国内某高端乘用车总装车间工艺设计分析
输入条件
1.行业水平
业主要求新建的总装车间技术达到国内行业领先水平,对标企业是国内最高端乘用车厂。
2.能力指标
车型共3种,产品最大长度4 800 mm,生产节拍为60 JPH,开工率为95%,作业能率为93%。
3.设计原则
业主要求的设计原则如下:
①最大限度地减少装配工位数,尽可能使装配工位数最优化。
②最大限度地提高设备柔性和可拓展性。
③采用国内领先的生产线形式,人机工程要求全面覆盖。
④应用成熟的机器人自动装配。
⑤螺栓紧固要求以电动定扭工具为主,设置扭矩控制系统,以及可以区分车型和防错、防漏系统,底盘合装要求采用自动紧固。
⑥设置整车电气综合检测装置。
工艺设计
1.输送线选型
输送线主要包含车身储存线、内饰线(Trim)、底盘线(Chassis)、最终线(Final)、各种分装线、淋雨线及终检线等内容。本文重点对车身储存线和主线(T-C-F)选型进行介绍。
(1)车身储存线
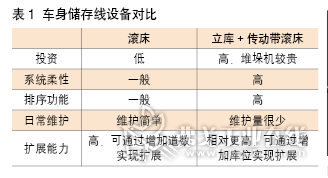
车身储存线(PBS)连接涂装车间与总装车间,负责将涂装后的漆后车身输送到总装车间,目前国内主流的乘用车总装车间PBS线主要有滚床和立库+传动带滚床两种形式,具体如图1和图2所示。


两种形式对比如表1所示,立库+传动带滚床具有诸多优点,尤其是近几年,汽车大批量定制生产模式的广泛普及,要求汽车制造业必须快速响应顾客需求。相对滚床,立库+传动带滚床优势更为明显。本项目中,业主要求对标国内高端汽车厂,故车身储存线选择的是立库+传动带滚床输送形式,最大限度地提高了设备的柔性和可拓展性。
(2)内饰线
内饰线主要负责乘用车内饰件的装配工作。目前国内主流的乘用车总装车间内饰线输送形式主要有普通滑板和电动升降滑板两种形式,如图3和图4所示。
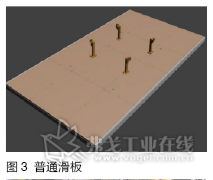
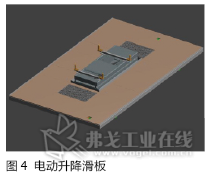
内饰线输送线形式对比如表2所示,相对普通滑板,电动升降滑板具有诸多优点。大部分国内主流乘用车厂内饰线都已采用电动升降滑板形式。相比普通滑板,电动升降滑板柔性化程度更高、工人操作性更好。本项目内饰线采用电动升降滑板输送形式。

(3)底盘线
底盘线主要负责底盘零部件的装配工作。目前国内主流的乘用车总装车间内底盘线输送线形式主要有摩擦线和升降吊具(EMS+VAC)两种形式,如图5和图6所示。


底盘线设备对比如表3所示,底盘线升降吊具相对于摩擦线优势比较明显,目前国内主流工厂已大量使用。随着汽车行业的生产模式由大批量生产转变为大批量定制,汽车制造系统对柔性的要求越来越高,升降吊具的优势更为明显。本项目底盘线采用升降吊具,确保人机工程最优化。

(4)最终线
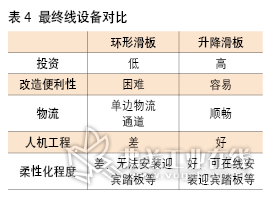
最终线主要负责座椅、车门的安装工作,以及油液的加注、下线前检查等工作。目前国内主流乘用车最终线输送线形式主要有环形滑板和升降滑板两种形式,具体如图7和8所示。


