乳化液浮油控制技术在发动机工厂的应用研究
0 引言
近年来,铝合金发动机已经基本完全替代了传统的铸铁发动机,且加工节拍和加工效率要求日益提高,同时要求切削液的消耗量更低,使用寿命更长,以达到节能减排的需求。为了满足我公司铝合金发动机的苛刻加工需求,设计切削液配方时,会引入更多的合成酯和基础油来满足润滑需求。同时还要减低乳液的颗粒度,减少工件带走。但随着加工负荷的不断累积,切削液都会面临老化的问题,主要表现就是切削液的颗粒度变大,浮油增多,从而引起消耗量偏大。
乳化切削液的性能往往由配方中的不同添加剂决定,乳化剂作为乳化切削液的一种重要成分,其自身具有的双亲性、湿润分散性和乳化性等都对乳化切削液的综合性能有较大的影响。针对上述问题,我们选择两种不同类型的乳化剂复配使用,考虑表面活性剂的HLB值(即亲水亲油平衡值),通过实验室试验和产品实际试用,获得可满足加工工艺要求的乳化切削液。
1 实验
1.1 设备与材料
1.1.1 分析测试设备
气相色谱仪,GC Agilent 6890N型。电感耦合等离子体元素分析仪,ICP Perkin Elmer ICP Avio 200型。激光颗粒度测试仪,Beckman Coulter LS 13 320型。泡沫测试仪,SITA Foam Tester型。攻丝扭矩测试仪,Megatap II型。pH值/电导率测试仪,Mettler Toledo S475型。精密天平,XS1003S型。全自动电位滴定测定仪,T70型。电导率测试仪,MC226型。pH测试仪,MP220型。折光率测定仪,Quick-Brix60型。
1.1.2 测试材料及添加剂
纯水。醚酯类乳化剂E1、E2、E3、E4、E5和E6。脂肪醇醚类乳化剂A1、A2、A3、A4和A5。酰胺类乳化剂N1、N2、N3和N4。现场杂油。
1.2 测试方法
首先对现场的杂油进行理化数据分析,针对其主要成分进行乳化剂的筛选,最终选择最佳的乳化剂或乳化剂组合,操作步骤如下。
(1)分别在杂油中加入20%不同的乳化剂,搅拌均匀。
(2)在具塞量筒中加入90g的纯水,然后再加入10g样品,盖上塞子,上下摇晃10次后静置24h。
(3)查看乳化液分层情况,记录乳化层、皂化层和浮油的体积(以mL为单位)。
2 结果与讨论
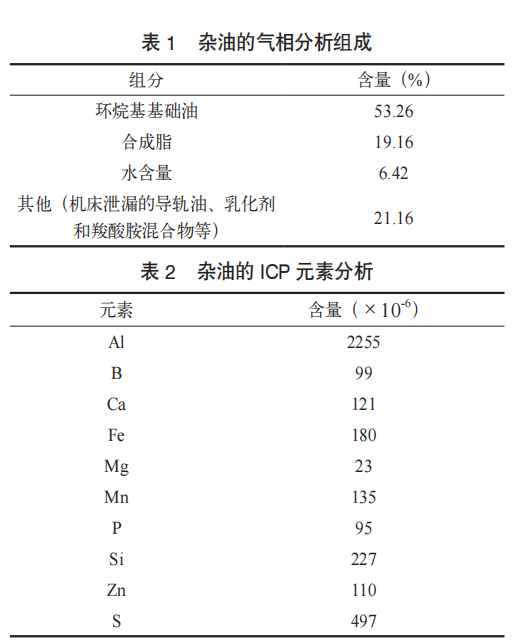
2.1 杂油的理化分析结果
杂油的气相分析结果见表1。
杂油ICP元素分析结果见表2。
杂油中的硫(S)元素含量来自液压油。磷(P)元素均可能来自切削液和导轨油。锌(Zn)元素可能来自导轨油和缸盖材质。其他多数元素如Al、Fe、Mg、Mn和Si主要来自缸盖材质。结合气相分析结果判断该杂油的主要来源是切削液本身和导轨油。
切削液乳化剂的选择是比较复杂的,需要考虑抗硬水性能、泡沫性能、增溶性能以及系统的兼容性。不同的乳化剂对体系影响较大,同时也影响切削液的使用性能。切削液中常见的乳化剂一般有阳离子型、阴离子型和非离子型。阴离子表面活性剂分散在水中会电离出大量游离阴离子,因而一般具有良好的分散性去污能力,常用的有十二烷基苯磺酸钠、石油磺酸钠等。阳离子表面活性剂分散在水中会电离出大量游离阳离子,其阴离子基团并不具备表面活性,所以洗涤性差但杀菌性强,常用的如脂肪酸烷基酰胺、脂肪族季铵盐等。非离子表面活性剂按照亲水基团来分类,可分为聚氧乙烯型和多元醇型两大类,它在水溶液中不发生电离,不易受酸、碱和强电解质的影响,所以稳定性好。而且它具有良好的配伍性,能与其他乳化剂和添加剂相容。
