涂装SP件自动卸载转运设计与应用
随着我国汽车产业的发展,产能不断扩大,对生产线自动化程度要求也日渐提高。涂装车间是汽车生产四大工艺中的重要环节,提升涂装车间生产线自动化程度及产能是当下的重要任务之一。SP件指的是经过电泳和打胶后的4门2盖等车身零部件。在汽车涂装SP件生产中,通常采用人工操作吊葫芦的方式进行卸载,并利用手推车进行人工运输,人工劳动强度大。
为解决此问题,实现SP件生产的高效、自动化运输,并降低人工成本,保护员工安全,某汽车涂装车间通过空中移载机的设计与AGV的应用进行了实践改造,实现了涂装SP件自动卸载与转运。
涂装SP件生产现状
设计改造前,某汽车厂涂装车间SP件生产过程为人工手动操作,操作过程如图1所示,主要有以下步骤:①SP件(由台车搭载)从SP室体内经过人工作业打胶完成后,按下“作业完成”按钮,SP件流动到待卸载位置等待卸载;②人工手动操作吊葫芦,将SP件从台车上吊起,吊葫芦水平移动到卸载位置,落入到手推车上,吊葫芦回原位等待下一回动作;③人工将搭载SP件的手推车沿蓝色路径转运推送到SP件烤炉内停放好,人工关闭炉门进行烘烤,烘烤结束后,炉门打开,人工将手推车拉出到SP件存放处进行后续作业。由于SP件架子质量大,卸载及转运需要2~3人配合操作,这种运输方式效率低,人工劳务成本高,且人工操作手部受挤压机械伤害风险高,将手推车从SP件烤炉中拉出时,高温烫伤风险高。
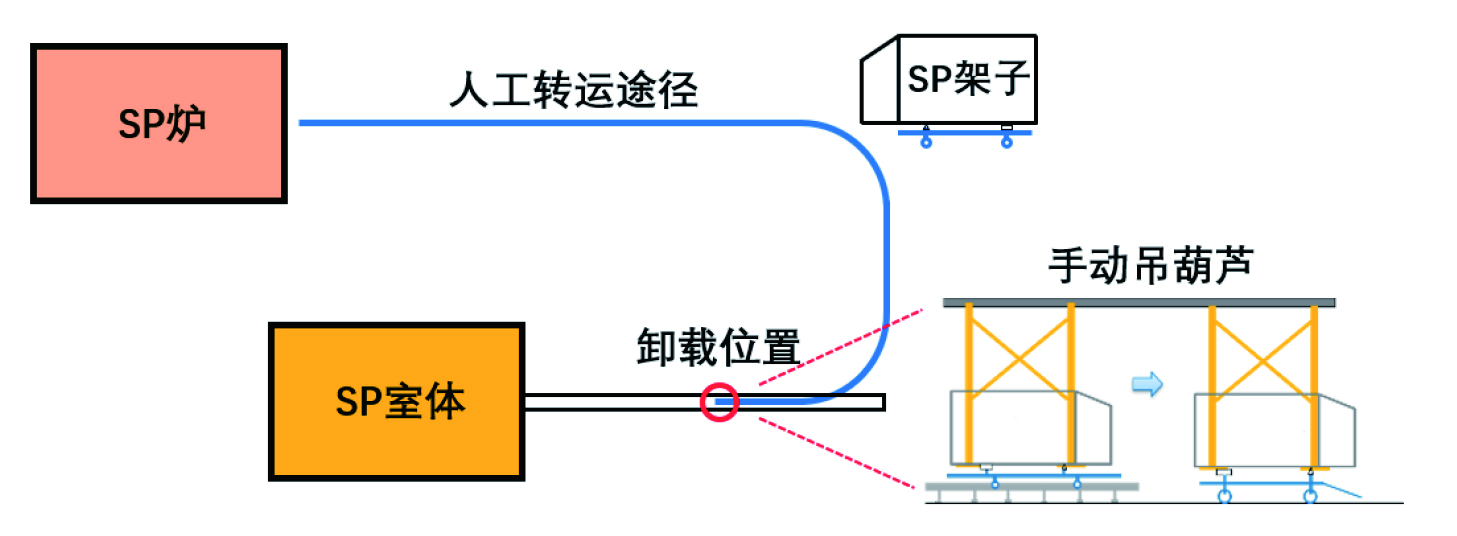
