提高变速器壳体加工效率的高速切削技术
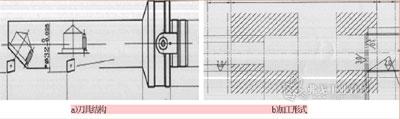
图1 双联轴承孔加工中的刀具结构和加工形式
当今箱壳类零件加工已经广泛采用加工中心,如何有效地发挥加工中心的高速、高效特性,成为工程技术人员研究的重要课题。一汽解放变速箱分公司在铸铁壳体上成功应用了多种高速加工方案,并在变速器壳体加工方面形成了高质、高速和高效的先进加工方式。
随着商用车市场中重型卡车需求的快速增长,重型卡车用变速器的需求量随之提升。汽车变速器总成企业为了适应市场需求,已经从原有的壳体加工专机生产线的工艺配备,转型为以加工中心为主体可适应多种系类的壳体加工工艺。然而,虽然加工中心具有可完成多系类壳体零件品种转换的快速生产,极大地降低各个品种的调整时间、工装通用标准选配等优势能力,但因加工工序完成工作量的程度加大,使得每个工序加工过程较长,造成加工效率不高,加工过程复杂等问题。如何在现有的产能基础上,通过工艺改进实现产能的提升,成为适应市场需求的关键。由于多品种、多平台壳体加工存在问题,因此相对于市场需求的增长,变速器产能的增长速度无法做到同步,其中,壳体加工能力提升更加不适应市场需求。加大加工中心设备的投入,以集群优势提升加工产能会造成设备过度投入,公司运营成本上升,这也是各变速器企业难以接受的。
在现有的产能基础上,通过工艺改进实现产能提升,压缩节拍,必须采用剥离加工中心精加工元素和提高刀具切削速度两种方式。剥离加工中心精加工元素会产生精加工的二次定位,造成质量隐患,无法发挥加工中心工序高度集成的特点,不应是我们研究的主要方向。提高刀具切削速度,应用高速切削技术,能在保证质量的同时充分发挥加工中心的高速、高效特性,因此成为我们研究的重点。
加工中心设备的特点
根据加工情况和壳体零件的工艺特点对加工分类为:钻、铰、攻丝加工、镗孔和铣形面。根据各自的加工特点,优选设备分布在卧式加工中。在工艺分布上,有针对性地选择可以整合在一起的临近工步,考虑工步间的转换,去掉每次转换刀具要经历的反复选用过程。优化夹具,为每个工步整理出有效空间。举例来说,卧式加工中心夹具为高精密设备,可使工作台在加工中保证重复定位的准确性,从而提高各个工步的加工转换速度。优化加工中心加工程序和刀具组合,合理安排换刀批次和设计走刀路线,减少空走行程和非工进的时间损失。同时,将毛坯粗加工的形面从加工中心上合理剥离去除。对于采用高精度机床进行一般性、非必要工序加工的情况,坚决取消非经济加工工步,充分发挥加工中心设备的优势,实现高效加工。
孔系加工刀具的优化选择
1.优化孔加工刀具
钻头、铰刀、丝锥及加工行程短等特点制约了孔加工效率的提升,尤其钻头在壳体加工上应用较多,因此提高其加工效率至关重要。可以从刀具形式结构入手,考虑采用标准刀具,优化刀具组合、刀具材料及刀具修磨工艺,以及采用涂层技术等提升刀具切削速度,压缩生产节拍。
(1)选择合理的高性能整体硬质合金钻头,可明显地提高切削速度。要充分发挥硬质合金基体的优异性能,必须对钻头的几何参数和钻型进行优化设计,根据加工用途对钻尖、钻尖角、刃带形状、切削刃、排屑槽形及刃带的数量等进行合理调整。我们采用了自定心结构,即钴领和三菱的SE、TF等钻心结构和钻头螺旋槽结构。其在加工中能够取消定位孔,同时螺旋槽形可改善切削过程中的切屑流,解决了铸铁零件的排屑问题。加工铸铁而采用的钻顶倒棱可使钻头以非常平稳的方式钻出工件并保持切削,直至最后一转,从而有助于避免材料崩碎现象的发生,极大地提高了钻头的切削速度和加工效率。

