总装车间拧紧结果数据校验系统
0 引言
拧紧力矩是指汽车装配时,施加在螺栓或螺母等禁锢件上的力矩。整车拧紧力矩根据机能分为A、B、C三级,根据A级自动拧紧点管理要求,设置12人进行人工拧紧校验全检,防止异常流出,但存在人员效率低、力矩异常多、异常种类多3个痛点。在国际化浪潮下,国际车型派生增多导致力矩管理困难,随着公司事业计划人效目标逐年攀升,改善人工全检方式迫在眉睫。为解决这一系列问题,我们设计了一套总装车间拧紧力矩校验系统,提高对作业现场和生产过程的管理。
1 拧紧校验系统功能
拧紧校验系统的关键需求为“提升力矩保证能力,力矩校验去检查化”,利用七维度分析,通过借鉴行业领先案例,利用人工智能(AI)先进功能,将理想状态设定为力矩异常流出为0和校验无人化。首先利用亲和图梳理客户需求,将系统分为基础、核心及进阶3大板块,14项功能。该项目主要实现以下功能。
1.1 车辆定位规格识别、任务下发功能
搭建总装车间QA服务器的生产监控智能管理系统,由设备人员根据工艺参数设置各车型识别码及对应的螺栓拧紧信息。通过线体首工位安装的RFID设备读取载码体从而识别车型信息,匹配正确的拧紧任务信息,对全厂拧紧设备进行任务下发功能。QA服务器的生产监控智能管理系统通过登录不同账户可完成上述工艺数据维护,所有的数据存储至服务器并自动备份,保证切换备用服务器时的正常生产,如图1所示。