图1 SP件生产现状
自动卸载转运系统开发设计
SP件生产的自动卸载系统的设计从卸载、转运以及自动进出烤炉三个方面考虑,包括自动卸载改造、自动转运增设及自动进出SP炉烘烤改造。其中自动卸载改造包括空中移载机和台车小推车的设计与应用,自动转运通过AGV小车的应用来实现,自动进出SP炉烘烤改造通过信号连锁和往复杆等实现,如图2所示。
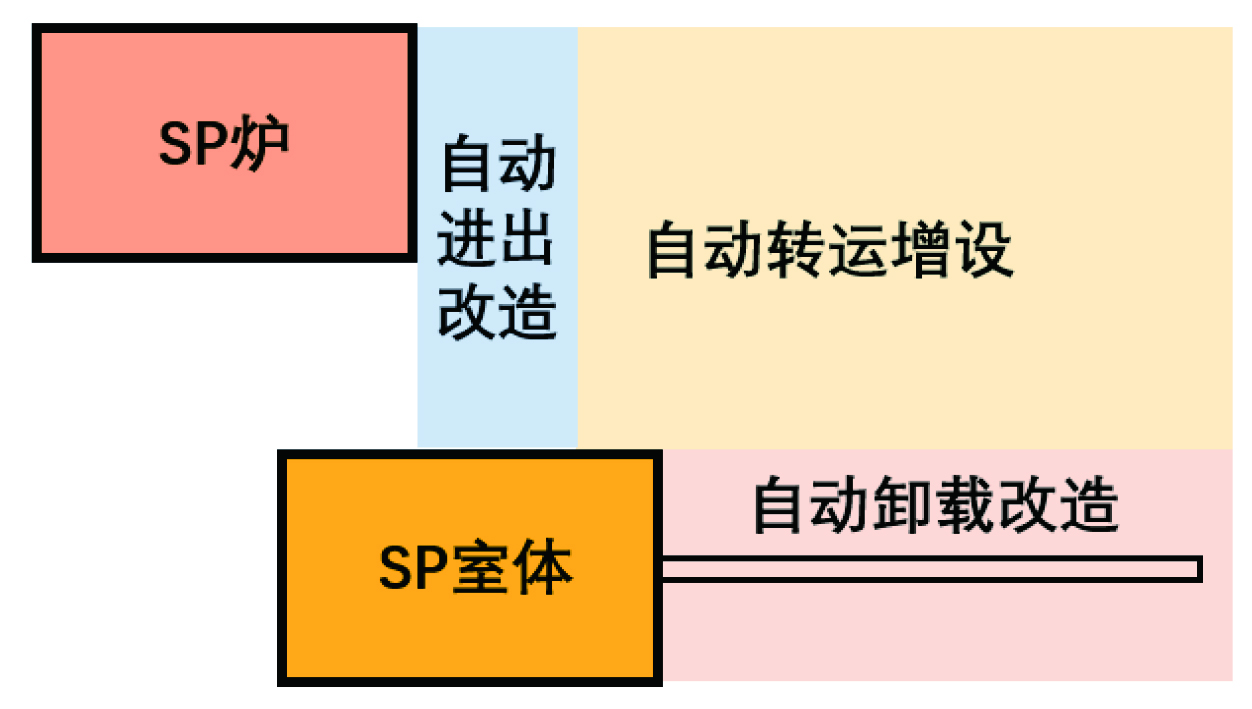
图2 SP件自动卸载系统改造
自动卸载设计与改造
SP件人工生产时是SP件在SP室体内经过人工作业打胶完成后流动到待卸载位置,人工手动操作吊葫芦将SP件移动到手推车上再搬运到烤炉。自动卸载改造是通过对现有卸载设备进行相关改造和增设空中移载机等,来实现SP件卸载的全自动控制。改造完成后的具体卸载流程如图3所示:①人工将SP手推车(空车)推放到卸载接车位置,按下“完成按钮”后,定位装置定位完成,等待SP件(或车身)着座动作;②当SP室体内“作业完成”按钮被按下后,移载机位于卸载位置时,搭载SP件的台车自动运行到卸载位置并停止,定位装置定位完成,等待移载机接车动作;③移载机将SP件(或车身)从台车上举起后移载到手推车侧,将SP件(或车身)下降着座到手推车上;④定位装置打开道岔动作,空台车自动流出进入清洗线;⑤移载机回原位,等待下一回动作;⑥手推车(载SP件或车身)等待转运。
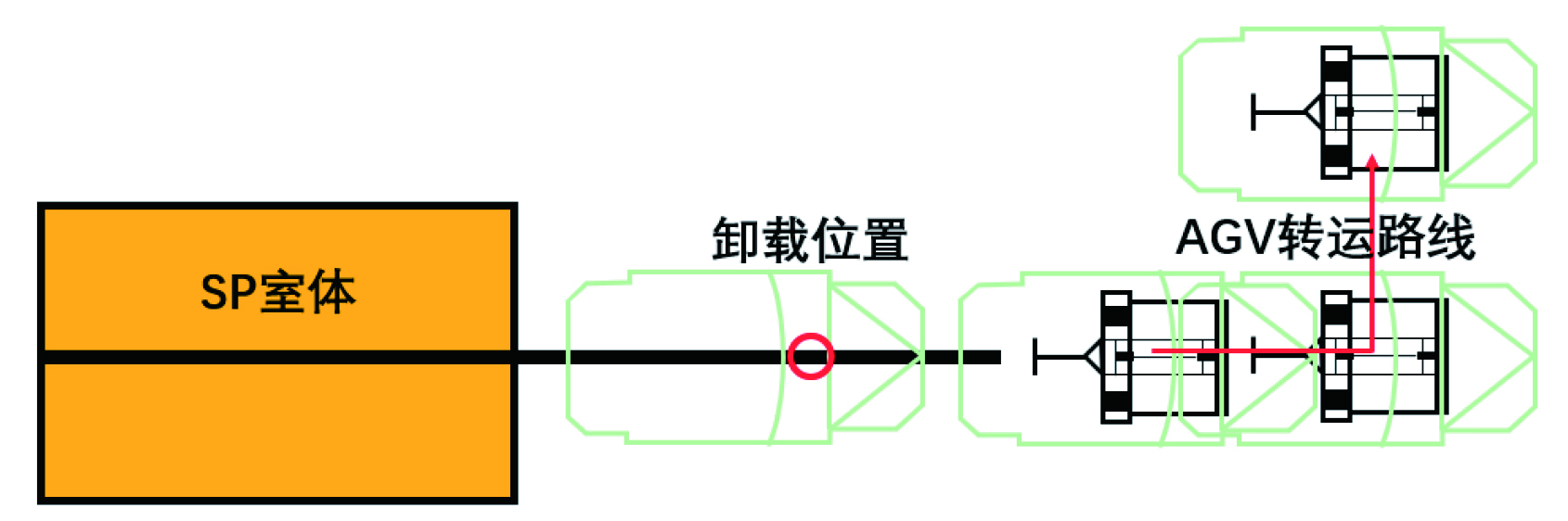
