机器人视觉引导在焊装车间的应用
AI《汽车制造业》
2022-02-21
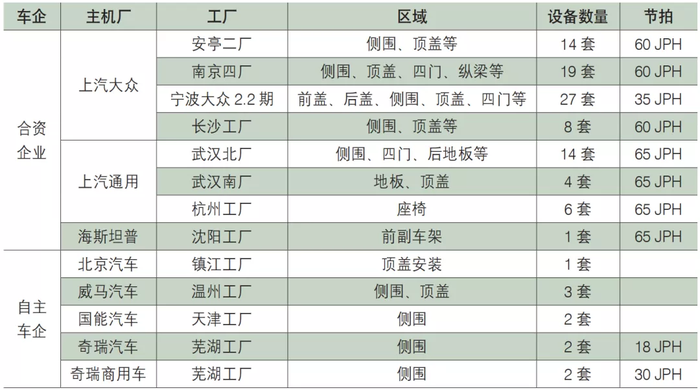
在某商用车焊装车间,库卡机器人结合ISV视觉产品形成的机器人引导定位,可以完成从EMS小车上抓取侧围的任务。应用机器人视觉引导可有效控制系统稳定性和系统故障率,同时节约成本。随着视觉引导技术的发展,可以更好地满足装配需求,保证产品的质量。
机器人视觉引导系统

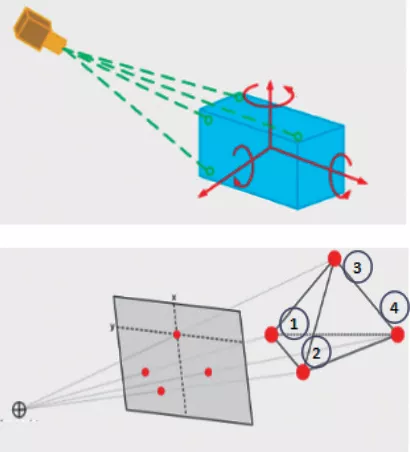
1.原理
2.系统构成
焊装车间的典型应用方案

1.机器人视觉引导抓件方案
2.机器人视觉引导装载顶盖方案
机器人视觉引导调试

1.机器人式引导相机标定(柔性引导)
2.机器人轨迹调试
3.特征点选取
4.常见故障类型及处理方法
总结

AI《汽车制造业》
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多