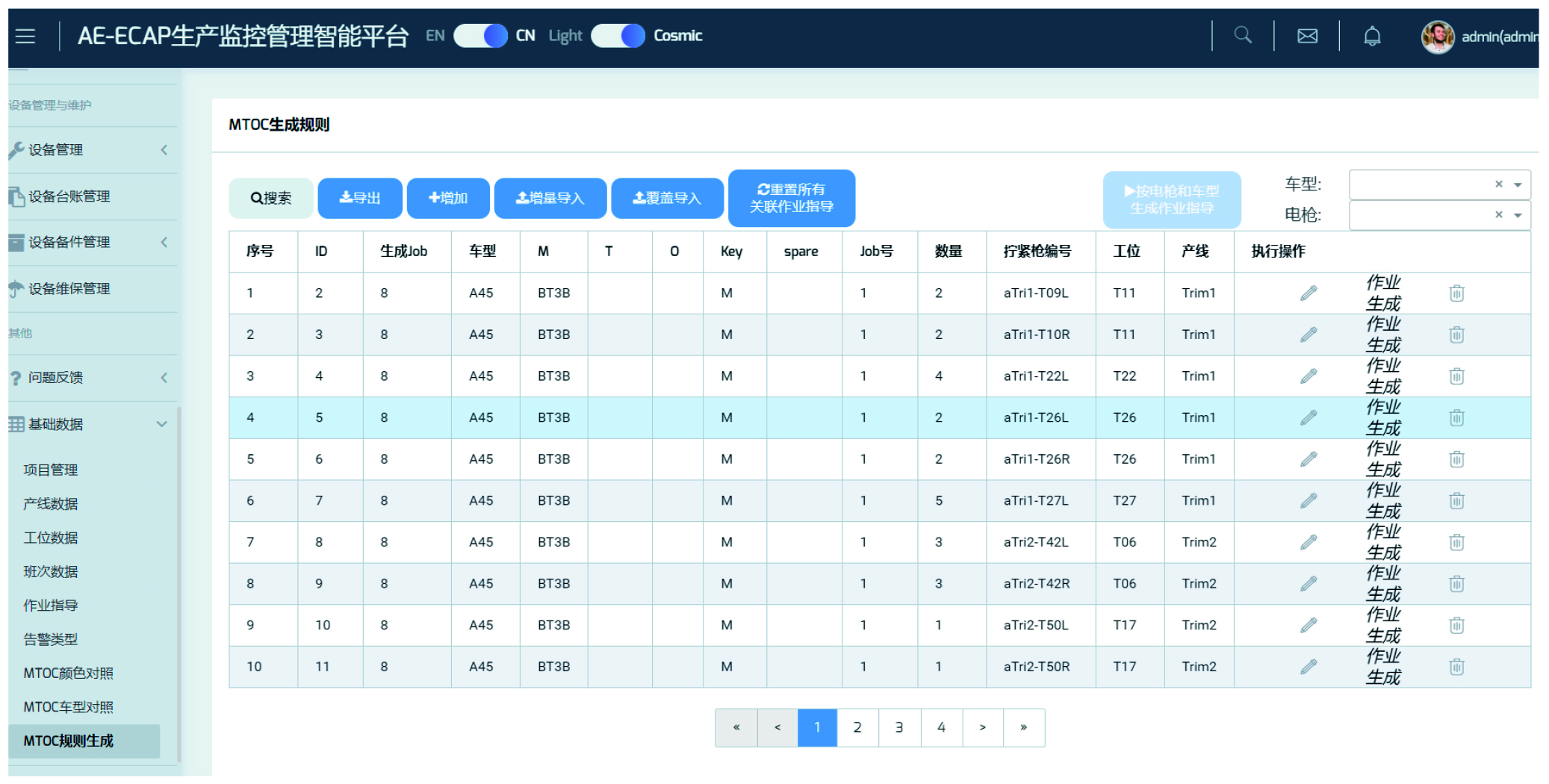
图1 工艺数据维护界面
1.2 各拧紧设备的拧紧数据工艺校验功能
总装车间各拧紧设备在收到对应拧紧任务后由员工按下开始按钮,执行拧紧作业,判定OK时,信号给到线体,线体持续运行。判断NG时,由员工标记异常,在保证线体运行开动率的情况下人工放行。由对应的员工跟随线体流动进行返修拧紧处理,如图2所示。
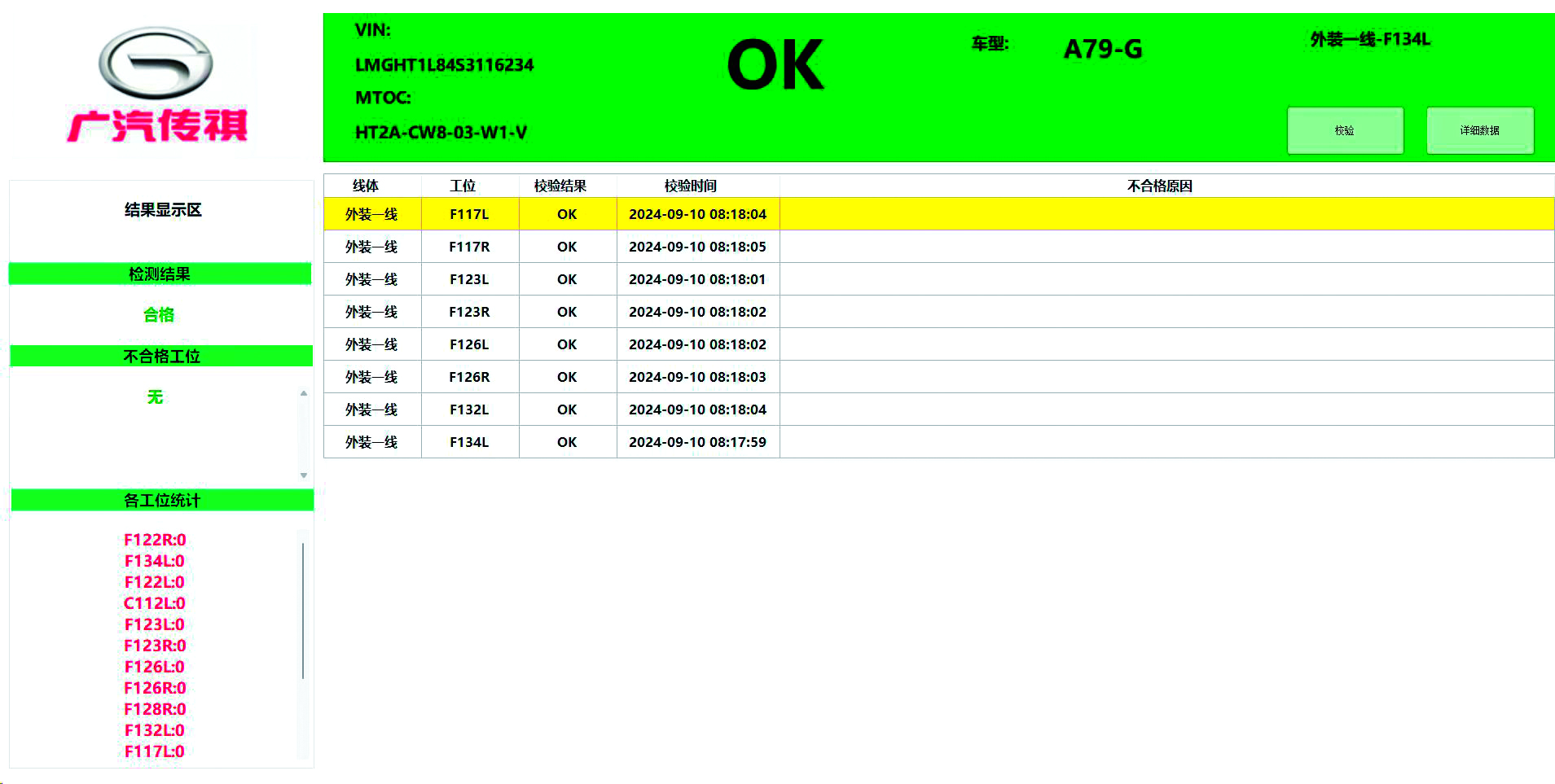
图2 线体数据校验服务器工艺核验
线体上各拧紧设备的加工、运行信息和状态结果连同车辆VIN码自动采集至服务器(服务器内部存有工艺人员设定的工艺校验标准)并对采集的数据进行实时工艺校验。例如当采集到现场LC29工位拧紧枪的数据与系统后台配置的工艺标准数据不符时(偏高、偏低或数量缺少等异常),系统可对异常进行提示,并在LC29异常工位的PC一体机进行弹窗提示。
1.3 质量门联锁防错功能