图3 SP件自动卸载改造
自动卸载改造的设计要点主要包括:空中移载机(图4)的动作行程需满足把SP件(含车身)从台车自动移载到SP手推车,需要设置SP件(或车身)在位检测、SP件(或车身)着座检测、手推车及空台车在位检测以保证检测的准确性。在台车及手推车的卸载、接车停止位设置定位夹紧装置,将反复定位动作后的定位准确性精度控制在了±2mm。移载机具备前后移动和上下移动的功能,考虑移载过程中的稳定性,通过在卸载位置和接车位置设置定位夹紧装置、停止位检测开关,将前后移动停止精度控制在±2mm。在安全性方面,移载机需充分保证移载过程中不出现SP件(或车身)滑出、掉落及撞车等异常产生。在卸载位置前的停止位设置停止器,移载机及承载块、接车位处设置定位夹紧装置,移载驱动电动机等设置过载保护。SP手推车车轮导向轨等的设置满足与通过台车手推车在道岔处手动拔出台车(含车身)时无干涉,同时满足与AGV小车在运行路径搬运SP手推车(载SP件)时无干涉。在信号连锁方面,为了满足当SP件或车身卸载到手推车上完成后传递给AGV小车搬运接车信号,移载机等与AGV小车具有信号连锁通信功能,AGV小车在接到信号后从待命点运行到手推车下完成搬运作业。

图4 空中移载机
自动转运设计与应用
SP件人工生产时是人工将搭载SP件的手推车转运推送到烤炉。