目前主流切削液中采用的乳化剂均为非离子的脂肪醇醚类和酯类乳化剂。脂肪醇醚乳化剂加不同比例的环氧乙烷和环氧丙烷后具有良好的乳化性能,同时泡沫也较低,可以通过调整环氧乙烷和环氧丙烷的量来调整其亲油和亲水性。酯类乳化剂乳化合成酯的性能较好,且其具有更低的泡沫和良好的润滑性。不同环氧丙烷的加成量,也决定了其亲水和亲油的平衡性。
根据以上的测试结果、我公司产品加工要求及市场可购买的主流乳化剂产品,选用了6种醚酯类乳化剂、5种脂肪醇醚类乳化剂和4种酰胺类乳化剂进行筛选测试。
2.2 乳化剂复配测试结果
醚酯类乳化剂一般指含有羰基且接有环氧丙烷(EO)的化合物,其大类的结构式如图1所示,随着EO数量和酯基链的不同,其HLB也不同,乳化性能也有较大的差异,见表3。
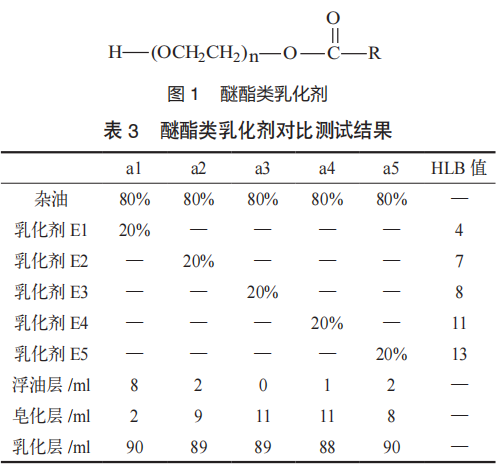
由表3测试结果可以看出,乳化剂E3的乳化效果最好,无浮油。
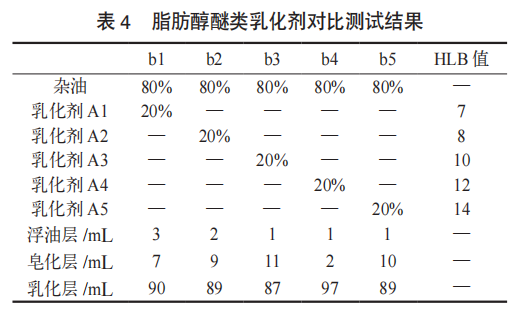
脂肪醇醚类乳化剂一般指不同分子量的脂肪醇上面加环氧乙烷(EO)、环氧丙烷(PO)、加环氧乙烷(EO)和环氧丙烷(PO)嵌段的表面活性剂,结构式如图2所示,对比见表4。
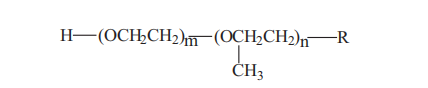
图2 脂肪醇醚类乳化剂
由表4测试结果可以看出,乳化剂A4的乳化效果最好,有97mL的均匀的乳化层,仅有2mL的皂化层,1mL的浮油。
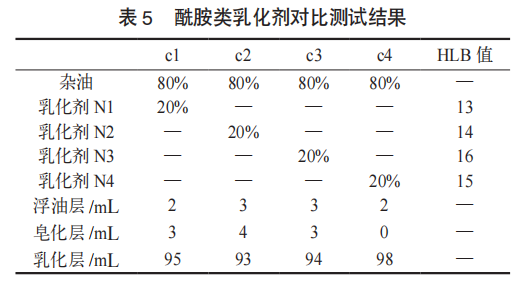
酰胺类乳化剂一般指不同的醇胺和不同脂肪酸反应生产酰胺,具有良好的乳化性能,结构式如图3所示,对比见表5。
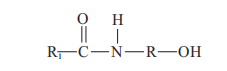
图3 酰胺类乳化剂
由表5测试结果可以看出,乳化剂N4的乳化效果最好,有98mL的均匀的乳化层,无皂化层,仅有2mL的浮油。
根据以上不同种类的乳化剂的对比,选择3个最佳的乳化剂进行不同的组合复配,评测其综合性能,见表6。
注:泡沫等级数值越大,泡沫高度越高,消泡性能越差。
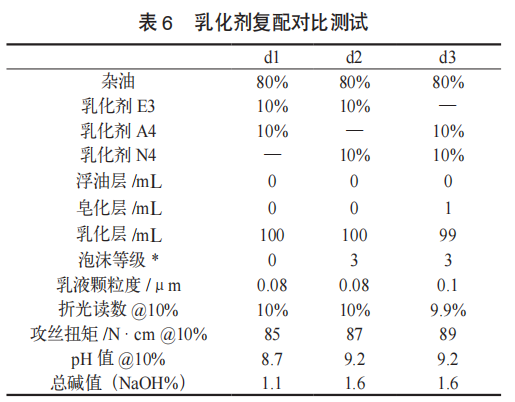
由表6测试结果可以看出,方案d1的效果最好,无浮油,无皂,且抗泡沫性能也最佳。
通过以上的筛选测试和复配测试分析可知,三类乳化剂复配使用可实现HLB值的范围拓宽,可适配不同极性的乳化体系。三类乳化剂的核心特色功能互不重叠,复配后可在保留高效乳化的基础上,同步实现润湿、稳泡和分散等多种功能。三类乳化剂能够形成界面膜强化效应,解决单一乳化剂界面膜强度不足、易破乳分层的问题。
2.3 乳化剂产品试用情况
在一个200t铝合金发动机加工的集中供液系统中,一次添加1000×10-6的乳化剂复合包(酯类乳化剂E3和脂肪醇醚乳化剂A4质量比1:1复配),记录周期一个月,记录切削液的浓度变化趋势和消耗量的变化趋势。试用结果如图4、图5所示。
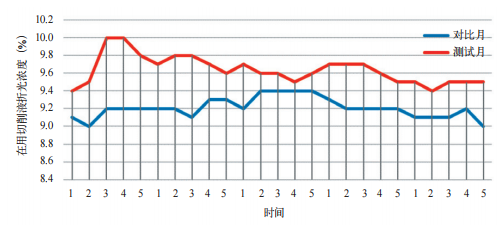
图4 折光浓度记录趋势曲线
