汽车生产制造过程节能降本实践
0 引言
随着全球环保政策收紧与“双碳”目标推进,汽车制造业作为高耗能行业,其生产环节的节能减排已成为企业可持续发展的核心任务。整车生产涵盖“冲压、焊装、涂装、总装”等多个高能耗工艺环节,能源消耗占企业总能耗的70%以上。通过科学的节能举措降低生产能耗,不仅能减少环境影响,更能显著降低运营成本。
本文结合我公司在费用降本、技术节能和管理节能三大方面的节能方案应用,系统分析汽车生产制造环节的节能降本实践路径。
1 费用降本:能源管控优化实践
费用降本以能源管控优化为核心,通过能源结构调整与能源调度联动,发掘各整车工厂降本措施171项,带来降本增效与低碳转型双重收益。
1.1 能源结构调整
推进清洁能源替代与可再生能源应用是结构调整的核心。我公司华北地区某工厂通过安装5MW电锅炉替代传统燃气锅炉用以夜间谷电期间的采暖,减少天然气依赖,可大幅减少碳排放,减少能源费用,实现热力供应成本降低15%以上。同时西北地区某工厂将烘干炉燃料从天然气(CNG)切换为液化天然气(LNG),利用LNG高热值、低能源成本特性减少天然气消耗。生产设备运转及环境调控均需大量电力支撑,通过在厂区布局光伏电站、配套风电设施,可持续提供清洁电力直接供给生产环节。同时搭配储能系统,既能存储光伏、风电产生的盈余电力,又能在用电高峰时段释放电能以削峰填谷,有效减少企业对高价外购电的依赖,在降低整体能源成本的同时,还能助力汽车制造环节实现低碳转型。
1.2 能源调度联动
借助虚拟电厂技术实现能源动态调配。通过搭建虚拟电厂平台,整合各工厂储能设备,在电网峰谷时段自动调整用电负荷。在用电高峰时段降低冲压车间闲置设备功率。同时建立能源需求响应机制,配合电网调峰获取补贴。
2 技术节能:动力系统与生产工艺优化
技术节能以动力系统能效提升与各车间生产工艺改造为核心,通过对冷冻水、压缩空气等多类系统实施精准优化、试点应用EC风机等新技术,同时调整冲焊、涂装等车间工艺参数与设备运行模式,挖掘节能举措603项,实现节能收益超亿元。
2.1 动力系统能效提升
针对核心动力系统实施精准节能改造,下面将从不同的专业系统进行阐述。
(1)冷冻水系统
冷冻水系统作为制冷系统核心单元,其节能提效以提升系统综合性能系数(COP)、降低能耗为目标,且需保障末端用冷需求。具体实施优先聚焦设备运行维护优化与运行模式创新:通过设备参数调控不同季节-时段差异化策略设定冷水机组冷冻水出水温度,冬季10~14℃、过渡季9~12℃和夏季7~9℃,同时利用11:00~13:00谷电时段下调出水温度进行蓄冷,并结合工况动态验证最优参数。同步优化冷却塔运行,包括降低出水温度与风机起停连锁值、按填料结垢及水盘污染情况定期清洗、调节布水均匀性,控制逼近温度4~6℃,并评估塔体换热能力、管控循环水水质。此外按年度或冷机说明书要求清洗蒸发器与冷凝器,确保蒸发器趋近温度≤2℃,冷凝器趋近温度按机型区分,离心机2~3℃、螺杆机3~4℃。
运行模式优化方面,室外湿球温度<10℃时起动免费制冷,停用主机,通过板式换热器制冷或系统自循环供冷。目前我公司已完成北方5个工厂的部署,并在夏热冬冷地区进行试点,综合年收益可达130万元以上。同时实施季节差异化运行:冬季室外气温<10℃时用板换供冷或仅开冷冻泵,关闭主机。过渡季10℃≤室外气温≤20℃时开启涂装全年系统与常规系统联通阀。夏季室外气温>20℃或总负荷>50%时,各子系统独立运行并关闭联通阀。