如图5所示,自动转运改造通过增设相应AGV自动搬运小车及相关设备代替人工进行作业,具体流程如下:①当有SP件卸载到手推车并完成卸载作业时,AGV小车接收到接车信号从待命点自动运行到卸载手推车下,托起手推车沿设定好的路径自动将手推车(载SP件)转运到SP炉入口指定位置,等待SP件完成烤炉作业;②待手推车(载SP件)出SP烤炉后,AGV小车自动将手推车(载SP件)沿设定好的返回路线转运至SP存放区后与手推车脱离,AGV小车自动回到待命点,等待下一次作业。
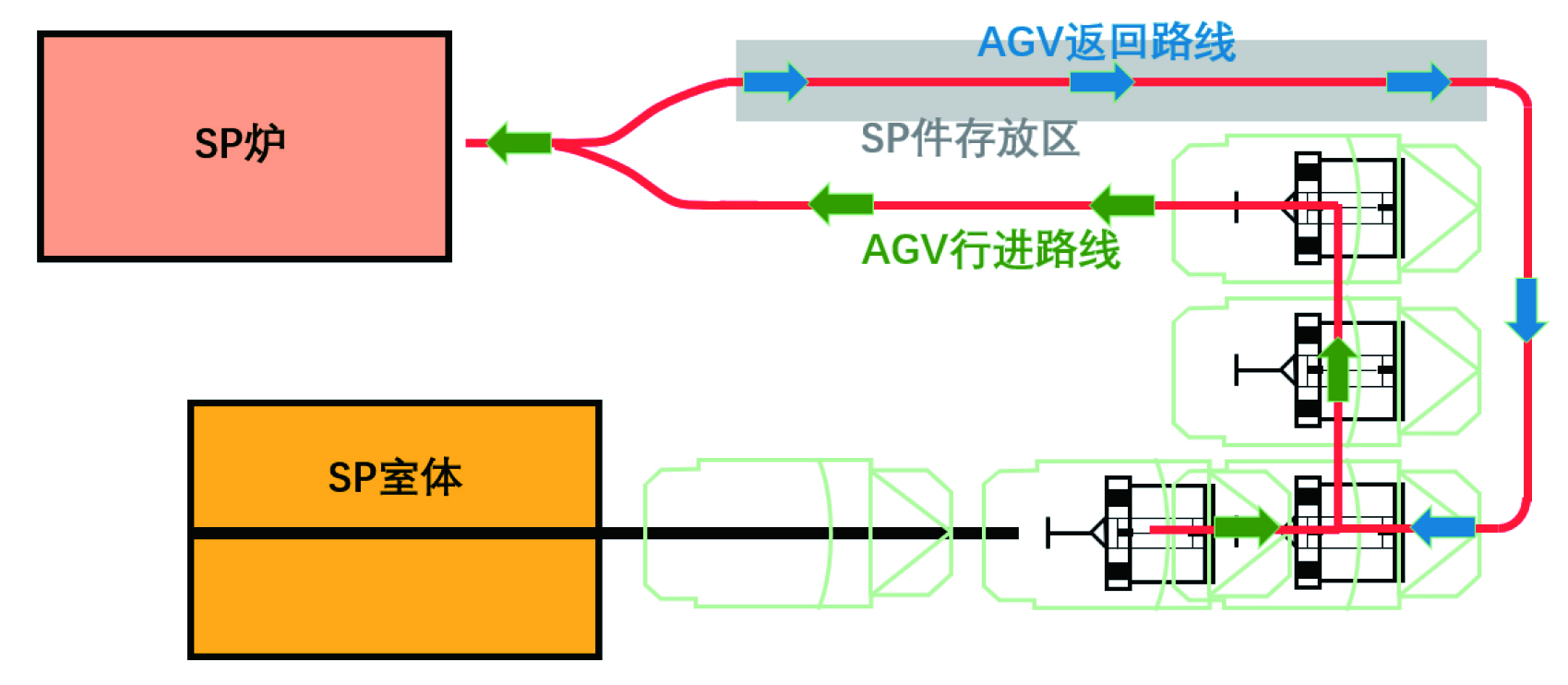
图5 SP件自动转运增设路径规划
AGV的引导原理是根据AGV行走的轨迹进行编程,数字编码器检测出的电压信号判断其与预先编程的轨迹的位置偏差,控制器根据位置偏差调整电动机转速对偏差进行纠正,从而使AGV沿预先编程的轨迹行走。在AGV行走过程中,需不断根据输入的位置偏差信号调整电动机转速,对系统进行实时控制。本系统AGV小车的驱动方式采用的是差速轮驱动,车体左右两侧安装差速轮作为驱动轮,其他为随动轮,与单舵轮或双舵轮驱动不同的是,差速轮不配置转向电动机,也就是驱动轮本身不能旋转,而是靠内外驱动轮之间的速度差实现转向。差速轮驱动方式的优点是灵活性高,同样可实现360°回转。此外,差速轮对电动机和控制精度要求不高,因而成本相对低廉。通过AGV的选型完成搭载小车的设计,如图6所示。
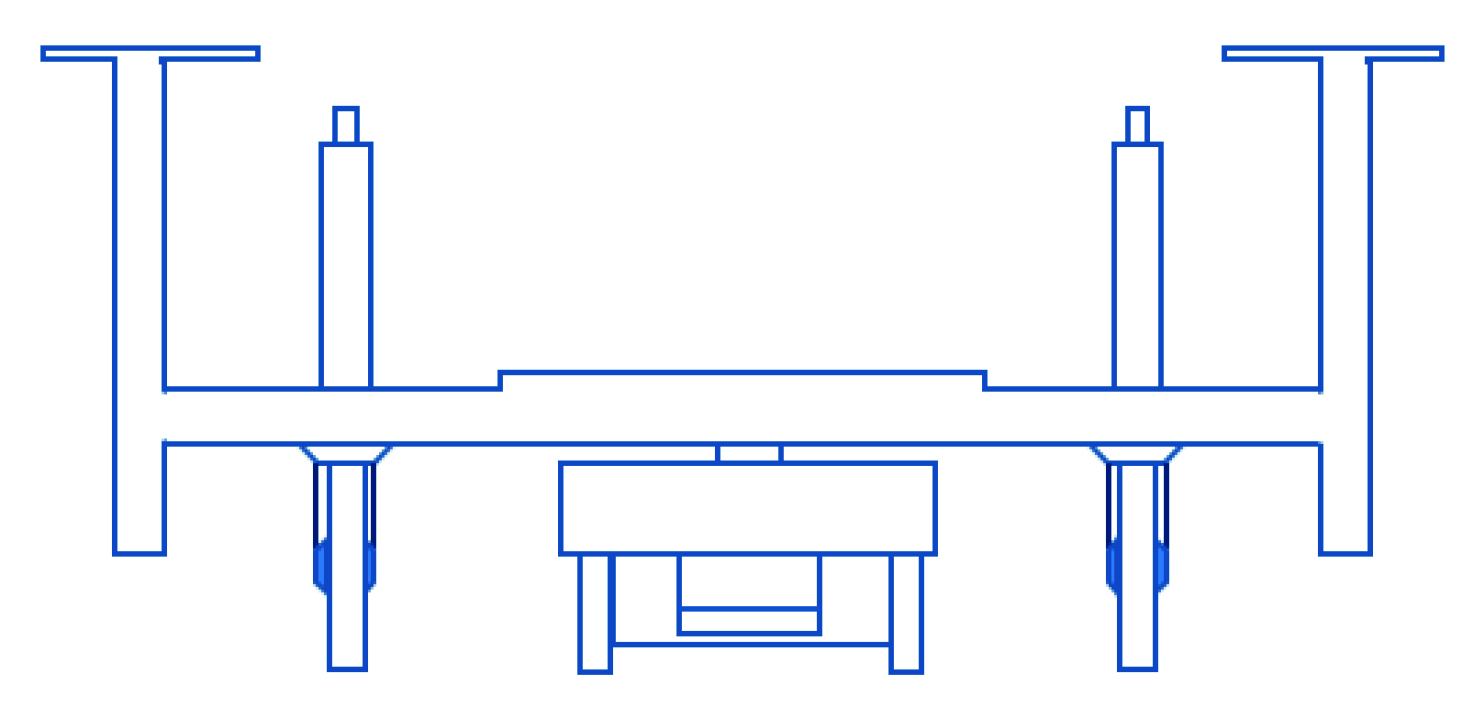
图6 AGV搭载小车示意图