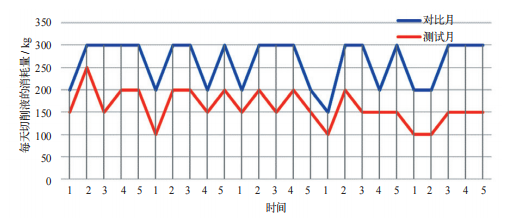
图5 切削液消耗量记录趋势曲线
从试用结果看,添加复配乳化剂后,折光浓度明显提高,消耗量明显减少,说明添加乳化剂可以改善现场的乳化液浮油含量,减少切削液消耗量。
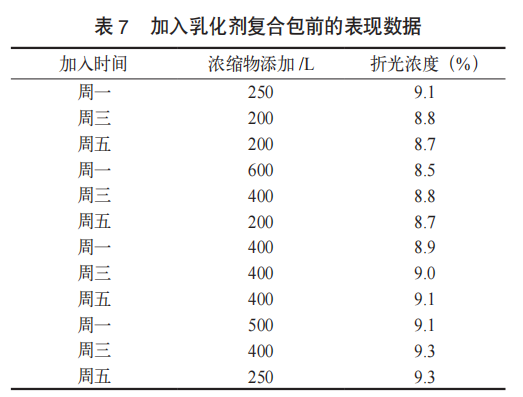
在试加乳化剂复合包前的四周,平均乳化液浓缩物添加量为325kg/d。折光浓度平均为8.9%。具体结果见表7。
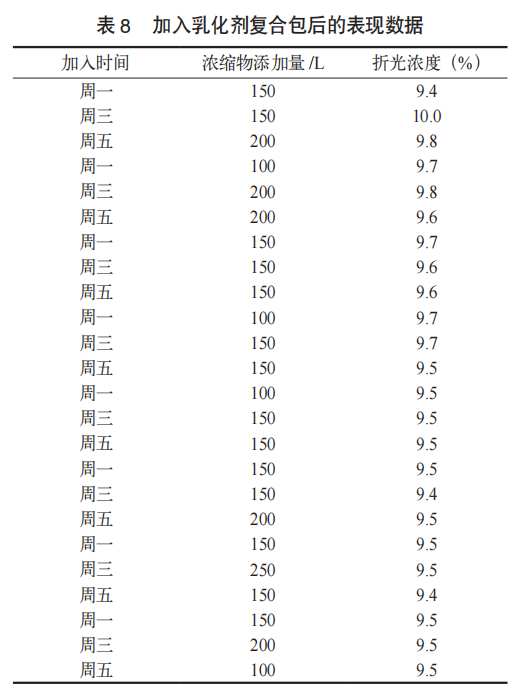
在加入乳化剂复合包后的四周,平均乳化液浓缩物添加量为170kg/d,平均折光浓度为9.7%。在加入后的第五到八周,平均乳化液浓缩物添加量仍保持为170kg/d,平均折光浓度为9.5%。证明此乳化剂复合包在添加后的八周内仍持续发挥效用。具体结果见表8。
3 结语
通过实验和试用,得出以下结论:
(1)铝合金切削液的浮油大部分都是来自于切削液浓缩液本身,主要组分为环烷基矿物油和合成脂组成,也有部分系统泄漏的导轨油或液压油。该浮油的量越大,切削液的消耗量也就越大,因此针对该浮油进行再乳化的研究,可以帮助降低切削液的消耗量。
(2)文中通过不同乳化剂的筛选和复配,选择合适的酯类乳化剂E3和脂肪醇醚乳化剂A4复配技术,实验室效果良好,现场测试一个月,乳化液浮油含量减少13%,切削液消耗量降低7%。
(3)以我公司目前每月切削液使用量和采购价格计算,加入新型乳化剂后,每月可降低成本4.8万元,减少危废排放量200kg,帮助企业实现了节能减排。
参考文献
[1] 焦学瞬,贺明波.乳化剂与破乳剂性质、制备与应用[M].1版,北京:化学化工出版社,2007.
[2] 王艳华,甘志武.乳化切削液的性能与应用[J].黑龙江石油化工,2000(1):4-7.
[3] 魏朝良,邵腾飞,董莹,等.高性能铝合金半合成切削液的研制与应用[J].2013,38(4):102-107.
[4] 杨利超,贾小龙,陈向明,等.新型高内相油包水乳化剂A-7乳化产品的稳定性测试[J].材料研究与应用,2008(2):155-157.
[5] 高洪军,金一丰,万庆梅,等.一种蓖麻油聚氧乙烯聚氧丙烯醚的合成方法:CN105085898A[P].2015-08-12.
[6] 徐莫临,刘洋,全洪新.异构十三醇聚氧乙烯醚的制备及表征[J].辽宁化工,2018,(7):633-635.
[7] 上海五伦化工科技有限公司,江苏赛科化学有限公司.脂肪仲醇聚氧乙烯醚的制备方法以及精制方法:CN108250426A[P].2018-07-06.
[8] 宁波市联凯化学有限公司.一种异构醇聚氧丙烯聚氧乙烯醚的制备方法:CN103387486B[P].2015-09-09.
[9] 杨福敬.一种水性油酸酰胺乳液及其制备方法:CN107936676A[P].2018-04-20.
[10] 杜天源,衣守志,袁博,等.油酸酰胺作为防锈添加剂的防锈性能研究[J].表面技术,2015,(9):122-126.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:杨柳 赵品章 宋文嘉,单位:北京奔驰汽车有限公司。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

