有较大区别,试制模可以通过垫塑料布和涂油来解决正式模开裂问题,通过人工敲制来完成零件的回弹。正式模数据的成熟度,除了试制件部分验证外,更多的是冲压SE借助经验累积,通过CAE软件分析的结果判定。
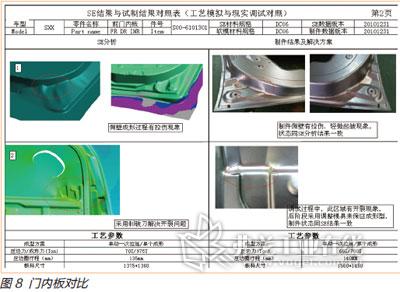
图8为SXX车型门内板SE结果与正式模状态相似的对比,SE分析的参数与实际生产调试参数接近。SE分析的参数可以判断制件是否满足压机的要求;SE分析的开裂起皱现象可以做为正式模设计时的参考依据,减少制件调试周期。由此可见,SE分析的结果可以与实际生产有效结合起来,减少正式模不必要的调试周期和费用。
结语
同步工程的主要作用是提高质量、降低成本和缩短产品开发周期。汽车开发过程中应用冲压同步工程,可快速响应市场变化,提高在汽车市场中的竞争力。同步工程具有开发有效性,使开发全过程方案更改次数减少50%以上;具有开发过程同步性,使产品开发周期缩短40%~60%;具有设计和制造过程一体化,使制造成本降低30%~50%。奇瑞公司的工艺同步工程虽起步晚,但会尽快吸引、消化国外先进技术,并积极地积累设计经验,应用于车身设计。通过冲压工艺同步工程在SXX车型开发中的应用,我们得出了同步工程的关键技术,通过可行性验证,这是一种合理有效的方法,也是企业在日益激烈的市场竞争中求生存、求发展的一种有效方法。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