在软件控制方面,本系统的AGV小车由机器人控制系统(RCS)进行控制(图7);RCS是AGV小车的调度管理系统,向上对接MES、WMS、ERP等上位系统的工作指令,向下连接所有移动机器人。AGV小车常用的导航方式为二维码导航、激光有反导航、激光SLAM导航和视觉SLAM导航等。二维码导航多用于潜伏式AGV小车,激光有反导航多用于叉式AGV小车,这两种导航方式因为技术成熟和较高的性价比而被广泛应用,但是作为引导类导航,AGV小车的行走路径受到二维码和反光板的限制,无法到达地图内的任意位置并进行灵活避障,二维码和反光板的安装和后期维护工作也会带来一定麻烦。本系统的AGV小车采用的是激光SLAM导航,将导航行走精度在控制在了±10mm以内,停止精度在±5mm以内。SLAM为及时定位与地图构建,在未知的环境中,AGV小车通过自身所携带的内部传感器(编码器、IMU等)和外部激光传感器来对自身进行定位,并在定位的基础上利用外部激光传感器获取的环境信息增量式地构建环境地图。SLAM技术可以很精确地实现环境地图的构建、定位以及多点导航。

图7 AGV小车
在安全性上,AGV小车配置的安全激光采用了独立安全控制回路,确保车体出现故障时依然具备安全保障功能,同时标配全面安全感知系统,具备360°的安全保障功能。AGV小车设有三级安全区域:减速、缓停和急停,满足安全等级3级或以上。AGV小车控制策略可以确保行驶安全,如遇人员车辆阻挡、突然闯入等发生时,能够迅速响应。安全避障传感器需根据车体运行路线及运输工件容器特点,在前后左右合适的方向与位置进行设置。AGV小车车体四周有包围安全防撞装置,包括机械防撞等安全触边。这些安全措施确保了AGV小车的安全等级要高于人工驾驶类搬运车辆。