基于工业机器人的焊装白车身自适应打磨系统的开发及应用
传统焊装白车身的人工打磨环节存在效率低、质量一致性差以及职业健康风险高等问题。本文引入基于工业机器人的自适应打磨系统。结果表明,该系统在质量方面可使线束划伤、事故率降低约90%;在安全方面显著降低职业病风险并实质性改善作业环境;在成本方面年均节约人工成本约127万元。
2026-03-16
-

重卡挡泥板支架断裂失效分析
采用断口分析、化学成分分析、拉伸试验、金相组织检验及CAE仿真等方法,对某重卡挡泥板支架断裂问题进行了失效分析。结果表明:断裂失效的主要原因是连接螺栓异常松动/脱落导致支架约束失效,在交变载荷下引发折弯拐角处应力集中并产生疲劳裂纹,最终发生断裂;次要原因是原材料中非金属夹杂物等级超标,促进了裂纹的萌生与扩展。因此,建议将关键连接螺栓的拧紧力矩纳入工艺文件,并加强过程监控与检测;同时严格控制原材料质量,规范非金属夹杂物等级的验收标准。
2026-03-13
-

6063-T6铝合金汽车门槛梁高周疲劳性能的研究与分析
本文主要研究了牌号6063、热处理状态T6用于汽车门槛梁的铝合金疲劳性能及压溃试验侧碰吸能。疲劳性能主要采用了升降法和成组法。经过数据分析与图表解析找,出中值疲劳极限和中值对数疲劳寿命。根据两套方法的结果绘制半对数坐标的S-N曲线,较为直观地分析了6063-T6铝合金汽车门槛梁的应力和循环周次之间关系。该方法为该型号的铝合金在汽车门槛梁上的应用提供了较为直观的安全指标。
2026-03-12

