现代发动机制造业新动向——发动机产品、工艺和刀具及生产管理的新变化
通过从发动机制造方面来分析产品、工艺和刀具及生产管理的新趋势,本文得出如下结论:采用轻量化的缸体;通过缸盖和凸轮轴产品结构变化来优化工艺;高效率和柔性化生产;陶瓷、金属陶瓷、PCD、CBN刀具、CBN砂轮及复合刀具使用越来越广泛;生产组织精简,成本、质量、TPM和人员激励始终处于生产管理的核心地位。
随着汽车制造业的发展,特别是进入21世纪以来,发动机制造业在产品、制造工艺、刀具、生产管理等方面都发生了一系列的变化。其中,产品轻量化的趋势比较明显,如缸体零件用铝合金替代铸铁,缸盖产品简单化,不采用以前的顶置凸轮轴的形式,使缸盖更加易于加工。工艺上不断优化,如曲轴加工除了车-车拉技术以外,还开发了更加柔性化的高速外铣工艺,凸轮轴不采用整体式,而采用套装式,使加工简单、柔性好;连杆的涨断工艺应用越来越多,越来越成熟。在刀具使用方面,高速化比较明显,发动机企业大量采用涂层硬质合金刀具PCD和CBN,切削速度大大提高;HSK夹头的使用也比较普遍;采用复合型加工工艺和刀具来节省设备投资和减少加工时间,如采用能够完成钻孔、倒角、铣螺纹一次成形的多功能刀具。在生产组织和管理方面,企业结构简单化,特别是在海外的工厂,只是一个生产性的工厂,人员通过小组及轮岗的方式来激励。物流和设备管理方面也是重点,发动机制造企业TPM是很重要的一环。
发动机产品的新变化
1. 轻量化的铝缸体
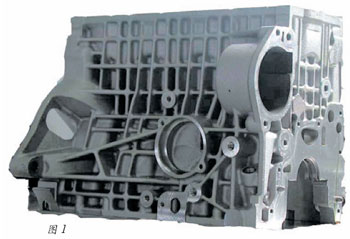
研究表明,一辆轿车的质量若能减少10%,则其燃油经济性可提高3%~4%,同时排放量也会降低。为了使发动机轻量化、高速化、高功率化,并且有较高的耐久性,世界各国的汽车制造厂家大都使用铝缸体(见图1),其优点是:重量轻;导热性好,可提高发动机的压缩比,同时对提高功率也十分有利;缸体和缸盖的膨胀率相同,减少热应力,同时提高缸体和缸盖结合面的刚性。
2. 整体式铝缸盖
缸盖的结构一般是凸轮轴轴承孔一体的整体式铝缸盖,为了加工方便,凸轮轴不放置在缸盖上,而装在罩壳内,将整体缸盖分成2个或3个部分(见图2)。

3. 新型凸轮轴
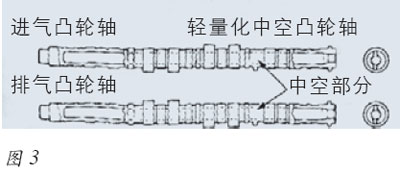
近年来,凸轮轴发生了两个显著变化:第一,4气门和5气门的凸轮轴为了去重,采用轻量化中空凸轮轴(见图3);第二,常规的凸轮轴毛坯是一根铸件或锻件,再进行粗加工、热处理,最后磨削而成,而新的凸轮轴制造方法采用装配式毛坯件,将预制凸轮和相关部件装配到一根钢管上,焊接固定其轴向和角向位置(见图4),从而增加了柔性,其缺点是成本较高。
4. 平衡轴体的增加
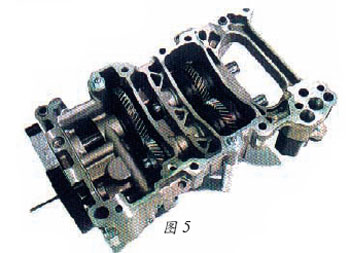
在三缸发动机中,为了减少震动,使发动机运行更加平稳,产品中增加了一个平衡轴体(见图5),目前,大众集团用于POLO的1.2L 4气门发动机装有平衡轴体。由于这个零件能明显平衡发动机震动,同时改善发动机运转,将来2L的四缸发达机也将配有平衡轴体。
工艺和刀具
1. 产品变化引起工艺的变化
(1)对于有缸套的铝缸体,国外有的工厂先将表面有锯齿形的缸套放好,然后进行浇铸,为了有利于缸体上平面的加工,铸铁部分离上平面2~4mm。铸铁缸套粗加工在毛坯厂完成,留有1mm的余量。在工艺安排时,缸孔、主轴承孔放在后面加工,而上、下平面及4个侧面在前面加工完成,加工工艺更加简化。

