压合模具内板导正结构设计
汽车车身表面件的压合质量,直接影响着整车表面质量和尺寸匹配。当产生质量问题时,若缺乏模具调整的必要手段,就会给正常的组织生产带来不良的影响,因为此类问题往往需要100%进行返修,不仅影响整车质量,而且还会造成制造成本的上升。因此,压合模具的结构设计在铸造模具设计领域具有较特殊的地位。
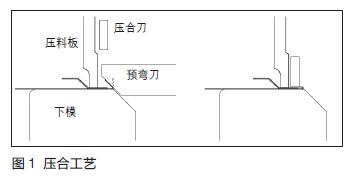
压合工艺
压合模具是成形工艺中包边工序使用的一种模具,把一个工件边沿向内折叠,使之包含并夹持住另一个工件,从而连接两个或更多的产品形成包含状态的一个整体零部件。压合模具的工作过程包括预弯、压合两个步骤,如图1所示。
早期开发的压合模上模内板导正销是无法调整的。以我公司A车型前门内板压合模具结构为例,导正销和压料板连接方式为导正销安装座→压料芯,两层连接关系,设计比较简单,但模具机械加工、安装要求很高。这种结构要求模具钳工在组立时,首次模具组立、安调就能达到产品质量要求,否则只有通过其他方法来弥补导正定位不准的问题,导致模具整个开发调整周期加长。
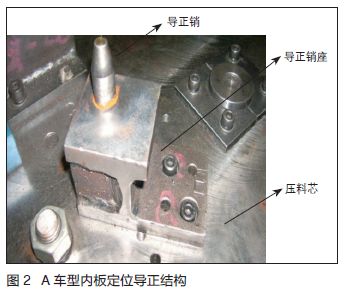
此外,这种结构还存在一个较大的缺陷:一旦后序反馈压合出现外观匹配类问题,需要调整导正销验证时,由于结构限制而无法实现;部分调整线压合间隙匹配调整达不到工艺要求时,会造成较长时间的停线问题。
在后期模具开发过程中,我们针对导正销安装座无法调整的问题,在模具结构设计中进行了改进。以我公司B车型结构为例,这种结构X/Y向可以实施调整,通过侧面螺栓固定调整量,这种结构弥补了导正销无法调整的缺失。
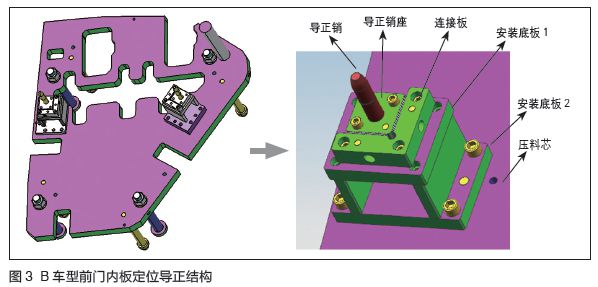
导正销和压料板之间的连接方式为导正销安装座→连接板→安装底板1→安装底板2→压料芯,五层连接关系,给模具机械加工、安装和调整增加了难度,同时这种结构需要导正销安装座设计防脱落、防带料以及防止转结构。导正销位置调整步骤为:导正销座锁紧螺栓和销钉松开→松开两侧面锁紧螺栓→增减垫片→拧紧连接板侧面螺栓→锁紧导正销座,这种导正销调整的最大问题就是位置调整 后定位销钉就装配不了,失去了精确定位的作用,一般调整时间为30 min,调整时间较长,影响正常生产。
最新导正销改进结构
针对导正销安装座无法调整的问题,为了达到可调整目的,我们对上导正销结构进行了很大改进,设计出了如图4所示的导正销结构可实现X/Y/Z三个方向的调整。
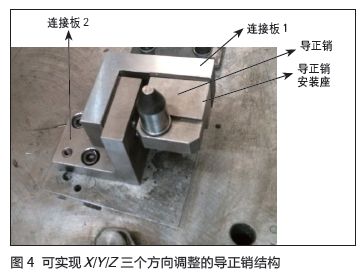
导正销和压料板之间连接方式为导正销安装座→连接板1→连接板2→压料芯,三层连接关系,导正销安装座和定位销安装部位设置2 mm台阶面,同时在导正销安装座背面通过螺母锁紧定位销。导正销的位置调整步骤为:确定好X/Y/Z任意一个方向的调整位置和调整量,松开对应的导正销安装座或连接板→增加垫片→拧紧对应的导正销安装座或连接板,这种导正销的位置调整后不影响定位销钉的再次安装,调整方便,一般调整时间为5min,调整时间短,不影响正常生产。
上模内板定位导正结构性能综合对比
我们将以上三种压合模具上模内板导正销结构进行了整理,对比分析,发现最新导正销改进结构的各项表现和综合评价较好(见文中表)。2015年初,我们参照最新导正销改进结构,对公司一款SUV车型传统四门内板的压合模具导正结构进行了重新设计,优化后的导正销定位方向调整简单快捷,尺寸控制准确,调整的位置度精确并且可追溯,通过半年多的使用反馈来看,效果很好。

结语
新开发的压合模具从模具组立、提样件→生产启动验证→尺寸匹配→批量生产,产品开发各个阶段模具都存在调整,如何配合工艺质量调整需求进行更改,将模具结构设计得简单可靠,为产品开发缩短周期,便于后期的模具使用维护,是每一位设计工程师的追求。此次模具内板导正销结构改进,参考了夹具设计定位原理,为后续压合模具设计开发提供了借鉴,同时为现有模具的结构优化提供了很好的参考。
AI《汽车制造业》
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多