电池壳体的铝焊接热变形控制
为了提升这两项指标,电池壳体采用铝合金材质并使用全铝焊接技术,这种轻量化工艺技术难点是焊接后尺寸易发生热变形,不仅变形量大小不确定,而且波动非常大,对后续电池模组的装配及整车装配造成返修工时及废品。
MIG焊工艺的特点是焊接热量大、强度高,因此焊接过程中产品必然会发生较大的尺寸变化。而电池壳体作为动力件,尺寸精度要求非常高,例如长达2m的单件在完成焊接后尺寸变化量不能超过0.5mm。
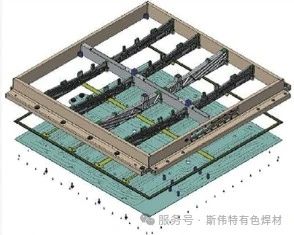
电池壳体总成由13个单件62道焊缝拼接而成,如果一次焊接成形会产生大量焊接热量导致热变形严重,就需分两步完成所有焊接,并分别在焊接完成后自然冷却释放焊接应力,减小尺寸变形。

优化
为了进一步优化焊接质量,在焊接线上会采用铝焊接热变形电池壳体校形装置,来控制焊接变形量。
铝焊接热变形电池壳体校形装置可以根据电池壳体的热变形量大小反向调整应力大小,从而实现校形电池壳体尺寸变形的效果。
其可以概括为:向焊接完成后的电池壳体施加恒定压力并保压预设时间,获取校形完成后电池壳体的尺寸变化数据,并根据尺寸变化数据计算焊接热量。

当第一个电池壳体完成焊接后,机器人将其自动抓取到校形装置,校形装置夹紧电池壳体并保压1min,随后读取测量表上的尺寸值,根据尺寸结果判定是否需要调整下一个电池壳体的尺寸。如果判定后需要调整电池壳体的尺寸,则根据公式计算出下一个电池壳体的焊接电流,相应更改焊接参数。如此循环上述作业,开展下一轮校形。
泊比松
龚淑娟
李峥
相关推荐
-

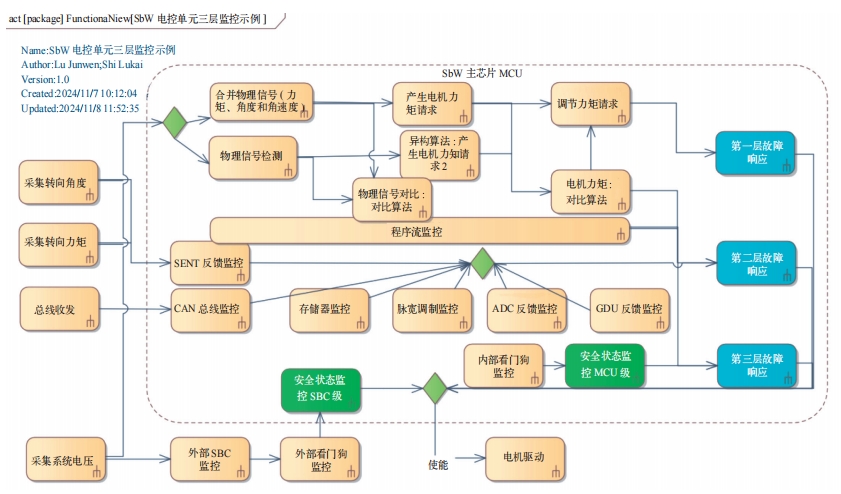
基于DIL的线控转向系统安全设计
为了对线控转向系统(SbW)进行安全设计,分析了线控转向的安全目标和故障类型,并建立安全机制。归纳了软硬件模块故障在系统层级的失效,利用驾驶员在环(DIL)系统注入故障,模拟线控转向整车在发生故障时的表现,以此验证安全机制的可靠性。针对转向盘操纵结构(HWA)非预期转向试验表明,所建立的安全机制能确保车辆平稳运行。
2025-04-01
-

基于STAR-CCM+的某车辆进气系统优化设计研究
针对市场反馈的某中型载货车发动机供气不足的问题,基于STAR-CCM+软件对进气系统进行了流体分析,根据分析结果确认进气道的改进点并做了局部结构的优化,对优化后的进气道做了分析对比,最后进行了台架试验验证。
2025-04-01
-

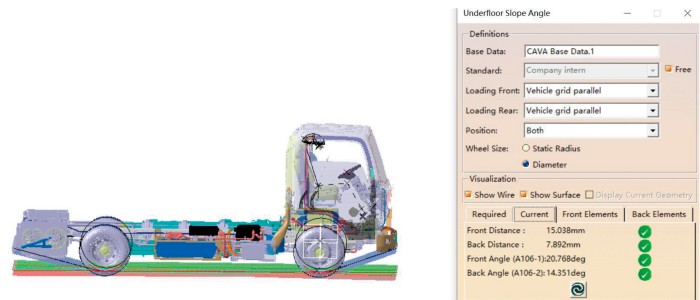
CAVA在商用车整车设计过程中的应用
本文探讨了CAVA(CATIA-AutomotiveExtensions-VehicleArchitecture)在商用车整车设计过程中的应用。详细阐述了CAVA的技术特点、工作流程以及其在提高商用车设计效率和质量方面的显著优势。通过对现有商用车设计中CAVA的应用实例进行分析,重点探讨了其在校核便利性方面的表现。
2025-03-31

热点文章
-

-

智能网联汽车轨迹优化方法研究综述
2026-07-07
-

看见·增程的“第二生长曲线”
2026-07-14
-

中国企业出海中的人才战略与文化融合
2026-07-07
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

浅谈智能座舱与人机交互技术创新
2026-07-14
-

连接器如何破局?莫仕携“系统级决绝方案”迈入新阶段
2026-07-08
-
浅谈智能座舱与人机交互技术创新
在汽车电动化、智能化、网联化深度融合的产业趋势下,智能座舱已从配置竞争转向技术体系与落地能力的竞争。本文以零跑汽车为案例,从中央集成电子电气架构、高算力硬件、自研车机操作系统、多模态交互、舱驾融合以及车载大模型六大技术维度,对智能座舱与人机交互关键技术进行深入解析,并聚焦底层技术实现、工程化落地、量产应用效果与成本控制逻辑。研究表明,零跑汽车实现了高阶智能技术的大众化,为自主品牌提供了可复制的实践路径,验证了技术落地成效,并指明了未来优化方向。
作者:
-
看见·增程的“第二生长曲线”
-
面向ISO 34505的自动驾驶场景评价及测试优先级分析
-
国产化替代正当时:永铭车规级固液混合电容,为激光雷达发射端与算力核心提供高纹波耐受解决方案
-
智能网联汽车轨迹优化方法研究综述
-
AI《汽车制造业》增刊





评论
加载更多