最终线设备对比如表4所示,电动升降滑板相对环形滑板优势比较明显,尤其是环形滑板只能是单边物流通道供料这一致命缺点,影响了其广泛使用。本项目最终线采用升降滑板,最大限度地提高了设备的柔性和可拓展性。
(4)其他输送线
对标国内高端汽车厂,满足业主设计需求,且考虑到柔性化和精益化生产的需求、人机工程覆盖的全面化,其他输送线选型如表5所示。

重点介绍一下淋雨线。在国内中等水平乘用车厂,淋雨线输送形式一般输送链采用不锈钢板链,室体采用夹芯板和彩钢板,喷嘴采用工程塑料喷嘴;在国内先进水平乘用车厂,淋雨线一般采用塑料板链,室体采用不锈钢折边板,喷嘴采用不锈钢或铜制喷嘴。在这里对钢板链和塑料板链进行对比,具体如表6所示。

根据表6可知,塑料板链相对钢板链,改造便利性和可靠性都具有较强的优势。本项目中,业主要求对标国内高端乘用车行业,故最终淋雨线方案定为塑料板链,室体采用不锈钢折边板,喷嘴采用不锈钢或铜制喷嘴,保证了设备的可靠性和可拓展性。
2.主线工位数的确定
本文的设计原则是最大限度地减少装配工位数,尽可能使装配工位数最优化。
总结近两年做的项目,通常国内主流工厂,60 JPH的总装车间主线工位数的数量为140~180个,工位数的数量直接决定了生产车间的面积,直接影响车间的精益化程度。
本项目选择了国内同级别、生产节拍为60 JPH,以及主线生产线选型最为接近的两个总装车间,对主线工位数进行了对比,如表7所示。
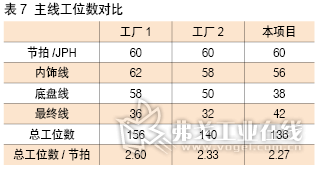
对比工厂1和工厂2,本项目主线输送线形式采用的是相对最优化的方案:内饰线采用电动升降滑板,底盘线采用升降吊具,最终线采用升降滑板。根据表7可知,本项目变化最多的是底盘线工位数量,相对其他两个厂明显减少,本项目做此调整,基于以下优化分析:底盘线输送形式采用升降吊具,价格比较昂贵(730 000元/工位)。由于原先在底盘线进行轮胎安装之前的很多操作可以在低工位进行,却占用了较多的底盘工位,造成资源浪费。而最终线输送线采用的是升降滑板,相对升降吊具,造价便宜(370 000元/工位)。通过研究并实践论证,将这些低工位的操作移至最终线进行,完全可以实现。故本项目最后确定主线工位总数为136个,总工位数/节拍达到了最低的2.27,从而最大程度地提高了车间的利用率,提高了车间的精益化程度。
3.装配设备及工装选型
总装车间装配设计及工装主要分为加注设备、风窗玻璃涂胶设备、拧紧设备、装配机械手及装配机器人等。
(1)加注设备
所有油液都采用集中供应方式,汽油在厂区设置供油站,其余油液在总装车间内设集中供液间,通过管路输送到总装车间;制动液、制冷剂、转向液和冷却液采用4台进口四合一真空加注机;变速器油、汽油和风窗洗涤液采用进口定量加注机各1台。
(2)风窗玻璃涂胶设备
本项目对标北京奔驰项目,最后确定方案:前风窗采用1套机器涂胶,后风窗采用1套机器人涂胶;三角窗采用1套机器人涂胶;前风窗采用机器人自动装配,后风窗采用机器人自动装配。
(3)拧紧设备
以电池和电动工具为主,实现扭矩控制,数据可上传和追溯;底盘合装采用自动拧紧。
(4)装配机器人
本项目最后确定采用机器人进行装配的有前座椅、前后风窗玻璃和备胎。
总结
本文结合国内某高端乘用车总装车间的项目设计实际情况,首先介绍了项目的输入条件,其次对工艺设计从输送线选型、主线工位数确定和装配设备及工装选型三方面进行分析,从而为总装车间工艺设计明确了方向。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