自动进出SP炉设计与改造
SP件人工生产时是人手动操作将载有SP件的手推车推进或拉出烤炉。如图8所示,增设相应进出烤炉装置及相关设备来实现自动进出SP炉烘烤功能。具体流程如下:当手推车(载SP件)被AGV小车转运停放在烤炉前停止时,触发占位信号,通过与SP炉连锁,炉门自动打开;往复杆在摩擦轮驱动下向前推进(图9),后拨爪把手推车推送到SP炉内正中间后停下,往复杆缩回原位。待SP炉烘烤时间到后,炉门自动打开,往复杆在摩擦轮驱动下向前推进到SP炉内,然后往复杆缩回,前拨爪将手推车(载SP件)带出到SP炉外入口停止(图10),触发占位信号传给AGV小车,AGV小车完成转运搬出作业。
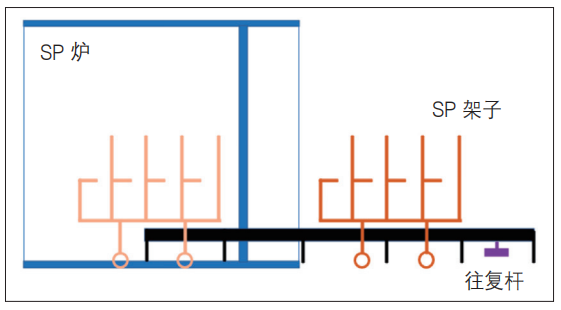
图8 自动进出SP炉烘烤改造
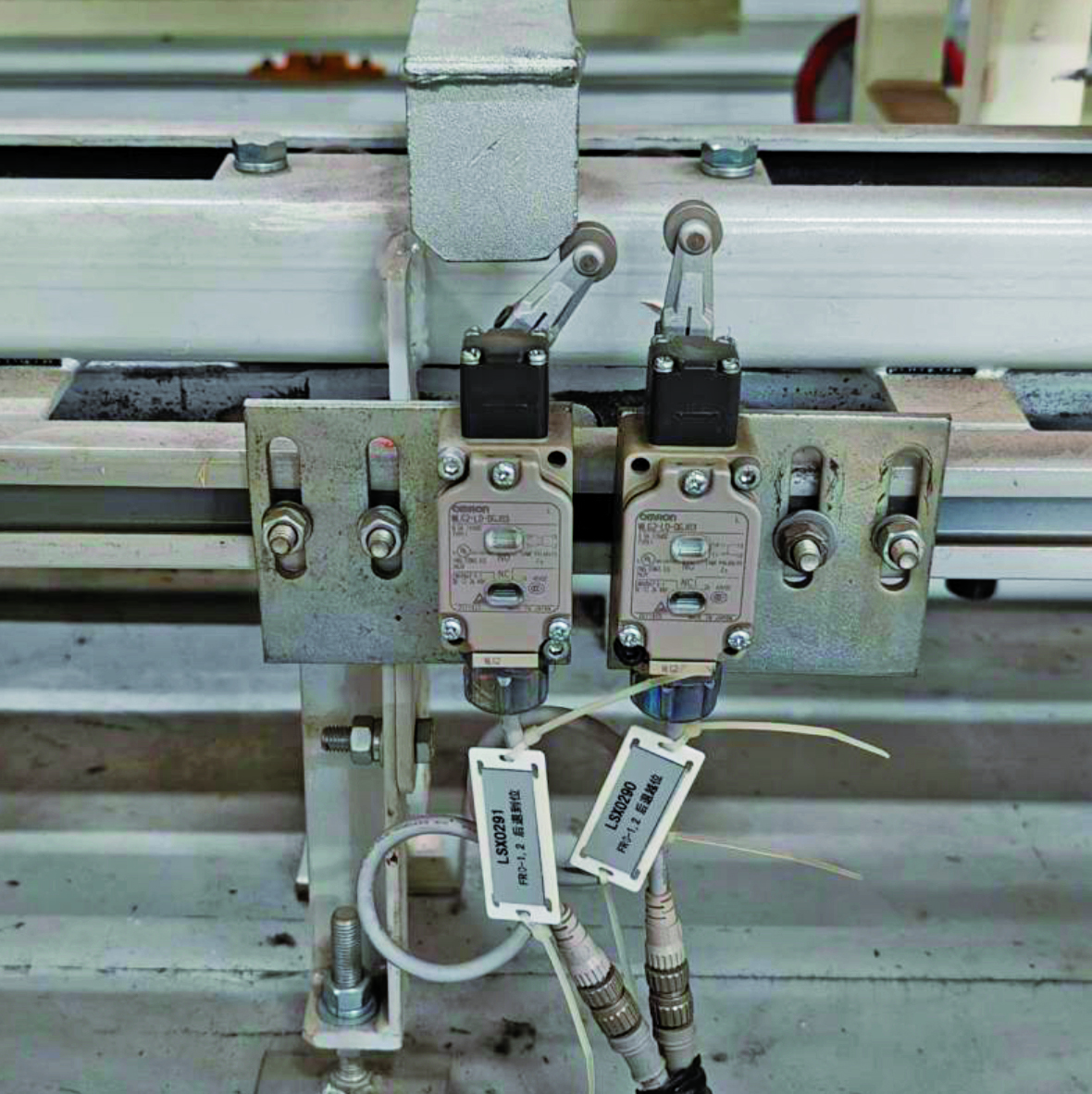
图9 往复杆

图10 拨爪自动进出
SP炉改造的设计要点主要包括:通过在SP炉入口及内部设置往复杆行走轨道及相应摩擦轮驱动,往复杆行走无打滑、卡阻;往复杆活动停止位置设置有相应检测开关,使往复杆停止时位置的精度满足±2mm以内;往复杆带动手推车移动时要保证有足够的稳定性,避免SP件滑出、掉落、撞车等异常产生;增设的往复杆及行走轨道、停止定位装置、走轮行走轨等满足与AGV小车搬运、SP手推车无