在此基础上,从系统匹配输配改造与监控计量完善深化技术措施:通过系统匹配各工厂冷水机组全年及夏季最大开机量、低负荷季最小负荷率,明确机组跨工厂调拨可行性以优化设备配置。输配改造推进水力平衡优化,包括收集涂装用冷末端设计参数、获取冬季/过渡季/夏季各系统用冷点阀门开度数据(样本量≥10组),通过对比分析关小长期小开度支路阀门或加装静态平衡阀。为冷冻/冷却循环泵配置变频器,按温差或恒压调节流量降低泵组能耗,同时优化涂装二次泵开机逻辑。监控计量完善并在工艺全年/夏季运行系统、环境夏季运行系统的冷冻水总管及车间总管安装流量/温度/冷量传感器,补全各子系统用电计量。
(2)压缩空气系统
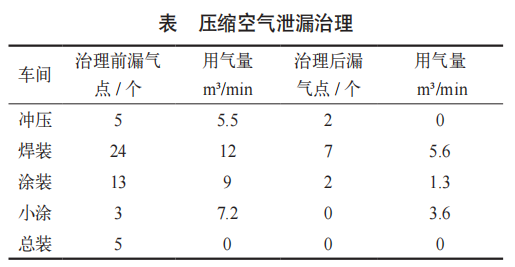
为实现压缩空气系统节能,我公司从多维度持续优化。在设备与能效层面,依据各工厂用气负荷、装机状况及最优开机配置调拨设备以提升气电比,同时摸索扩宽离心机组进气阀组调节范围,减少放空频次。在压力与损耗管控上,将空压机至储气罐压降优化至≤0.03MPa,并把供气主管压力降至0.68MPa以下,每周用泄漏检测仪排查车间用气点并跟踪治漏,对比表中数据,治理前后成效明显。在设备改造与运行管理方面,通过实施改造后处理设备、更换节能排水装置,优化用气工艺达到节能减耗的目的。同时,规范调试用气报备,梳理非生产期用气需求,优化多设备开机策略,以达到全面提效。
(3)热力系统
为实现热力系统节能,我公司从多维度进行优化。基于工艺需求,借助能源管理系统(EMS)采集介质温度、阀门开度等参数至站房监控,精准优化供气压力与供水温度。年度保养锅炉时,调节燃烧器空燃比并检测烟气指标,热水循环泵依末端用量变频控制。全面回收蒸汽锅炉冷凝水、市政蒸汽冷凝水,先回收热量(排水≤50℃),再利用二次余热。针对涂装烘干、TNV等高温点位回收余热,按用热需求分系统供应,优化空调焓值控制,加强烘干设施保温(表面温度≤环境温度+15℃),细化设备参数控制,同时协商能源价格或寻找替代能源。
(4)循环水系统
为实现循环水系统节能,多维度进行优化。针对设备设计冗余,调整改造偏大的水泵扬程功率与系统管径,减少能耗浪费。提升系统自控水平,将工频泵改为变频控制,同步升级站房自控系统。运行调控上,使循环水泵降频降压运行,并按生产需求分时段控制,非生产时段关闭或降压运行水泵。管理改善层面,提升加药设备效率,规范循环水管控,通过加药规范化、水质检测定期化及系统定期清洗维护,保障系统高效运行。
(5)新技术应用
我公司在湘潭某工厂开展多种技术应用试点。如图1所示,在涂装循环风空调中创新性使用电子换向直流风机(EC)替代传统交流风机(AC)用于喷漆室送风。传统AC风机需额外配调速设备,运行有能耗损耗,轻载效率低。EC风机集成高效电机与智能控制,无需额外调速,能随空调负荷(如新风需求)动态调整,减少能源浪费,降低空调能耗,节省长期成本。通过对一台48000m³/h的组合式空调机组改造运行,改造后电机功率降至14.27kW,全年8700h不间断运行,测算节能收益为19.2万元/年。按照改造前用电基准值,在风量测试误差不大于20%的情况下,可减少50%±5%的能耗。
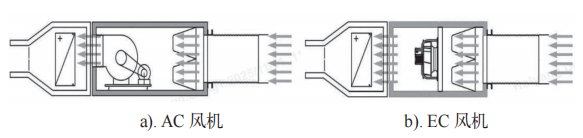
图1 传统AC风机与EC风机对比
传统循环泵、风机的异步电机,运行需耗能维持转子励磁,额定效率有限,轻载能耗浪费突出。改为永磁同步电机后,靠永磁体励磁,无需额外能耗,额定效率大幅提升,全负载均高效,解决轻载高耗痛点,提升设备经济性,减轻能耗成本压力。
涂装空调用先进过程控制(APC)替代传统比例—积分—微分控制(PID)。传统PID仅能控制单一参数,难以应对参数耦合的复杂场景,工况波动易调节滞后,影响工艺稳定。APC可综合处理多类关键参数,提前预判工况并优化调节,精准匹配涂装工序要求,保障涂装质量,减少设备冗余能耗。
