轿车球铁曲轴轴颈表面粗糙度的评价
通过对球铁曲轴轴颈表面微观结构的分析,研究抛光后轴颈粗糙度的评价方式,为发动机设计者规定轿车球铁曲轴轴颈表面粗糙度提供借鉴。
由于球墨铸铁具有优异的机械性能和较低的成本,因而在发动机曲轴的生产中得到了广泛的应用。国内的几家主要的发动机制造公司都有球墨铸铁材料的曲轴,但对于这种曲轴轴颈表面粗糙度的评价方式却各不相同,如某日资公司的评价方式是Ra0.15,某老牌国企新开发的发动机曲轴粗糙度评价方式是Rz1.0,某新兴自主品牌汽车公司最初的评价方式是Rz0.63。
鉴于目前对球铁曲轴轴颈的表面粗糙度有较多的评价方式,本文将着重探讨以何种粗糙度评价方式才能比较客观地反应材料的特性和设计需要达到的要求。
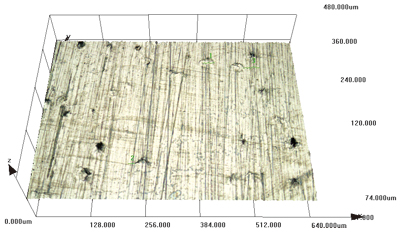
图1 球铁轴颈表面抛光后的微观照片
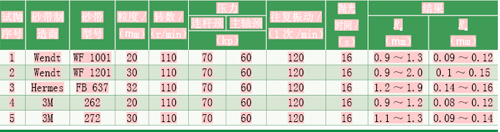
某球铁曲轴在各种抛光参数下的抛光实验
该实验使用的设备是德国NAGEL公司的万能抛光机,实验数据如表所示。从表中所列数据可以看出,抛光带动粒度对抛光的质量是有影响的,Ra受抛光带的影响比Rz的大些。
图1所示为球铁轴颈表面抛光后的微观照片,从图中可以看见表面上有一些黑色斑点,这些黑色的斑点是工件在磨削或抛光过程中脱落的球墨形成的,也就是常说的黑洞。对该表面的粗糙度测量会出现两种情况:黑洞未在测量区域内(图2),黑洞在测量区域内(图3)。
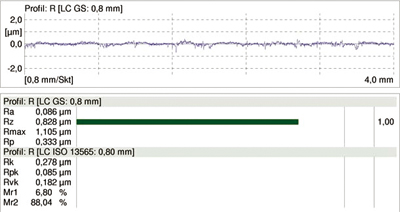
图2 黑洞未在测量区域内
从图2和图3所示的结果可以看出测量结果相差很大,而实际上这个表面的粗糙度很好,微观结构也是设计所需要的,黑洞可以存油,有助于润滑。所以可以得出,单纯依靠Ra和Rz值评价曲轴轴颈的表面质量是有缺陷的,由于取样的区域不同,测量的结果会有较大差别。在大批量的工厂生产中,多次检测同一轴颈的不同区域的粗糙度是不可想象的,也为工件的合格与否的评判带来很大的麻烦。
球铁曲轴表面粗糙度的合理评价
鉴于Ra和Rz在评价球铁曲轴表面质量中的局限性,目前国际上比较流行的评价方式是使用材料的支持率的复合型评价方式,如用Ra和Mr2的组合评价,或者Rmr0.5~0.8mm@90%~95%(意为从波峰的最高点做一平行于中线的直线,将此直线向下平移0.5~0.8mm,在此割深的材料支撑率为90%~95%)。这样的评价方式可有效地减小黑洞的影响。
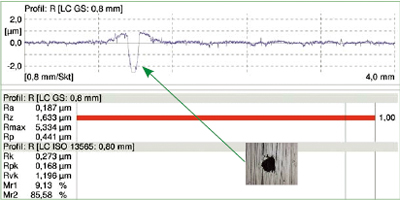
图3 黑洞在测量区域内
相关的材料支撑率参数解释
在20世纪80年代初,Trautwein提出了一个关于Abbott-Firestone曲线的两段线性模型,他用这个模型去表示缸膛表面的特征。从这个模型中还引伸出一个被称为液体滞留容积的参数。最近,又有学者把ABBott-Firestone曲线分成三个区域,并在此基础上提出了Rk参数集,该参数集也正式地被写进德国DIN4776标准。这个参数集主要是用于表征具有高预应力的表面,如珩磨表面、抛光表面以及磨削表面等,这些相关的参数将轮廓支承度率的增长描述成粗糙度轮廓深度的函数,结合气缸套的平台网纹本身的特点及气缸套的工作状况,确立了基于轮廓支承度率曲线的参数指标,这套评定指标能够对气缸套内表面粗糙度轮廓的磨合特性、润滑特性、网纹分布等进行对应的定量分析,实现完整、准确地描述及评价气缸套平台网纹。