机械干涉;另外,对应驱动系统设有机械和电气过载保护,当过载发生,驱动要及时切断并报警;在SP炉高温区域范围周边的摩擦轮、电器元件及相应设备等满足耐高温要求;SP炉入口设置光电占位检测开关,有手推车(载SP件)占位时发出占位信号,通过与SP炉连锁,炉门打开,烘烤时间到后,炉门打开,往复杆在摩擦轮驱动下将手推车(载SP件)带出到SP炉外,触发占位信号传给AGV小车,AGV小车完成转运搬出作业。
应用运行效果
改造后,通过在涂装车间3年多的实际生产运行,投入使用的SP件自动卸载线运行稳定,无重大设备故障发生,搬运效率大幅提升,SP件生产节拍从原来的5min/台加快到3min/台,进一步提升了SP件的产能。与此同时,替代取消了人工搬运,大大减少了该工序的人员配置,削减了劳务成本,综合成本下降8.63%,经济效益显著。
结论
为实现某汽车涂装车间内SP件在生产过程中的自动化运输,我们设计改造实施了一套自动卸载转运系统,并针对改造必需的各种自动化设备在产线投入面对的问题,对系统进行了分析,结果表明,经对影响因素的有效控制,使得SP件自动卸载线可以长时间稳定运行,在车间实际生产中取得了良好应用效果,达到了预期目标,工程经验或设备改造可供同行业参考。
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:张辉 徐佳为 徐康 李巧艺 周园 周钊 ,单位:东风本田汽车有限公司 。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