质量门联锁防错,每个线体的末端设计质量门配备PC操作站(含机柜声光报警功能),生产人员在拧紧异常随线返修完成之后,在此质量门登记返修结果。如前期系统校验异常车辆在经过质量门时处于未修复状态,系统进行报警提示或停线处理。之后由有权限的人员进行选择停线处理或异常放行,如图3所示。

图3 线体质量门联锁防错
外装下线处的质量门PC操作站使用高性能高稳定性工控机,并配备打印机,将整车下线的所有拧紧状态进行打印随车下线,通过登录管理员权限,每个线体后工序的质量门PC操作站可判定前一线体的所有拧紧枪是否满足要求,所有质量门和输送线进行信息交互联锁,结合设备运行结果及线体运行距离进行判断,质量门校验结果OK,输送线放行;质量门校验结果NG未返修或漏操作,输送线停链;同时将NG或漏操作信息进行报警提示。
1.4 岗位拧紧指示引导功能
系统开发远程客户端,利用工位一体机对本工位内的拧紧机,进行控制、采集和本地存储并动态展示,并与服务器通讯上传采集信息,通过图片方式,对拧紧目标及结果进行指导性展示。拧紧前展示须拧紧点位,拧紧合格该点位变绿,拧紧校验NG则变红提示异常,同时停线,如图4所示。

图4 岗位拧紧指示引导
1.5 服务器数据自动处理及热备功能
