冲压模具常用标准与中英文对照表
1.设计冲模时常用的标准
我国已颁布的冲模技术标准见表
分类 |
标准名称 |
标准代号 |
|
|
1)冲模术语 2)冲压件尺寸公差 3)冲压件角度公差 4)冲压件形状和位置未注公差 5)冲压件未注公差尺寸极限偏差 6)冲裁间隙 7)冲模技术条件 8)金属冷冲压件 结构要素 9)金属冷冲压件 通用技术条件 10)精密冲裁件 通用技术条件 |
GB/T 8845-2006 GB/T 13914-2002 GB/T 13915-2002 GB/T 13196-2002 GB/T 15055-2007 GB/T 16743-1997 GB/T 14662-2006 JB/T 4378.1-1999 JB/T 4378.2-1999 JB/T 6958-1993 |
11)金属板料拉深工艺设计规范 12)冲压剪切下料 未注公差尺寸的极限偏差 13)高碳高合金钢制冷作模具显微组织检验 14)冲模用钢及其热处理技术条件 |
JB/T 6959-1993 JB/T 4381-1999 JB/T 7713-1995 JB/T 6058-1992 |
|
模架 |
1) 冲模滑动导向模架 2) 冲模滚动导向模架 3) 冲模滑动导向钢板模架 4)冲模滚动导向钢板模架 5)冲模模架零件技术条件 6)冲模模架精度检查 7) 冲模模架技术条件 |
GB/T2851—2008 GB/T2852—2008 JB/T 7181.1~7181.4-1995 JB/T 7182.1~7182.4-1995 JB/T 8070-2008 JB/T 8071-2008 JB/T 8050-2008 |
零部件 |
1) 冲模滑动导向模座(上模座) 2)冲模滑动导向模座(下模座) 3) 冲模滚动导向模座(上模座) 4) 冲模滚动导向模座(下模座) 5) 冲模模板 6) 冲模单凸模模板 7) 冲模导向装置 8) 冲模模柄 9) 冲模导正销 10) 冲模侧刃和导料装置 11) 冲模挡料和弹顶装置 12) 冲模卸料装置 13) 冲模废料切刀 14) 冲模限位支承装置 15)冲模零件技术条件 16) 冲模 圆柱头直杆圆凸模 17) 冲模 圆柱头缩杆圆凸模 18)冲模 60°锥头直杆圆凸模 19)冲模 60°锥头缩杆圆凸模 20)冲模 球锁紧圆凸模 21)冲模圆凹模 |
GB/T2855.1-2008 GB/T2855.2-2008 GB/T2856.1- 2008 GB/T2856.2- 2008 JB/T 7643.1~7643.6-2008 JB/T 7644.1~7644.8-2008 JB/T 7645.1~7645.8-2008 JB/T 7646.1~7646.6-2008 JB/T 7647.1~7647.4-2008 JB/T 7648.1~7648.8-2008 JB/T 7649.1~7649.10-2008 JB/T 7650.1~7650.8-2008 JB/T 7651.1~7651.2-2008 JB/T 7652.1~7652.2-2008 JB/T 7653-2008 JB/T 5825-2008 JB/T 5826-2008 JB/T 5827-2008 JB/T 5828-2008 JB/T 5829-2008 JB/T 5830-2008 |
设计冲压模具还应该执行和采用国家基础标准有:公差与配合标准;形状与位置公差;表面粗糙度标准;机械制图标准;尺寸及尺寸系列。
2. 冲压模具术语
标准 GB/T 8845-2006 中规定了冲模、冲模通用零部件、圆凸模、圆凹模得结构要素以及冲模设计中一些主要术语和定义,表 14-2 中摘录了其中的一部份。
术语 |
英文 |
定义 |
冲模 |
dies (stamping and punching dies) |
加压将金属或非金属板料或型材分离、成形或接合 而得到制件的工艺装备。 |
单工序模 |
single operation dies |
在压力机的一次行程中只完成一道冲压工序的冲模。 |
复合模 |
compound dies |
只有一个工位,并在压力机上的一次行程中,同时完成 两道或两道以上的冲压工序的冲模。 |
级进模 |
progressive dies |
在条料的送料方向上,具有两个以上的工位,并在压力 机一次行程中,在不同的工位上完成两道或两到以上的 冲压工序的冲模。 |
无导向模 |
opening dies |
上、下模之间没有导向装置的冲模。 |
导板冲模 |
guide plat |
上、下模之间由导板导向的冲模 |
导柱模 |
guide pillar dies |
上、下模之间由导柱、导套导向的冲模。 |
通用模 |
universal dies |
通过调整,在一定范围内可以完成不同制件的同类工序 的冲模。 |
专用模 |
dies for special purpose |
专门为冲压加工指定的制件而完成某特定工序所用的 冲模。 |