热点文章
-

-

智能网联汽车轨迹优化方法研究综述
2026-07-07
-

看见·增程的“第二生长曲线”
2026-07-14
-

中国企业出海中的人才战略与文化融合
2026-07-07
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

浅谈智能座舱与人机交互技术创新
2026-07-14
-

连接器如何破局?莫仕携“系统级决绝方案”迈入新阶段
2026-07-08
-
浅谈智能座舱与人机交互技术创新
在汽车电动化、智能化、网联化深度融合的产业趋势下,智能座舱已从配置竞争转向技术体系与落地能力的竞争。本文以零跑汽车为案例,从中央集成电子电气架构、高算力硬件、自研车机操作系统、多模态交互、舱驾融合以及车载大模型六大技术维度,对智能座舱与人机交互关键技术进行深入解析,并聚焦底层技术实现、工程化落地、量产应用效果与成本控制逻辑。研究表明,零跑汽车实现了高阶智能技术的大众化,为自主品牌提供了可复制的实践路径,验证了技术落地成效,并指明了未来优化方向。
作者:
-
看见·增程的“第二生长曲线”
-
面向ISO 34505的自动驾驶场景评价及测试优先级分析
-
国产化替代正当时:永铭车规级固液混合电容,为激光雷达发射端与算力核心提供高纹波耐受解决方案
-
智能网联汽车轨迹优化方法研究综述
-
AI《汽车制造业》增刊





评论
加载更多