图3 整体PCBN刀具加工现场
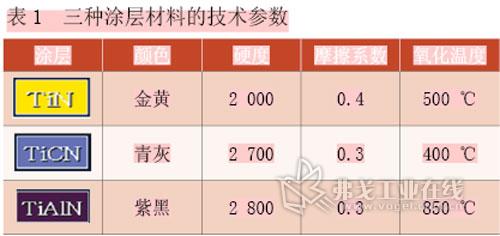
(2)采用合理的涂层提高钻头的加工效率。最常见的三种涂层材料为:氮化钛(TiN)、碳氮化钛(TiCN)和氮铝化钛(TiAIN)。其中,以20世纪80年代出现的氮化钛(TiN)涂层应用最为广泛,涂层颜色为金黄色。氮化钛(TiN)涂层可增加刀具表面的硬度和耐磨性,降低摩擦系数,减少积屑瘤的产生,延长刀具寿命。碳氮化钛(TiCN)涂层表面为灰色,硬度比氮化钛涂层要高,耐磨性更好。与氮化钛(TiN)涂层相比,碳氮化钛涂层刀具能在更大的进给速度和切削速度下加工,相关资料表明比氮化钛(TiN)涂层高出40%和60% ,且工件材料去除率更高。氮铝化钛(TiAIN)涂层刀具可以加工各种工件材料,该涂层呈现灰色或黑色,主要涂在硬质合金刀具基体表面上,在切削温度达800 ℃时仍能进行加工,加工速度可稳定在120~140 m/min。三种涂层材料的具体参数如表1所示。
2.采用加工中心进行镗削加工
采用加工中心进行壳体类零件镗削加工是制约加工效率的关键工序之一。变速器壳体零件中各个轴承孔是维系变速器传动精度的关键,加工中广泛采用镗孔的加工方式,其特点为高形位精度、尺寸精度严格,受到加工部位、尺寸精度及表面质量等限制,提高加工效率非常困难。根据实际的加工情况,采用合理的工装刀具结构和刀具匹配非常重要。
(1)选择设计合理的镗刀系统提高镗孔加工能力。采用非标设计高强度、高可靠性的刀具系统,匹配标准刀具元件,改善镗孔加工的工序能力,如在双联轴承孔加工中采用阶梯式设计的刀具系统,安装标准加工单元,形成一次刀具更换完成两个孔位加工(见图1)。
(2)提高镗孔工序的镗孔加工速度。合理的刀片结构、刀片材质及刀片的涂层也是提高镗孔加工效率的关键。采用硬质合金刀片,通过槽形改善切削条件并辅以相配的涂层,可将原有的镗孔加工速度提高15%。
铣削加工刀具的优化选择
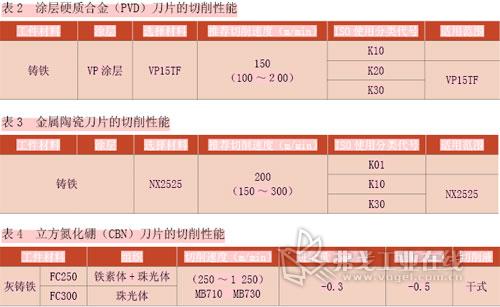
铣削端面加工工序,是壳体类零件加工的重点。采用硬质合金刀片加工铸铁壳体(HT250),切削参数为主轴转速800 r/min,刀具进给量950 mm/min,刀尖线速度为200 m/min,能够充分发挥硬质合金刀片的切削性能,但仍属于较低的切削速度范畴。金属陶瓷刀片在加工中能承受350 m/min左右的切削速度,速度提升有限,且遇到夹渣、沙眼及余量不均的缺陷,常出现刀片碎裂情况,刀片的磨损、破损或崩刃现象十分严重,切削效率极低。立方氮化硼(CBN)刀片可以达到1 250 m/min的切削速度,三菱铣削刀片三种材质的切削性能比较见表2、表3和表4。
立方氮化硼(CBN)的选型
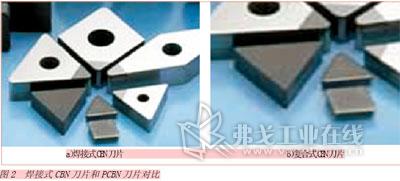
立方氮化硼(CBN)刀片有两种形式:焊接式CBN刀片和PCBN刀片(见图2)。其中,PCBN刀片从刀具坯料可分为两大类:一类是整体聚晶体;另一类是以硬质合金为基体、高温高压下在其表面烧结一层CBN微粉制成的复合片。我公司分别应用过焊接式CBN刀片和PCBN复合刀片,都产生过异常的失效形式,在性价比方面不具备优势。下面进行具体分析:
1.焊接式CBN刀片:在高速钢或硬质合金基体上局部使用焊接CBN片,遇到毛坯沙眼、余量硬度不均或断续切削等工艺不良状态,易发生焊接CBN片脱落。
2.PCBN复合片:它是以硬质合金为基体、高温高压下烧结CBN微粉制成的复合片,形成类似“三明治”式的复合结构刀片。PCBN复合片将PCBN材料的高硬度、高导热性及高热化学稳定性和硬质合金基体的强度与韧性结合在一起,因而具备较高的耐磨性和一定的抗冲击破损能力。但随着切削速度的提高,切削过程中产生大量的切削热,而硬质合金和PCBN材料的热膨胀系数差别太大,在高温下容易导致脱层,从而影响PCBN复合片的抗冲击破损能力。
3.由于焊接式CBN刀片和PCBN复合刀片存在上述问题,我们将重点放在整体聚晶体PCBN刀片的试验和推广上。目前高速铣削方面的刀具制造商主要有:(1)山特系,包括山特维克可乐满(Sandvik Coromant)、山高(Seco)、Titex、瓦尔特(Walter)及Valenite等;(2)美国系,主要以肯纳Kennametal、Widia、Star等为代表;(3)欧洲系,主要以德国为主,包括MAPAL、Guehring、EMUGE、TBT及瓦格纳等;(4)日本系,包括三菱、住友、东芝、OSG、黛杰、不二越及日立等;(5)以色列系,包括ISCAR(伊斯卡)、莫格索尔及瓦格丝等,价格昂贵。
4.国内的整体CBN技术以郑州博特硬质材料有限公司(以下简称“郑州博特公司”)整体PCBN较为成熟,并有实际应用的成功案例。该公司生产的整体PCBN刀具与国外进口的硬质合金刀具铣削国内某发动机厂生产的铸铁缸体平面的实验对比,加工效率提高30%~40%。
5.整体聚晶体PCBN刀片是由精选的CBN晶体在高温、高压下烧结而成的超硬材料刀片,采用郑州博特公司生产的整体PCBN刀具粗加工机体顶、底面,加工效率大幅度提高,刀具寿命与硬质合金刀具相比有明显改善。根据试验情况,如果对刀片采用钝化工艺,则刀具预期寿命能够进一步增加。因此,我公司决定采用该公司生产的整体PCBN刀片进行试验。我公司与郑州博特公司共同设计了SNGN120412整体聚晶体PCBN刀片,并应用在变速器壳体铣削工序中,改善效果明显。
6.实验表明,在铸铁(HT250)变速器壳体形面加工中,原采用硬质合金刀片CVDTiN(8刃)株洲转速800 r/min,切削液冷却方式,切深为2.5 mm,切削速度为950 mm/min; 采用SNGN120412整体聚晶体PCBN刀片(8刃),干切,切深2.5 mm,切削速度为2 000 mm/min,加工效率提高20%~25%。可以看出,采用该公司生产的整体PCBN刀具用于粗加工壳体大端面,加工效率大幅度提高,刀具寿命与硬质合金刀具相比有明显改善,并实现了干式加工,十分环保(见图3)。
结语
在变速器壳体加工中,将高速切削技术融入加工中心,可显著提高加工中心的生产效率,并满足多品种快速转换的生产需求。改善了加工中心在实际生产中加工效率不高的应用问题,充分发挥出加工中心的高速、高效特性。
一汽解放汽车有限公司变速箱分公司
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多