热点文章
-

-

智能网联汽车轨迹优化方法研究综述
2026-07-07
-

看见·增程的“第二生长曲线”
2026-07-14
-

中国企业出海中的人才战略与文化融合
2026-07-07
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

浅谈智能座舱与人机交互技术创新
2026-07-14
-

连接器如何破局?莫仕携“系统级决绝方案”迈入新阶段
2026-07-08
-
浅谈智能座舱与人机交互技术创新
在汽车电动化、智能化、网联化深度融合的产业趋势下,智能座舱已从配置竞争转向技术体系与落地能力的竞争。本文以零跑汽车为案例,从中央集成电子电气架构、高算力硬件、自研车机操作系统、多模态交互、舱驾融合以及车载大模型六大技术维度,对智能座舱与人机交互关键技术进行深入解析,并聚焦底层技术实现、工程化落地、量产应用效果与成本控制逻辑。研究表明,零跑汽车实现了高阶智能技术的大众化,为自主品牌提供了可复制的实践路径,验证了技术落地成效,并指明了未来优化方向。
作者:
-
看见·增程的“第二生长曲线”
-
面向ISO 34505的自动驾驶场景评价及测试优先级分析
-
国产化替代正当时:永铭车规级固液混合电容,为激光雷达发射端与算力核心提供高纹波耐受解决方案
-
智能网联汽车轨迹优化方法研究综述
-
AI《汽车制造业》增刊





评论
加载更多