校验系统新增服务器做为本系统的核心,服务器端可对车间所有拧紧枪通过不同的账户权限进行结果查询、数据补录、数据修改、数据删除和工艺数据维护。各线体对应权限人员可登录管理员权限对线体的所有拧紧枪进行结果查询、数据补录、数据修改、数据删除以及以Excel/CSV/PDF等格式的文件导出,同时支持WEB界面远程访问服务器,可实时查询追溯车辆质量信息,具备结果查询、工艺数据维护和分析管理的功能,自动生成质量报表和数据分析报表。
系统需要进行冗余设计即在任何时刻必须保证系统的正常运行,例如当车间网络或系统服务器突发异常或不可抗力的系统故障时,导致拧紧数据无法正常采集,且现场的拧紧设备在正常生产,当现场网络和设备恢复正常后,系统可自动重新延续从上次断点的位置进行拧紧数据的采集和存储。拧紧数据的存储须保证存储至少10年,在此期间系统要考虑数据的安全性、容灾性能,即在任何条件下需要保证拧紧数据存储的完整性;拧紧数据自动进行汇总归档、自动生成报表后,将报表自动发送给对应的管理人员,便于管理人员进行质量管控以及对策制定。
2 拧紧校验系统架构
现场拧紧枪分别接入MES系统和QA系统,其中接入MES系统的拧紧枪主要为关重件岗位,MES系统采用开放协议与拧紧控制器通信,实现任务下发和数据采集,MES与输送线通信实现品质联锁(如侧气帘、前碰传感器和ESP总成线边分装工装台等),如图5、图6所示。
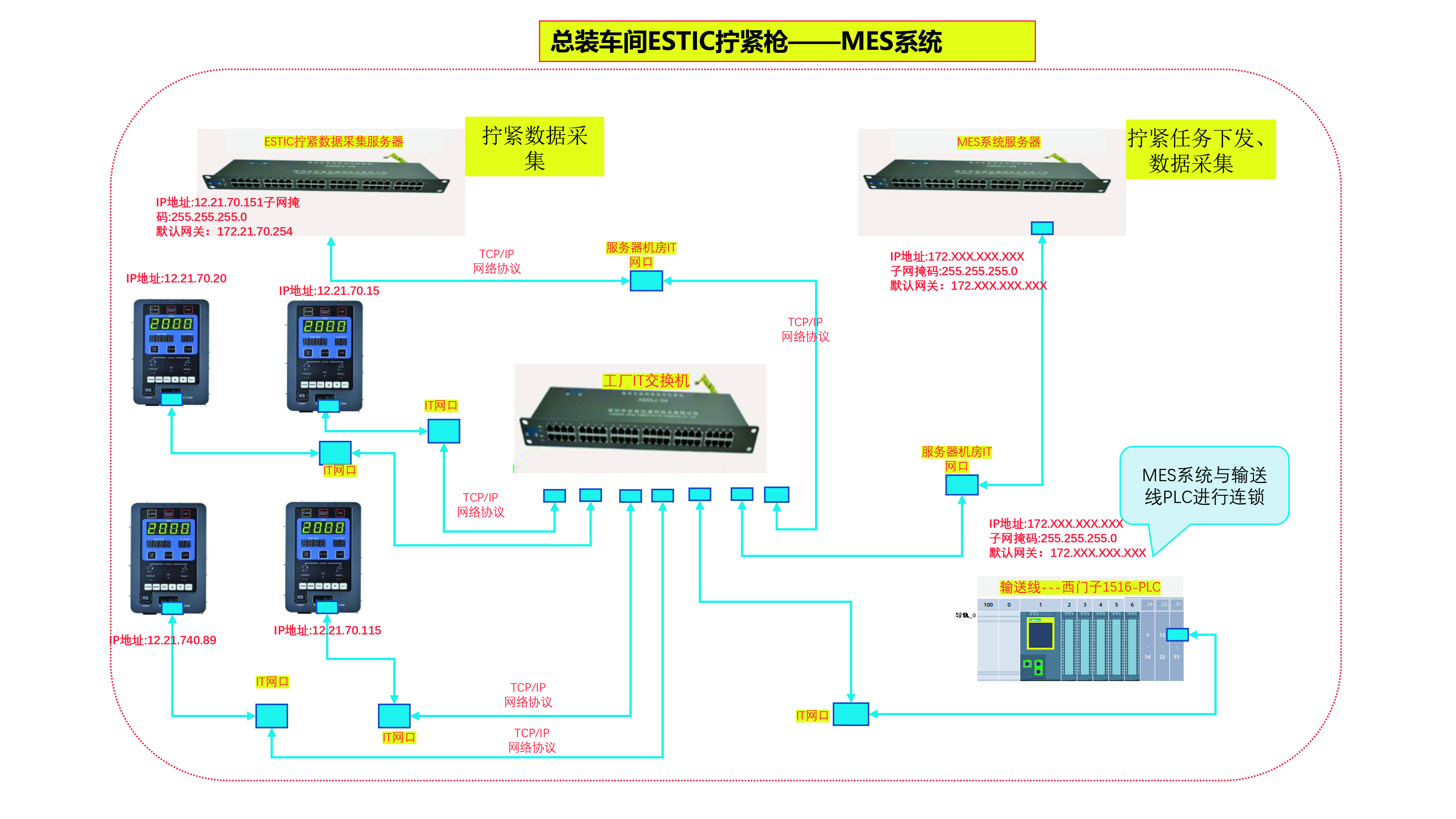
图5 ESTIC品牌拧紧枪-MES
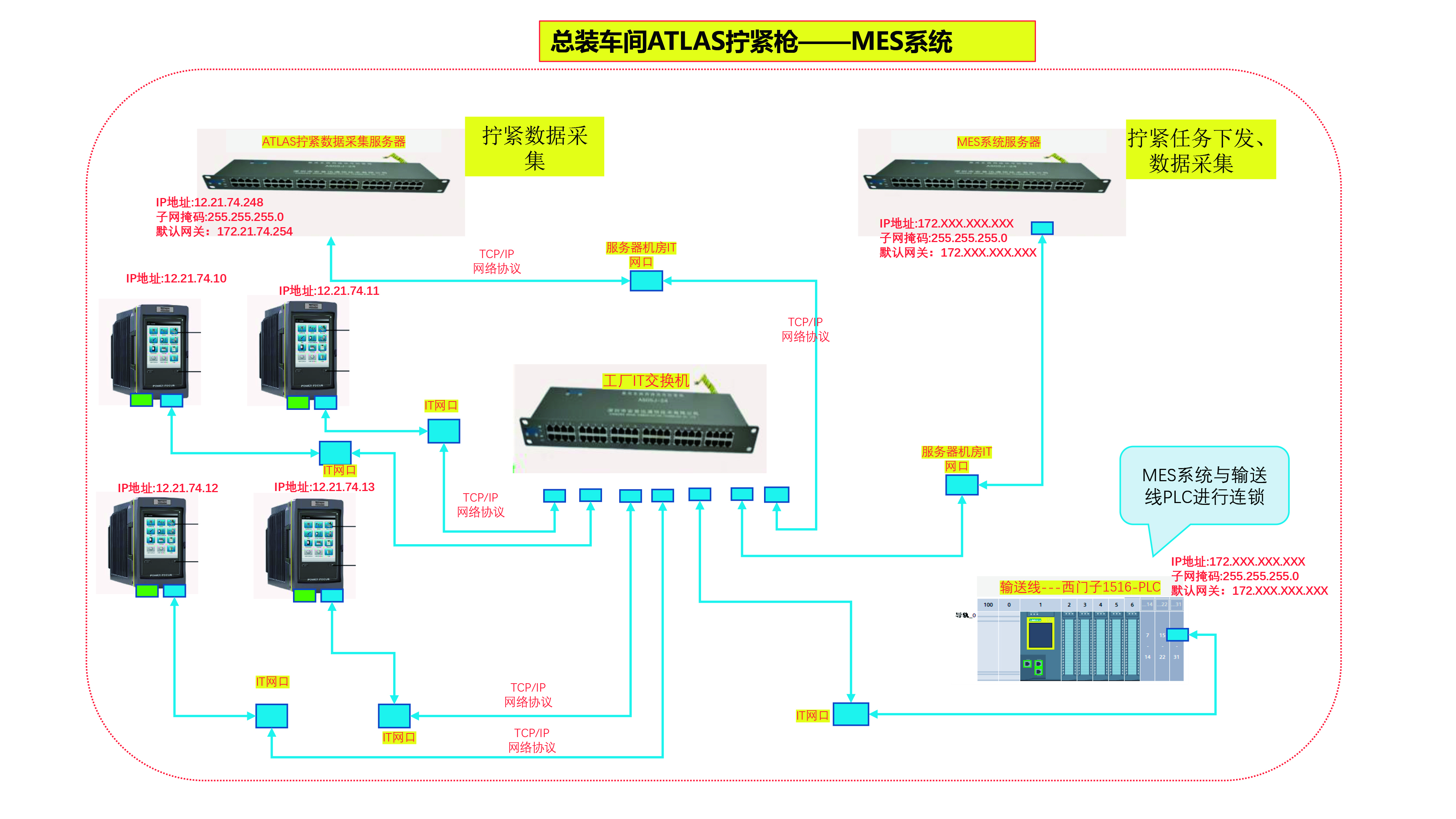
图6 ATLAS品牌拧紧枪-MES
QA系统控制核心采用西门子1518-PLC,工厂内部搭建光纤环网,通过Profinet现场总线与各线体拧紧控制器进行通信,实现任务下发,拧紧状态采集判断后与输送线通信实现品质联锁,如图7所示。
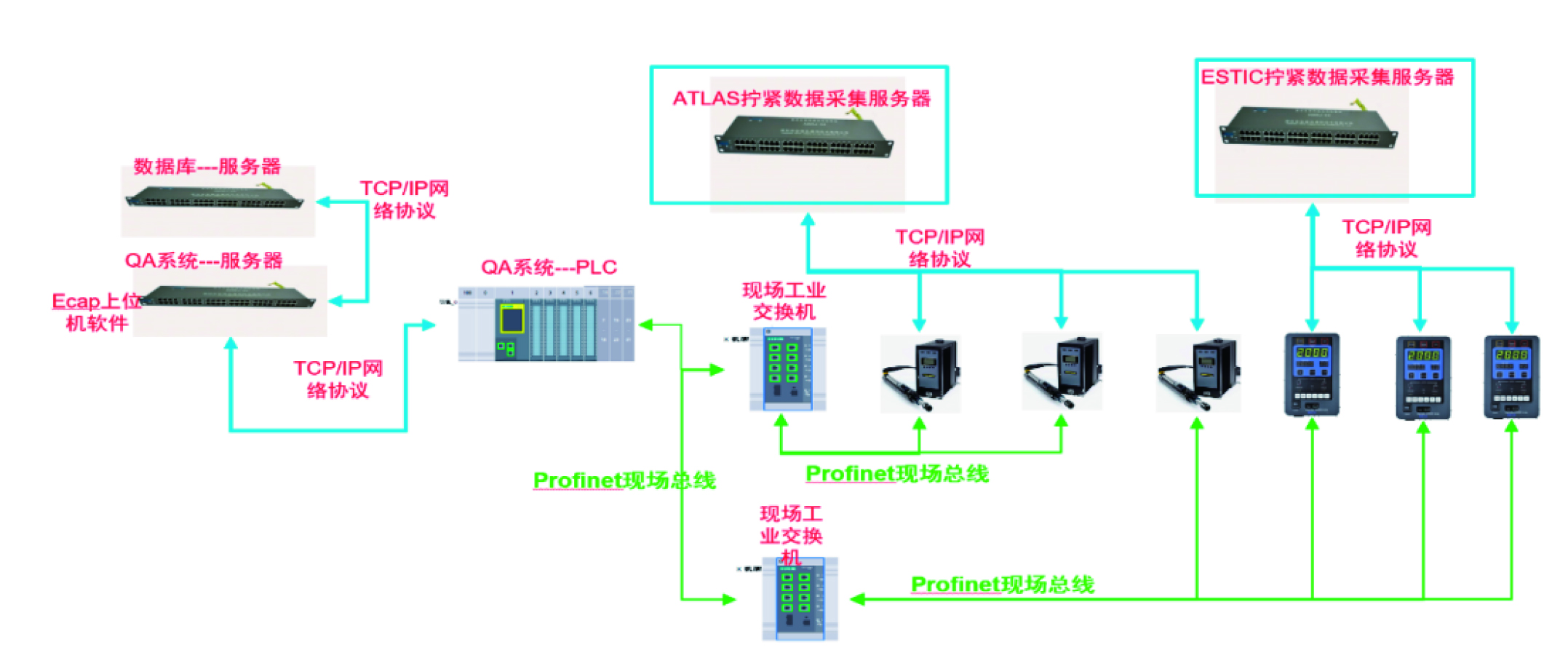
图7 ATLAS、ESTIC品牌拧紧枪-QA
MES系统和QA系统的拧枪使用2台服务器,分别安装ATLAS工具标准的TOOLSNET数据采集软件和ESTIC工具开发的Handy2000中控采集软件进行拧紧数据的采集以及存储归档,现场超过96%的拧紧工位已经安装工位一体机,MES系统拧紧工位和关重件工位的一体机进行关重件扫描绑定和工艺指导等作用约占总数量的 15%。
