冲压车间规划设计中电动无轨转运车的应用与研究
随着人们对产品质量要求的提升,大型商用车生产基地冲压车间的规划和设计越来越接近乘用车的冲压车间。除了自动化冲压线的应用之外,车间辅助设备如过跨转运车的使用也在不断增多。本文分析比较了冲压车间生产相关的几种先进过跨转运设备。
车间转运车的作用
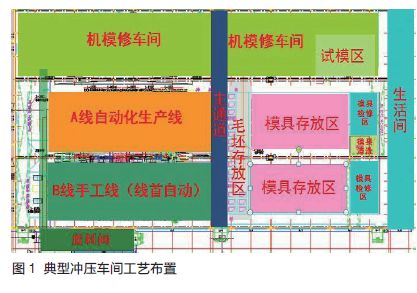
目前典型的冲压车间布置形式如图1所示。以车间主通道为轴线,冲压生产区域与模具存放区域分别布置于主通道的两侧,模具存放区域一侧设有模具清洗间,用于清洗模具。模修车间或模修区域设有调试压机,用于新模具调试或模具维修调试。模具在跨内上冲压线由天车吊运,跨间转运则需要地面平板车来实现。目前,新规划设计的冲压车间对车间内的洁净度要求较高。厂外运来的模具及板料都运送至装卸工位,由装卸工位转运至相关的存储工位由平板转运车来完成。
有轨转运车的特点
平板车作为一种厂内或车间内的转运车辆,通常为电动机驱动,又称为电动平板车,目前冲压车间过跨转运平板车主要有两种形式:拖缆式电动平板车(KPT)和低压轨道供电式电动平板车(KPD),分别如图2、图3所示。


拖揽式电动平板车运行时,靠平板车所拖拽的电缆供电。电缆的一端在地面电源上,另一端经过电动平板车的铁夹装置引入平板车。低压(36 V)轨道供电式电动平车,其工作原理是以轨道滑触线供电,地面变压控制柜将交流380 V电压降至36 V的安全电压,经行走轨道将电能传送给平板车,再经过车载变压器升压为380 V交 流电,驱动平板车运行。拖揽式和低压供电式平板车需要铺设贯穿车间各跨的专用导轨,实现模具和板料的过跨转运需求,弥补车间天车只能在跨内吊运的不足。
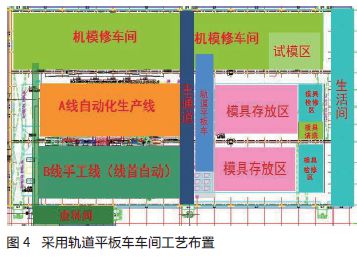
但这两种电动平板车都需要专门铺设一条横穿整个车间的过跨轨道,平板车只沿轨道往返运行于各跨距间。由于轨道的存在,整个冲压车间被平板车导轨割裂为左右两个部分,如图4所示。轨道所占面积不能存放任何模具和物料。
拖缆式平板车最大的优点就是设备价格低廉。但拖揽式的平板车,因电缆的存在,平板车的运行距离受到限制,最多不能超过60 m,一个4跨的冲压车间就需要最少2台平板车转运。电动平板车往返频繁运动,电缆极易磨损,需要定期更换线缆。低压导轨供电平板车导轨铺设时需要做特殊的绝缘处理,防止漏电事故的发生,对导轨基础有特殊的绝缘要求。导轨取电的电刷(铜质)磨损严重,需经常更换。
无轨转运车的应用
过去电动无轨转运车通常只能在大品牌合资工厂的冲压车间才能看到,随着电动无轨转运车国产化技术越来越成熟,国内新建的冲压车间采用电动无轨转运车已成为一种趋势。
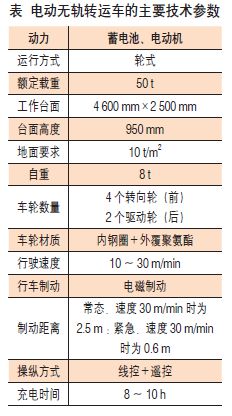
电动无轨转运车整机采用蓄电池供电、直流电动机驱动、液压转向和线控操作模式,可实现双向行驶和360°转向,刹车距离短、转弯半径小,并安装有碰撞安全保护装置和声光报警系统。根据承载吨位不同选配聚氨酯或无内胎橡胶轮,不损坏车间地面涂层。标准配置包括充电站、一件备用电池和两件电池更换推车,主要参数如表所示。
电动无轨转运车的最大优点是摆脱了地面轨道的限制,增加了车间的有效使用面积,提高了车间面积的利用率;无轨转运车可借用车间物流通道随意转向和行进,特别适用于冲压车间模具和冲压板料的过跨转运。
新建冲压车间地面为水泥硬化地面,表面涂环氧树脂,主通道及模具存放区的地坪载荷为100 kN/m2,其余区域为50 kN/m2。50 t电动无轨转运车对车间地坪载荷的要求为100 kN/m2,不会增加车间土建方面的额外费用。取消地面导轨的铺设,不仅可以节省导轨铺设的土建方面费用的支出,而且增加了车间的有效使用面积约500 m2,相当于50余套模具的存放面积。电动无轨转运车在不使用时,可停放至角落里,避免有轨平板车轨道割裂车间的问题,车间物流非常流畅。
电动无轨转运车充满一次电可运行2 000 m,经现场使用验证,充满一次电可运行一周左右。电动无轨转运车标配两块电池,拆卸方便,故充电时不影响转运车的正常工作。拆卸的电池可运至充电间进行充电,也可在车间合适的位置设置充电地点,充电操作便捷,使用更加灵活。
结语
电动无轨转运车技术日趋成熟,越来越被工艺技术人员认可和接受。本文比较了几种常见电动平板车的优缺点,结合自身新工厂规划建设过程的经验,介绍了规划期间采用电动无轨转运车的想法及生产运行中的情况,希望能够给同行提供一定的借鉴和参考
AI《汽车制造业》
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多