污水站曝气罗茨风机改气/磁悬浮。传统罗茨风机靠机械传动,摩擦损耗大、噪声大,风量调节靠旁通阀节流,难以匹配物化系统和生化系统对水质水量波动的曝气需求。我公司在西安某工厂进行试点验证,改造后靠空气轴承或电磁力实现无接触运转,消除摩擦损耗,支持宽范围无级调速,能随污水需氧量动态调整风量,降低风机能耗,减少维护成本,同时减少电力消耗超40%,在保障污水达标排放的前提下,做到更节能、更高效。
2.2 生产工艺节能改造
四大工艺各车间的工艺优化实现针对性节能。
(1)冲压车间
传统机械压力机长期存在能耗高、换模周期长和工艺适应性差等缺点,其能耗高的核心原因在于能量输出与工艺需求的不匹配:一方面,电机需持续运转驱动飞轮储能,即使在空程、待机等非工作阶段,飞轮仍会产生显著的空转损耗,导致能量利用率普遍不足60%;另一方面,传统压力机的滑块运动曲线由机械结构固定,无法根据工艺需求动态调整速度和压力,在冲压过程中常产生过量能量输出,造成不必要的损耗。因此,通过优化模具压料圈行程实现能量损耗降低,是伺服压力机核心节能价值的重要体现。
(2)焊装车间
为降低焊接及配套设备能耗,可从关键参数与运行控制两方面推进优化:一是优化焊接工艺核心参数,对焊接电流、焊接时长进行精准调整,减少无效能耗;二是改进辅助设备运行模式,实现焊烟除尘设备按需精准开关机,避免空转耗能;三是细化环境控制策略,针对三坐标设备优化空调温度控制逻辑,并合理调整开关机时间,提升能源利用效率。
(3)涂装车间
为推进涂装生产环节节能降耗,从多维度实施优化:一是开展工艺参数优化,提升核心工序能源利用效率;二是改进设备运行管理,实现相关设备精准开关机,避免空转耗能;三是优化生产流程,取消B1B2工艺中的胶烘干验证环节,减少不必要能耗;四是细化环境控制,优化工艺空调控制逻辑,进一步提升能源利用效率。我公司通过优化管理模式,对小涂预脱脂、主脱脂及水洗工艺进行优化,取消部分纯水洗工艺并降低水分烘干温度,对零部件表面附着力、耐冲击、缩孔进行严格验证,在保障产品质量的同时减少前处理能耗用量,如图2所示。
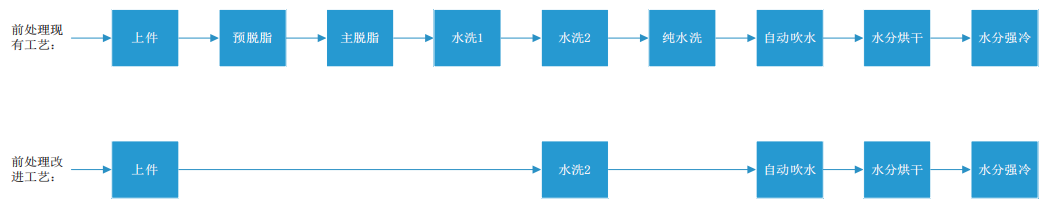
图2 涂装前处理工艺流程简化
(4)总装车间
总装车间从设备控制与资源配置两方面推进节能:一是强化关键设备精准管控,通过加热箱精准控制减少热能冗余消耗,同步建立输送线精准开关机连锁机制,避免设备空转耗能。二是优化能源资源配置,根据工艺实际照度需求调整照明数量,摒弃过度照明,在保障生产需求的同时提升能源利用效率,形成针对性节能方案。
3 管理节能:流程优化与数字化管控
管理节能领域实施节能改善举措133项,以流程优化与数字化管控为核心,通过强化全员能源日常管控、优化基础能耗与生产提效策略,同时搭建能源监控平台,实现能源高效管理与节能降本。
3.1 能源日常管控强化
建立全员节能管理体系。将能源消耗指标分解至各车间、班组,实施“能耗看板”制度,某工厂通过每日公示各班组能耗数据,推动单位产品能耗降低。定期开展“跑冒滴漏”专项排查,组建跨部门巡检小组,对蒸汽管道、压缩空气管路进行超声波检测。开展节能宣传培训,通过“节能标兵”评选、“技能比武”等活动,强化员工节能意识,使车间照明、空调等非生产能耗降低。
3.2 基础能耗与生产提效优化
基础能耗方面,严格管控非生产用能与异常能耗。优化设备待机参数。对24h运行的污水处理设备采用变频控制,根据进水浓度调节运行功率。规范施工与维修用能,通过合理排班与同期化生产改善,实现设备满负荷运行,某工厂将二班制改为三班制连续生产。
3.3 能源数字化管理升级
(1)搭建全流程能源监控平台部署
搭建EMS2.0系统,实现水、电、气、热等能源数据实时采集与分析,如图3所示,通过能耗异常预警,及时识别能耗异常。