轮廓支承长度率曲线Rmr(c),又称ABBott-Firestone曲线,是描述轮廓形状的主要指标。Rmr(c)能直观地反映零件表面的耐磨性,对提高承载能力也具有重要的意义。在动配合中,Rmr值大的表面,使配合面之间的接触面积增大,减少了磨擦损耗,延长零件的寿命。从tp(c)曲线的特征可以看出,它对气缸套内孔表面耐磨性能、润滑性能和使用寿命等都有非常重要的意义。为此设定了一组基于轮廓支承长度率曲线的参数集,对应气缸套的实际工作状况,对Rmr(c)曲线进行量化的描述,如图4所示,粗糙度轮廓及对应的Rmr(c)曲线被分为三个部分,分别为轮廓峰、核心轮廓和轮廓谷。
1.简约峰高RPK
指粗糙度核心轮廓上方的轮廓峰的平均高度。表面轮廓顶部的这一部分,当发动机开始运行时,将很快被磨损掉,其减低的高度将影响气缸套进入正常工作状态的磨合时间及实际材料磨损量。
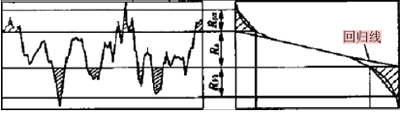
图4 基于ABBott曲线的评定参数
2.核心粗糙度深度RK
在分离出轮廓峰和轮廓谷之后剩余的核心轮廓的深度为RK。这一部分是气缸套长期工作表面,它影响着气缸套的运转性能和使用寿命,是粗糙度轮廓的核心部分。
3.简约谷深RVK
指从粗糙度核心轮廓延伸到材料内的轮廓谷的平均深度。
这些深入表面的深沟槽在活塞相对缸套运动时,形成附着性能很好的油膜,在提高孔的耐磨性、缩短发动机磨合时间的同时,能大幅度降低油耗。
4.轮廓支承长度率Mr1
以百分数表示的轮廓支承长度率Mr1是为一条将轮廓峰分离出粗糙度核心轮廓的截线而确定的。Mr1值是气缸套进入长期工作表面的上限,其数值的大小直接反映了气缸的加工水平和使用性能。
试验数据
5.轮廓支承长度率Mr2
以百分数表示的轮廓支承长度率Mr2是为一条将轮廓谷分离出粗糙度核心轮廓的截线而确定的。Mr2值是进入长期工作表面的下限,其数值的大小不但决定了磨损量,还决定了工作表面以下深沟槽的贮油、润滑能力。
6.存油量V0
粗糙度核心轮廓向下延伸到材料内的轮廓谷的横截面积实际上就是深沟网纹的存油量V0,它是tp(c)曲线与右边纵轴及Mr2对应的截线构成的阴影部分面积,它对缸套的润滑性能无疑有重要影响,它近似为三角形面积。
图4中参数的确定需要使用一条回归线,回归线的40%以上的部分是tp(c)曲线上的点构成,回归线在纵坐标方向上的差值平方最小,回归线与纵轴两交点之间的垂直距离即为核心粗糙度深度RK,两交点对应的截线位置即为Mr1、Mr2对应的截线位置。
结语
轴颈的表面粗糙度是评价曲轴质量重要指标,不同的材料和曲轴的工作条件需要采用不同的粗糙度评价参数,传统的Ra或Rz评价方式并非对所有的工件材料和工作条件都适合。设计者需要根据材料的特性和工作的状态选用合适的粗糙度评价参数。
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多