应用于汽车变速器齿轮的电子束焊接技术
由于神龙汽车有限公司(以下简称“神龙汽车”)变速器BE齿轮前三期项目设备产能存在较大缺口,为满足第四期项目产能提升需求,并为后续五期项目设备选择提供经验支持,对后续投资设备产能提出了更高要求。本着“节约投资成本,优化投资效果”的思路,综合神龙汽车原有设备的结构、加工方式以及相关国内同行采用电子束焊接加工同类零件时的经验反馈,我们制定了相应的优化方案,进行设备自主选型。对单、双工作台,正、斜枪结构,不同真空系统配置,工艺参数适配及优化应用等方面进行对比实践,力图达到产品质量要求,并满足BE变速器各档齿轮与摩擦盘焊接工艺产能的提升需求。
BE变速器齿轮焊接要求
1.零件焊接工艺要求
焊深在3.7~4.5 mm之间,焊宽为3±齿轮产品结构,对XF1419焊机工作台及枪体结构进行调整:将原XF1318的斜工作台、直枪结构改成水平工作台、斜枪结构进行尝试,两种工作台及枪结构对比如下(见图2)。这样,焊室由圆筒型改为斜箱方型,焊室容积由0.04 m3变为 0.0375 m3,有效减小了焊室容积。
实践证明:三期新设备XF1419的抽速相对二期设备XF1318明显改善,同样是四工位工作台焊室,抽真空时间约需21 s/循环,每循环可节约34 s,效果显著。
经较长时间使用发现,此种方式亦存在一定弊端,即:加工中,产生焊接粉尘较多,对焊室、真空系统造成污染,需经常进行清理,频繁更换真空泵油,设备故障率高;导致零件表面蒸镀严重,加工表面不够光亮。单工作台4工位,加快节拍后,上下料操作频率加快,增加了操作者劳动强度。
(2)加大真空系统配置型号尝试,提高真空泵抽速,提高抽真空效率
因三期XF1419设备所存弊端,增加了设备辅助工时,致效率无法最大化。所以,在四期项目XF1600设备中,考虑在XF1318设备真空系统配置方案基础上,保留原设备双倾斜工作台、直枪结构及高真空焊接方式,扬长避短。尝试优化真空系统配置,来提高真空泵抽气能力,以提高效率。优化前后配置情况对比如表3所示。
XF1600设备采用新配置后效率明显改善,由大气压到高真空抽气时间只需37.8 s/循环。相对XF1318节约工时40 s左右,满足了提高产能增加效率的目的。

2.合理选择电子束焊接工艺参数,提高焊接效率
对影响焊接时间的参数进行充分实验,在保证产品质量基础上,实现其效率最优,主要从以下几方面进行参数适配调整:
(1)根据设备功率状态,可适当加大工件转速、提高束流值,实现高效焊接;
(2)在分度精度可靠情况下,加大“大转”工作台分度速度,减少工位分度时间,减少无效工作时间。
(3)在设备电控稳定度良好情况下,减少加工时“束流”的上升及下降梯度时间,控制好零件焊缝重合度的“大束流”加工时间,使焊接过程时间分配更合理,焊接更高效。
(4)在焊室真空度的选择上,可以根据产品性能要求,及设备污染处理有效情况下,选择合适的真空度,可大大节省抽真空时间,提高焊接效率。
3.缩短电子束焊辅助时间,提高焊接生产效率
在设备长期使用中发现:辅助时间过长,是影响焊机使用效率的重要因素。对此,我们采取了如下措施:
(1)改善枪体结构及灯丝到货条件,缩短换灯丝时间
实际使用中,灯丝寿命通常在1 500件就需更换,频次较高。因老设备枪体结构限制(XF1419采用窗体结构,如图3所示),设备长时间使用使枪体发烫,致取换阴极组件时,需较长时间冷却。其空间狭小,操作起来非常不便。所以,在四期设备XF1600设计时,采用了如图3b所示的翻转枪体结构,保证灯丝更换时,枪体外露,能充分散热,操作空间大,更有利于实现快速更换。