图3 基于EMS2.0系统的能源监控
(2)推进站房智控改造
站房智控以自动化技术为核心,助力空压站、锅炉房摆脱人工值守依赖,实现无人化运维,同时系统可实时响应负荷变化,自动调节设备运行台数以精准匹配供能需求。依托站房智控体系,空压站与锅炉房能够达成无人值守的高效管理模式,且系统会根据实时负荷数据动态调整设备运行台数,在保障供能稳定的同时减少资源浪费。
(3)应用AI节能
AI依托机器学习算法(如时序预测、强化学习等),学习水泵与空调运行的环境、状态及目标数据,适配其动态运行特性以优化策略,最终实现设备参数的自动调整,平衡能耗、舒适度与设备稳定性。
(4)基于物联网(IoT)的技术应用
基于IoT技术,可在空压站、锅炉房部署压力、温度及能耗等各类传感器,实时采集设备运行数据并通过无线通信上传至云平台,为无人值守模式下的负荷监测与设备台数自动调节提供数据支撑。
4 结语
汽车生产制造环节的节能降本,需以费用降本、技术节能和管理节能三维协同为核心路径:以能源议价优化与结构调整筑牢成本控制根基,以动力系统升级与工艺革新提升核心能效水平,以数字化管理赋能与流程精益化强化节能落地保障。
2025年度,通过专家团队系统性、全流程的节能诊断,同步推行集团19个整车工厂的节能降本,发掘节能举措907项,年度收益超2亿元。实现单车生产制造能源成本同比上年下降18.7%。从贡献结构来看,技术节能以47.7%的占比成为核心驱动,管理节能以30.0%的占比提供关键支撑,费用降本以22.3%的占比夯实基础保障。
实践充分验证,费用降本、技术节能及管理节能的综合落地,可推动汽车工厂单车能耗成本实现15%~20%的优化空间。2026~2030年,我公司将持续深化技术创新与管理精益化升级,进一步放大三维协同效应,同时聚焦能源提效、零碳园区和风电试点等领域,助力汽车制造业加速绿色低碳转型,为企业降本增效、构建可持续发展竞争优势提供核心支撑。
参考文献
[1] 魏暄力,王磊.汽车制造工厂节能管理研究与实践[J].天津科技,2023,50(7):42-45.
[2] 李梅,赵晓.双碳背景下汽车制造企业节能减排路径分析[J].中国资源综合利用,2023,41(9):160-162.
[3] 胡轶敏.汽车生产企业涂装车间节能降碳的探索与实践[J].节能,2025,44(3):108-111.
[4]LiY,ZhangH,LiuX.Multi-energysystemoptimizationforenergy-intensiveindustries:Acasestudyinautomotivemanufacturing[J].AppliedEnergy,2024,367:120589.2024.120589.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:董海洋 熊姣珂 费文君 张涛,单位:浙江吉润汽车有限公司宁波杭州湾分公司。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