3. 冲压模具主要技术条件
标准 GB/T 14662-2006 中规定了冲模零件的技术要求、装配技术要求,检验和验收技术条件、标记、包装、运输、贮存及使用规定。
冲模工作零件常用材料及热处理要求,见表



冲压帮
龚淑娟
李峥
相关推荐
-

涂装车间新风空调降本增效研究
主机厂在追求涂装设备性价比的同时,还要求使用上满足工艺要求,并且减少投资建设成本,生产时便于检修并节能减排,因此便产生了本文所研究的新风空调双工况切换阀组。我们讨论了用最短的空调段位,以满足涂装车间新风空调的使用,实现精准的温湿度控制。实践表明,利用切换阀组满足双工况的使用,可以实现涂装车间内新风空调的降本增效。
2025-02-21
-

汽车工厂能源管理4.0建设路线
在能源管理成熟度模型的指导下,奇瑞汽车已成功构建能源管理3.0体系,并规划了向能源管理4.0迈进的技术路线。通过全面实现工厂能源信息化和数字化管理,奇瑞将进一步提升能源管理的精细化水平,为推动汽车制造业的高质量绿色发展注入新动能。
2025-02-20
-

空腔防护蜡在汽车防腐上的工艺应用
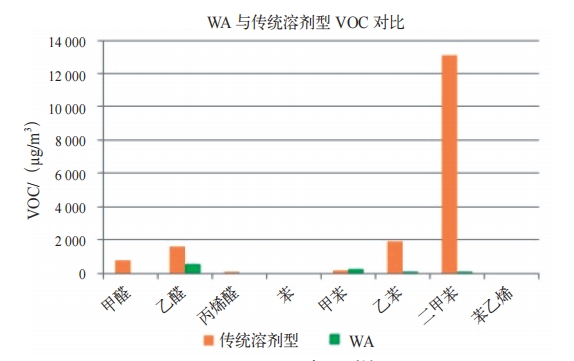
本文简述了目前汽车主机厂生产中常用的溶剂型、高固含型等空腔防护蜡,以及相对应的精准注蜡、机器人注蜡等注蜡系统,并着重介绍了一种高固含型空腔防护蜡的成膜机理,包括其耐高温性等主要理化性能、VOC排放和配套使用精准注蜡系统的工艺性能。
2025-02-20


热点文章
-

-

面向智能网联汽车C-V2X短程通信的加密算法研究
2026-07-06
-

企业海外建厂的全球合规准则
2026-07-06
-

智能网联汽车轨迹优化方法研究综述
2026-07-07
-

中国企业出海中的人才战略与文化融合
2026-07-07
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

圆满闭幕丨上海国际具身智能产业博览会(CIEI 2026)完美收官,2027再相见!
2026-07-06
-
面向ISO 34505的自动驾驶场景评价及测试优先级分析
为解决自动驾驶测试场景繁杂、测试资源有限、风险覆盖不均及传统权重主观性强的问题,依托ISO 34505:2025标准,基于危险度、复杂度和暴露度三个评价维度,构建汽车安全完整性等级(Automotive Safety Integrity Level,ASIL)-设计运行域(Operational Design Domain,ODD)动态权重模型,优化测试优先级量化评价体系。经L3级自动驾驶仿真与实车试验验证,该方法可精准划分测试等级,提升测试效率与高风险场景覆盖率,可为自动驾驶功能安全及预期功能安全验证提供工程借鉴,助力ISO 34505工程落地。
作者:
-
国产化替代正当时:永铭车规级固液混合电容,为激光雷达发射端与算力核心提供高纹波耐受解决方案
-
智能网联汽车轨迹优化方法研究综述
-
AI《汽车制造业》增刊
-
中国企业出海中的人才战略与文化融合
-
面向智能网联汽车C-V2X短程通信的加密算法研究





评论
加载更多