另外,灯丝换完后,因新灯丝本体及表面易受潮或有污染,易致枪内放电,打坏零件或电子枪。所以,需较长时间做灯丝老化试验,进行烘烤。对此,在订购灯丝备件时,要求供应商发货前,完成灯丝的烘烤、老化工作。这样,现场使用时只需稍做处理,即可进行灯丝正常使用,缩短了换灯丝时间,提高了效率。
(2)真空管路结构优化,减少漏点,并采用先进真空检漏仪,缩短真空查漏时间。
四期XF1600设备真空管路设计时,进行方案优化:要求减少管路焊接及凸缘联结点,部分过渡连接管路尽可能采用整体结构,一次加工成形,以减少漏点。确需凸缘联结处,加强凸缘连接焊缝质量控制,在凸缘连接时采用较好密封圈,提高密封效果。
真空出现泄漏时,传统检查方法是:采用堵板,在系统中分段、逐级检查管路压力,费力、费时,严重影响工作效率。随着公司使用真空设备增多,为提高真空系统泄漏检查效率,建议工厂适时引进一种新型氦质谱检漏仪。该仪器灵敏度高,响应时间快,能快速、准确地查出漏点,采取相应处理措施,大大减少了故障处理时间,提高了设备利用率。
(3)优化夹具结构,提高零件装夹速度及工作效率。
由于产品所限,焊缝接头采用间隙配合,且为薄壁件。因此,我们采用了压焊方式,防止零件焊接变形,使结合面产生间隙。原焊接工装夹具采用了钢件、单头细牙螺纹连接,实际使用中不好对位、旋合,螺纹牙易磨损,拧紧时间长,且钢件质量重,操作人员劳动强度大。通过分析,我们对该夹具结构重新做出了优化设计,采用轻质材料、多头螺纹连接,较好地改善了劳动强度大、旋合不好及拧紧时间过长的问题,零件安装效率得到明显改善。
结语
随着中国汽车等机械制造业的飞速发展,大规模生产中,成本控制的进一步深入,对高效生产也提出了更高要求。与之相适应,电子束焊作为一种相对较快的焊接工艺,也在不断的优化、改善实践中。以上林林种种,并不能代表电子束作为一种高效焊接工艺尝试的全部,还有诸多的方案都等着我们去探索、实践。比如:焊室双真空系统,焊室提前预真空处理等方案,未能在此得到有效尝试。在此,也希望我们前期进行的一些电子束高效焊接实践探索工作,能为后续电子束焊接技术的应用,提供良好借鉴,为推进电子束焊接技术的发展做出应有的贡献。
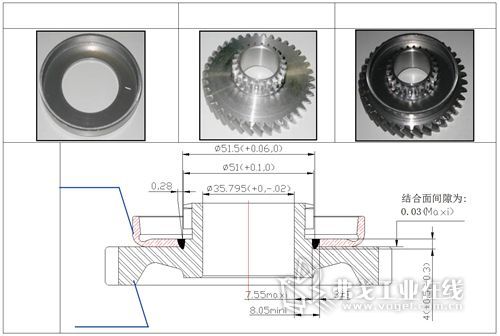
1 mm;锥盘与齿轮结合面间隙不大于0.03 mm;
横截面上焊缝左、右侧边距内孔表面的距离分别为:BE12档从动齿轮(7.55 mm,8.05 mm )、BE345档主动齿轮(9.45 mm,
9.95 mm)。BE各档零件,在热前完成齿部加工后,需将同一摩擦盘与各齿轮零件进行焊接(见图1)。
2.BE齿轮焊接设备的产能安排
因公司业务发展,产能规划时间紧迫,考虑三期、四期电子束焊项目可相继实施。三期项目规划产能为15万辆份/年,四期规划为24万辆份/年;二期项目首台BE齿轮焊接机规划为7.5万辆份/
年,单件设计节拍为0.72 min/件(包括上、下料时间)。由于设备长时间使用,设备老化、节拍漂移,实际节拍约为0.86 min/件,节拍损失率为20%,实际产能约为6万辆份。这样满足四期项目后规划24万辆份产能,两台设备(即XF1419和XF1600设备)必须满足9万辆份/台产能,考虑10%的节拍损失,这样按四工作台焊接设备设计,其产能必须满足10辆份/台,单件节拍必须达到
0.5 min/件。因此,必须提高新设备效率,方可满足产能需求。