3 拧紧校验系统流程
车辆从涂装进入总装后,MES把队列信息推送到总装,AF-ON打印机自动将车头纸打印出来,此处可理解为涂装进入总装车间的前队列。AF-ON工位人工使用扫码枪扫描打印出来的车头纸条码信息,QA-FRID将扫描的信息写入到TAG片中。车辆进入各线体首工位,QA-RFID读取TAG获取车辆信息并生成总装车间QA系统的实时车型主队列。QA服务器通过QA-PLC获取现场实时队列,QA服务器通过实时MTOC对拧紧程序进行配置,并将车身VIN码和拧紧程序号发送给QA-PLC,QA-PLC解析服务器报文后将拧紧程序号和解锁信号VIN码下发到此工位的拧紧设备。拧紧作业完成后,拧紧数据通过以太网分别上传到ATLAS和ESTIC服务器,进行拧紧过程数据采集和存储,如图8所示。
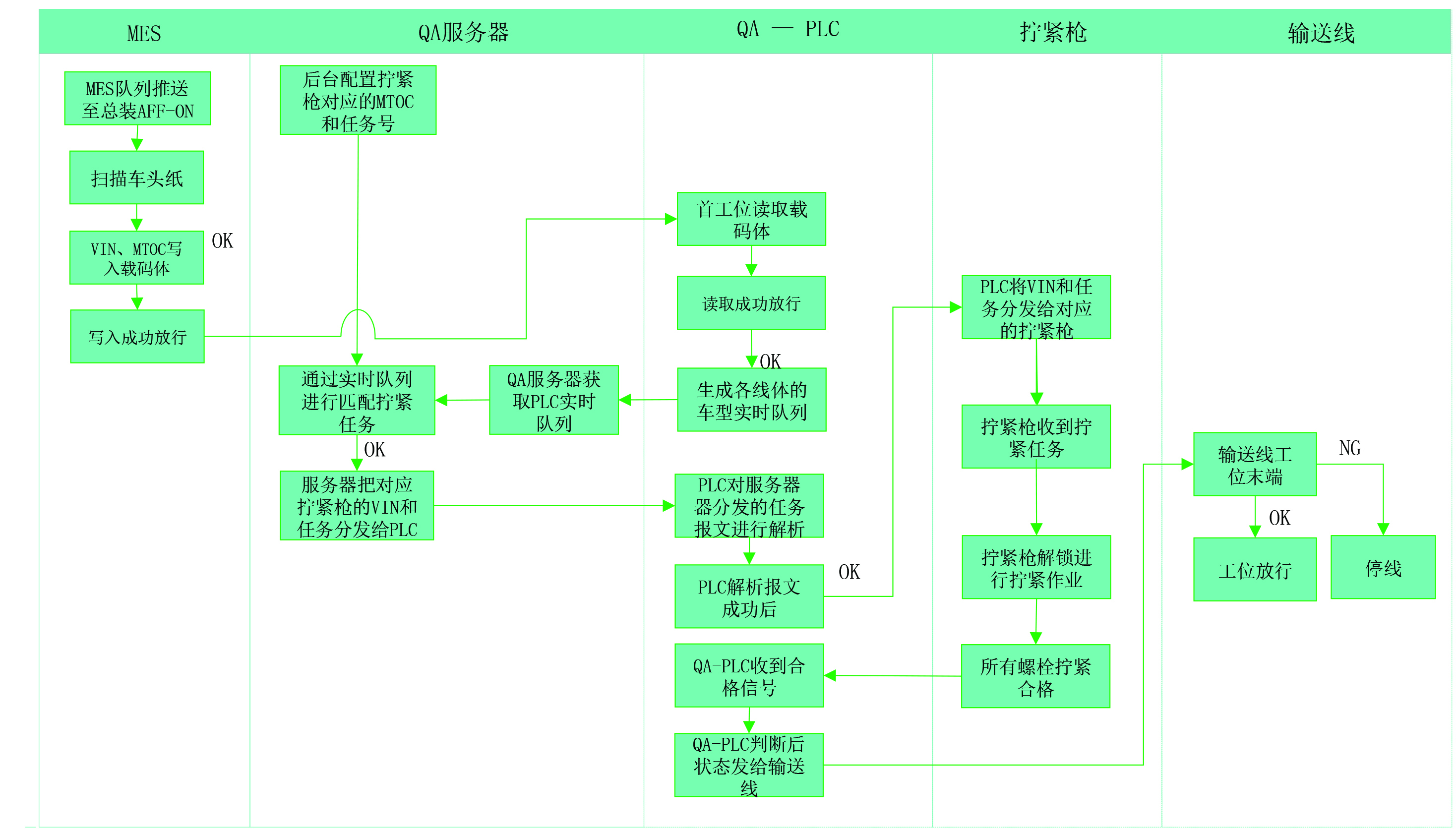
图8 岗位拧紧流程
校验系统将拧紧数据采集至校验服务器,与校验系统后台调用出来的配置信息进行拧紧数据工艺校核比对(包含量产车、拧紧力矩的目标值、上下限值、实际值、拧紧角度的目标值、上下限值、实际值、螺栓数量、拧紧程序号以及是否存在错漏拧紧等信息),校核完成后将状态信息实时展示到当前工位的一体机。