AI驱动的悬架控制臂3D打印革新实践
本文探讨工业级金属增材制造(3D打印)技术与人工智能算法深度融合的创新实践,详细阐述了我公司如何成功帮助A公司实现关键轻量化部件的“增效降本”。实践表明,该方案不仅将零件质量减轻45%,生产周期缩短60%,更通过AI预测性维护与缺陷识别显著降低了废品率与运营成本,为汽车制造业的数字化转型提供了具有高度参考价值的范本。
2026-05-09
-

自适应用能技术的研究与探索
当前工厂生产过程中普遍存在的能源浪费突出、用能效率偏低等痛点,不仅制约了企业降本增效目标的实现,也与绿色生产、低碳制造的发展要求存在差距。本文以汽车零部件企业注塑加工设备与空压机系统为研究对象,聚焦注塑机余热回收利用不足、模温机冷却系统的能源浪费和空压机用能冗余三大核心用能痛点,结合车间实际生产工况与能源消耗特征,设计自适应用能方案与能源梯次利用技术路径。经工厂实际工程应用验证,该技术方案有效实现了能源的梯次回收与自适应调控,大幅降低了生产能耗与运营成本,且项目投入产出比优异,兼具经济价值与环保效益,为行业提供了可复制、可推广的工程实践参考。
2026-05-08
-

自适应生产链的构建、关键技术及优化路径研究
自适应生产链作为融合新一代信息技术与先进生产管理理念,兼具柔性、效率与韧性的新型生产模式,成为制造业转型升级的核心方向。本文以制造业生产链的动态优化需求为切入点,界定自适应生产链的核心内涵与特征,解析其“感知—决策—执行—反馈”的闭环运行机制,系统梳理支撑其构建的关键技术体系,结合制造业实践剖析当前自适应生产链建设中的现存问题,最终提出多维度的优化路径、实施路径与发展展望,为制造业企业搭建自适应生产链、提升产业链核心竞争力提供理论支撑与实践参考。
2026-05-07

热点文章
-

基于深度学习的电驱实验系统设计
2026-07-24
-

采埃孚全球电子助力转向系统产量突破1亿
2026-07-24
-

-

-

AHTE 2026 展后报告新鲜出炉
2026-07-24
-

AMTS 2026 展后报告新鲜出炉
2026-07-24
-

Mobileye发布2026财年第二季度财报,上调全年业绩指引,并发布业务概览
2026-07-24
-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多