实现BE齿轮高效焊接方案
1.激光焊与电子束焊方案分析
从焊接工艺来说,神龙BE齿轮焊深要求为:
3.7~4.5 mm,对于这个深度要求,采用激光焊或电子束焊都可以满足产品需求。但从经济性及神龙现有经验来看,采用电子束焊更符合新项目投资原则。
(1)从经济性分析,神龙汽车激光焊接机(MA齿轮设备)与电子束焊设备使用情况对比(见表1)。
综合表1进行分析,激光焊设备成本约为电子束焊接机设备(国产)的3倍,日常使用及维护费用约为电子束焊接机的9倍,经济性大大低于电子束焊接设备。
(2)神龙汽车现有同类焊接加工经验情况:自2005年始,神龙汽车已有一台BE齿轮电子束焊接机,具备设备操作、维保等相关使用经验。更换灯丝,手动操作,质量调整等具较强实践经验。维修、维护都能较好的分析判断设备故障点,并采取相应措施解决、恢复。特别在真空系统故障处理方面,积累了丰富的实战经验。
综上所述,最终决定后续项目仍然采用电子束焊接工艺。基于原设备(XF1318)相关问题,从项目设计、制造入手,实施改进。以提高设备工作效率,改善设备综合利用率为目的,满足神龙汽车后期项目产能需求。
2.高效电子束焊接设备方案
(1)结构优化
传统单工位焊接,每次只装夹一个工件,进行抽真空加工,加工节拍慢、效率低。原XF1318设备采用双工作台8工位数控焊接加工方式设计,每个工作台均布4工位,一次抽真空,实现4件连续焊接,大大缩短辅助抽真空时间。三期项目XF1419设备采用单工作台四工位,而且工作台主轴传动系统和分度系统,均采用NC系统控制,效率和精度都非常高。传统单工位焊接方式与多工位焊接方式节拍对比分析如表2所示。
实践证明,采用双倾斜工作台八工位数控焊接结构设计,工作时不受零件装夹、上下料动作影响,生产效率得到大幅提升,降低了工人的劳动强度;设备自身定位精度及重复精度都很高,使焊接工件精度更可靠,一致性更好。因此在四期项目中,XF1600设备采用了与XF1318相同的双倾斜工作台8工位数控焊接结构,在效率及劳动强度降低方面,取得了较好的实际效果。
(2)真空系统方案合理化
利用时序图工具,我们对XF1318节拍进行了分析。从工时结构可看出,主要工时消耗为焊室真空系统抽真空时间,每个循环从大气环境到低真空,再到高真空状态,其工时约为66.06 s/循环,占总工时(165.98 s/循环)的40%。因此,要实现此类焊机高效生产,必须从改善焊室抽真空时间入手,采取相应对策,进行应用尝试。
BE齿轮高效焊接方案实施
1.真空系统适配方案探索
(1)降真空,减容积,缩短抽真空时间
根据焊室真空压力不同,电子束焊设备可分为:高真空焊接机(真空度:1.33×10-1~1.33×10-4 Pa)、低真空焊接机(真空度:13.3~1.33 Pa)、以及非真空焊接机(大气环境下)三种。由于焊室真空度对电子束物理、焊缝性能和工件热影响区都有重要影响,所以必须确定合适的真空度。为充分保证焊接质量,原XF1318设备焊室真空度采用了高真空焊接方式,为达到高真空,消耗大量工时,从而降低了设备生产效率。
鉴于此,通过对国内多家齿轮生产企业调研、论证:采用低真空焊接,完全能满足神龙BE齿轮产品质量、性能要求。故在后续三期电子束焊机XF1419项目中,采用了焊室低真空方案。
方案中,为避免电子束与零件结合齿干涉,减小焊室容积,提高抽真空速度得出,结合BE
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多