核对拧紧数据NG的情况时,在线体末端质量门PC操作站可以根据服务器配置进行停线或只报警处理(需要管理员权限进行登录后设置),线末工位一体机实时弹出报警和需要进行二次拧紧作业的车辆的信息,可通过在线返修OK后进行拧紧数据补录,或下线返修OK后进行数据补录,保证数据的完整性可追溯性,如图9所示。
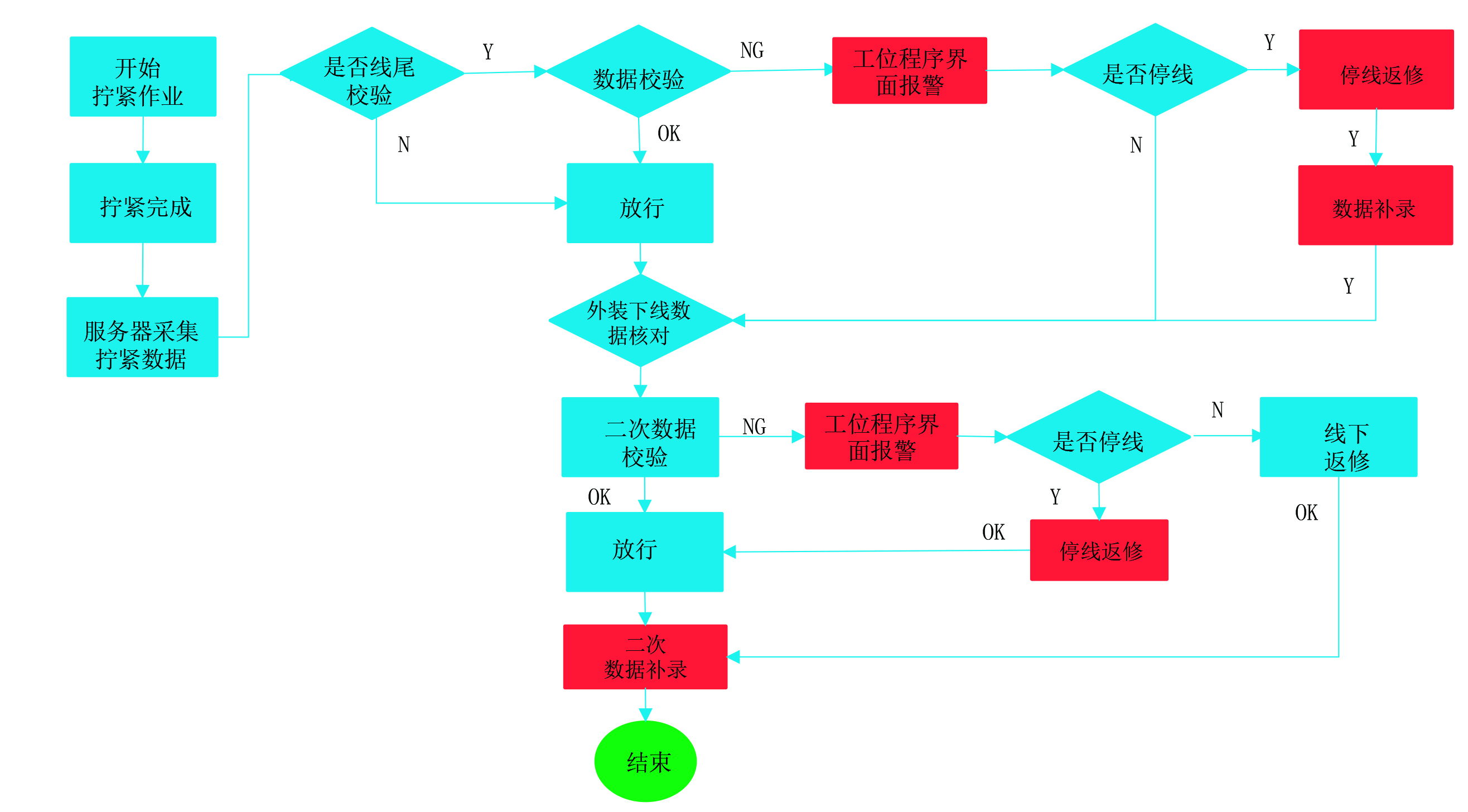
图9 拧紧后校验流程
4 总结
回顾整个过程,本系统的搭建,创新研发了力矩校验系统以实现一次拧紧、两次比对和三次校验。实现了实时、准确的采集基础拧紧数据,并对拧紧数据进行工艺校核,掌握生产现场运行情况,对作业进行合理高效调度,实现了拧紧数据的采集、追溯、校验、联锁、防错和防漏等功能,极大地提高了生产效率,同时有效地保障了产品质量。
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:廖端 颜亮 谭强 望双喜 ,单位:广汽乘用车有限公司宜昌分公司 。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

无线I/O 技术在整车总装车间暗灯系统 的研究应用
本文以上汽通用五菱某整车总装车间暗灯系统为研究对象,分析该车间暗灯系统的使用需求情况,重点研究总装车间孤岛工位暗灯呼叫与响应问题。通过研究无线I/O 模块和组建无线I/O 扩展局域网,自主设计集成无线暗灯系统,以满足总装车间远离生产线的孤岛工位暗灯功能需求。
2022-02-21
-

总装模块化装配技术在新能源电动汽车上的应用
随着科技发展和消费端个性化的需求,电动汽车越来越多样化,需要实现在同一生产线上同时生产几种产品或同一平台的不同车型,为最大限度地提升产能及实现多车型共线柔性生产,越来越多的模块化装配技术被应用在新能源电动汽车的总装车间生产线上。
2022-02-21
-

汽车总装线关键特性信息化管理与 过程监控研究
本文介绍关键特性管理系统的开发,实施总装线关键特性信息化防错管理,通过扫描VIN码实现车型智能识别获取工艺参数,数据实时采集、比对及异常报警,实现过程管理,对数据进行SPC 分析,实现关键特性过程质量监视与预防控制。
2022-02-21



热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多