(2)缸盖变成一个长方体后,其加工变得更容易,因为没有了凸轮轴轴承孔的加工,可以用专用的简易加工中心实现高速化和柔性化加工。
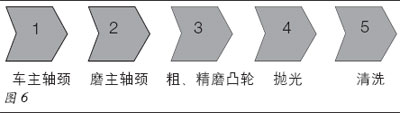
(3)用装配式凸轮轴以后,凸轮的热处理、装配都在供货厂进行,为制造厂家提供半成品,具体工艺如图6。
2. 工件加工方面的三个重要趋势
目前,国外的发动机厂主要在以下三个方面表现得比较明显:
一是高速化。高速加工可以提高生产效率,缩短交货时间。实现高速加工需要满足以下3个条件:第一,机床要有能实现高速化的主轴;第二,HSK液压夹头定位精度高,刚性好;第三,在生产线上大量采用涂层硬质合金刀具,大量采用高速加工中心,比如缸盖生产线等。
二是硬质件的加工。简化了工艺方法和工艺环节;不仅节约了成本,而且更加柔性化。例如,在凸轮轴轴颈加工方面,德国在匈牙利的柴油发动机过去采用车削→磨削,现在改用CBN刀具一次加工,就可达到要求的表面光洁度,不需要再进行磨削,从而可减少大量投资。
三是干式加工的应用越来越多。其优点是可以满足环保的要求,降低总成本,例如缸体、缸孔的粗加工,采用陶瓷刀片不加乳化液。另外,目前国外很重视在干式加工中采用喷雾——准干式加工的方法。
3. 生产线的柔性化
柔性化是发动机制造业生产线的重要发展趋势之一。
用专用加工中心构成的柔性制造系统主要用于加工缸盖和缸体,从产量角度分析,可以达到从传统的FMS系统起步年产量5万件到传统自动线的年产量20万件。
假如要规划一条全柔性的适合大批量生产的柔性生产线,以适合采购的不确定性,由于开发新品种而不断更新设计,同时要满足环保要求和生产要求等,在设计柔性生产线时考虑这些因素可以使年产量超过50万件的投资更为合理,在今后10年可以节省约10~20亿美元。
由于缸体的工件装夹次数较少,而且多为铸件,材料和尺寸决定了采用自动线更经济。目前采用混合生产线成为一种新趋势,在工艺上,大余量切削在传统自动线上完成,缸体前后端面和侧面的加工则采用柔性生产单元。
4. 高效率
采用高速加工提高效率也是发动机制造业的走向之一。从日本汽车制造业的情况来看,平均每5年切削效率就要提高28%,其中切削速度平均提高19%,进给量平均提高8%,而最近几年切削效率提高的幅度在30%以上。目前,发动机主要零件的生产节拍已缩短到了30~40s,比十几年前缩短了50%以上。
以灰铸铁材料缸体在高速加工中心上的铣削加工为例,采用CBN刀片,其切削速度可达到700~1500m/min,在缸体、缸盖铝合金材料铣削加工中则广泛采用PCD刀具,考虑到高速回转时将会产生很大的离心力,因此刀体采用高强度铝合金材料制作;凸轮轴和曲轴采用CBN砂轮进行高速磨削,孔加工则采用内冷的硬质合金钻头代替过去的高速钢钻头,攻螺纹也采用硬质合金丝锥来提高速度,甚至曲轴攻螺纹也采用无切削丝锥。
5. 涨断工艺应用较普遍
自从连杆大头孔切断采用涨断工艺以来,国外大部分工厂已很好地掌握了此项工艺,其平均工废率为0.8%,装配的爆口几乎为零,存在的问题仅是涨断时支承块的间隙控制。而国内工厂在应用此项技术时还存在一些问题,工废率和装配时产生的连杆爆口还比较高。

6. 在曲轴车拉的基础上结合采用高速外铣
近几年,曲轴主轴颈和连杆颈的加工一般都采用车拉工艺来完成,但连杆颈轴线不在一条中心线上(如三缸、六缸发动机),加工就有一些麻烦。为了使加工连杆颈时具有更好的柔性,目前有一种加工工艺方案为:主轴颈用车拉,连杆颈用高速外铣。
7. 曲轴平衡机
曲轴平衡机新的改进是采用极坐标优化高速钻削校正方法校正不平衡量。钻削采用整体硬质合金钻头,钻头芯部有冷却液孔,这种钻头能进行大进给量钻削。
8. 缸孔的激光珩磨
近年来,表面激光造型珩磨加工工艺渐渐开始应用。激光造型珩磨可以同时达到缸孔表面粗糙度和储油性能的要求,还不会影响缸孔表面的加工质量。采用激光珩磨可以降低汽车发动机油耗量,延长三元催化器的寿命,降低排放量,减少磨损。另外,目前柴油机广泛应用于轿车上,其缸体在铸造时加入了TiC,为了将缸孔表面的TiC冲掉,去除产生的毛刺,同时达到表面储油量,人们开发了高压液体珩磨工艺,具体加工工艺为:粗珩+精珩+高压液体珩磨+抛光。
9. 曲轴磨床
凸轮轴采用CBN砂轮高速磨削,目前已经非常普遍,曲轴的加工也渐渐开始使用CBN砂轮。一般来讲,四缸曲轴只要是升程的变化,工艺路线还是过去的较好:主轴颈用多砂轮,连杆颈分别用双砂轮。如果要加工四缸、五缸和六缸曲轴,就要采用CBN单砂轮或双砂轮,这样柔性较好,而且砂轮每修整一次,可加工600~800件曲轴。
组织结构和生产管理
1. 组织结构简单化现代发动机厂的组织结构与以前相比,最显著的特点就是简单化,特别是在海外的工厂,其服务性的部门,如食堂、保洁等均已社会化,甚至一些专业性很强的油品、切削液、刀具和设备备件都交给专业公司负责。
比如,刀具管理是20世纪80年代在美国企业提出的,开始于16年前的美国通用“土星”项目。当时的刀具管理主要是物流,刀具比较简单,没有精加工刀具,后来渐渐发展成为一个完整的系统,甚至在新项目开始阶段刀具管理就参与项目支持。20世纪90年代后期,在德国和欧洲推行,虽然应用较少,却是一个有潜力的管理模式。从应用范围来说,将会被越来越多的企业,特别是汽车工业企业所采用。目前,匈牙利的欧宝工厂、德国大众在波兰的工厂、上海通用都在进行刀具管理(见图7)。由于减少了刃磨、仓库管理、采购、技术管理人员等,从而使机构变得简单。
2. 成本中心汽车工业的竞争日趋激烈,降低成本已成为各汽车厂商竞争的重要策略,同时也是全球汽车工业发展的趋势,发动机厂也是把降低成本作为一个重要目标来实施,很多企业在车间成立了成本中心,主要目标是控制工废、料废、人员费用及刀具辅料费用、设备折旧等。
3. TPM和人员激励
发动机厂的设备一般都比较复杂且精度较高,有一定技术含量,因此,新的生产线规划完成以后,一项重要的工作就是TPM(TotalProductive Management)。首先,提出具体的实施方案,每条线都规定了负责人,同时加强点检,特别是专业点检,并针对具体的机床提出适当的解决方案。然后使用一些合适的人员,而不是高学历的员工,重点放在岗位上的培训。为了鼓励员工,积极采用休假制度,整个生产线1年的休假计划张贴在生产线上。TPM还将维修、操作工等组成小组,为了避免单调生产产生新的问题,一段时间以后进行岗位轮换。
4. 质量管理
质量管理乃是企业发展的最为重要的“内功”之一,现代发动机厂都将产品质量置于公司战略的核心地位。发动机厂提高质量的关键手段是要确定质量目标,企业最高层也要积极参与。然后以“零次品”生产作为核心流程,加强质量过程控制,动员全体员工参与,由车间工人自己解决问题,并成立QC小组来提高产品质量。
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多