汽车车身软模成本优化策略
在汽车行业飞速发展的今天,随着多品种小批量生产时代的来临,要求新产品能够快速上市,推陈出新的速度和对成本的控制已经成为大多数整车厂竞争的关键领域,而软模具有制造工艺简单、生产周期短及价格便宜等优点,在多品种小批量生产时代中显示了强大的优势。
另外,在市场决定产品价格的经济大环境下,成本是所有制造企业最关心的问题,传统的设计开发流程中没有专职软模团队的角色,零件的工艺性评审不能有效进行,导致后期产品更改次数多,很多零件由于反复更改导致报废重开模,严重影响了开发周期,同时也增加了软模的开发成本。另外,如果没有建立合适的软模策略和制造标准,就会导致软模采购“一刀切”的现象,有的甚至要求软模和正式模采用同样的标准,导致模具的开发周期过长,设计过剩,严重影响了整车的开发周期、增加了开发成本。
本文从软模的开发阶段,从多个成本优化策略入手,为汽车行业降本增效提供了切实有效的途径。
车身软模及开发流程介绍
1. 车身软模介绍
车身模具按照批次来分分为量产模具和软模,量产车身模具的冲压次数一般大于20万次,而软模又称“实验模”,此类模具的冲压次数一般小于100次。开发一款新的车型,车身零部件匹配及整车功性能需要通过实验来验证设计的合理性和可靠性。而软模具有低成本、短周期、模具修正调试快捷的优势,满足了新车型零件的试制需求。同理,对于新材料新工艺的开发应用,存在工艺开发风险,通过开发软模,多次验证,最后将成功工艺数据应用在量产模具的开发中,避免了量产模具的开发风险。
2. 车身软模开发
车身软模制造过程分为4个部分:模具设计、零件拉深成形、激光切割及手工整形。模具设计包含冲压工艺设计和模具结构设计,其核心是冲压工艺设计,冲压工艺决定了零件的成形质量。软模试制的4个部分既相互独立,又相辅相成。
(1)软模工艺及模具设计
根据数据,软模模具设计人员对零件进行模具设计,除侧围、翼子板等复杂工艺零件外,其余零件冲压工序基本上不多于2序,一般只有拉延模或成型模,特殊情况会增加整形或翻边模具。
(2)软模工艺及设计评审
工艺及模具设计完成后,进行相关图样评估,会从质量和成本角度进行多方面讨论,最终确定比较合理的方案支持后续软模的制造。
(3)软模制造
软模模具分为钢板模和铸造模。零件尺寸较小、结构简单时通常采用钢板模。钢板模制作过程:采购钢板,钢板按模具设计尺寸进行数控加工。尺寸较大或结构较复杂的零件采用铸造模。铸造模首先需制作保丽龙泡沫模,然后进行铸造,铸件到厂后进行数控加工。数控加工后,表面要进行机器粗打磨和手工细打磨。手工打磨砂纸需求量大,打磨后表面质量好。打磨后对表面进行喷漆及划线处理。除外覆盖件外,凹模通常只进行机器打磨。
(4)软模调试和生产
软模模具制作完成后进入零件冲压调试阶段。模具调试者经验丰富,零件调试速度快慢是决定软模件开发周期长短的一个重要因素。模具调试者在调试出现问题时需迅速找出解决对策。调试过程中常用的解决方法有:①修剪坯料尺寸;②打磨模具圆角;③二次拉延;④涂刷润滑油或增加塑料薄膜张数等。调试完成后,开始冲压工作,除此之外还要激光切割及手工钣金修整、检测等,最终生产出合格的产品。
软模成本优化
车身软模在汽车车身开发过程中占有相当的比重,降低软模成本是降低开发费用的直接途径。传统的车企设计开发流程中没有专职软模设计的角色,零件的工艺性评审不能也仅仅是由供应商进行,导致软模开发“一刀切”的现象较为严重,所有的软模和正式模采用同样的标准,导致模具的开发周期过长,设计过剩,严重影响了整车的开发周期、增加了开发成本。根据软模的开发流程,可以从零件材料、软模结构和数量等方面进行成本优化,做到在前期进行成本控制。
1. 软模结构尺寸优化
对于大批量冲压生产的量产模具来说,结构比较复杂,拉延模包括上模、下模和压边圈,如图1所示,冲压时,通过压边圈和上模(凹模)压住平直毛料,与凸模相对运动,将毛料延展成凸模形状,冲压成凸模形状的拉延件。
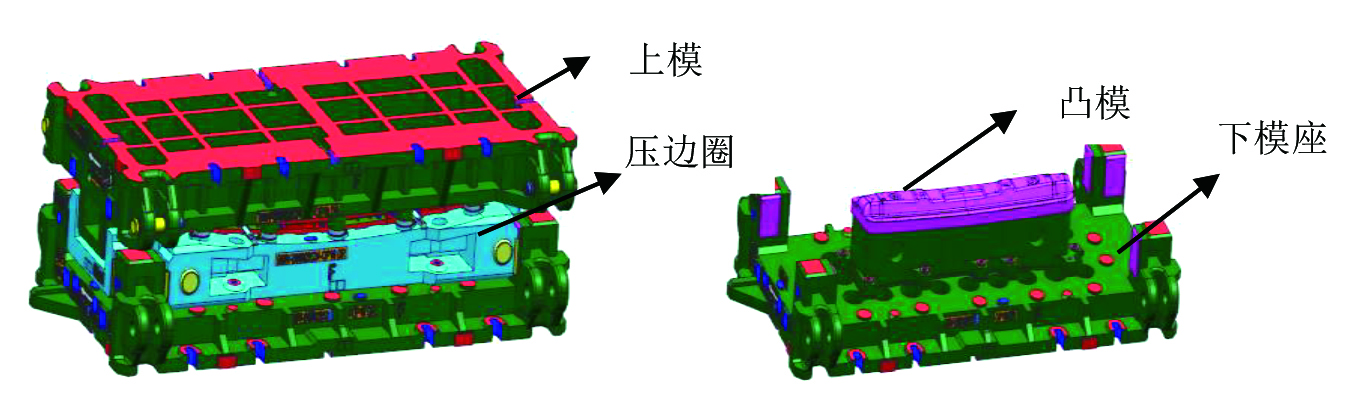
图1 量产模具结构
由于软模没有大量冲压生产的需要,只是满足小批量零件的试生产,所以结构简单很多,例如,成型类软模的定位上不需要很精确,可以将外导板、导滑面、导柱及导套等标准件省略,另外,由于下模座安装外导向结构,省去了外导向后,下模座也可以省略。这样,模具的外形尺寸就可以尽量缩小,而且模具轮廓也要尽量和零件的外形接近,如图2所示,零件为梯形轮廓,模具设计时考虑将四周区域缩减,形成接近于零件形状的梯形结构。总之,通过软模结构和尺寸的优化,模具费用可以节省约20%。
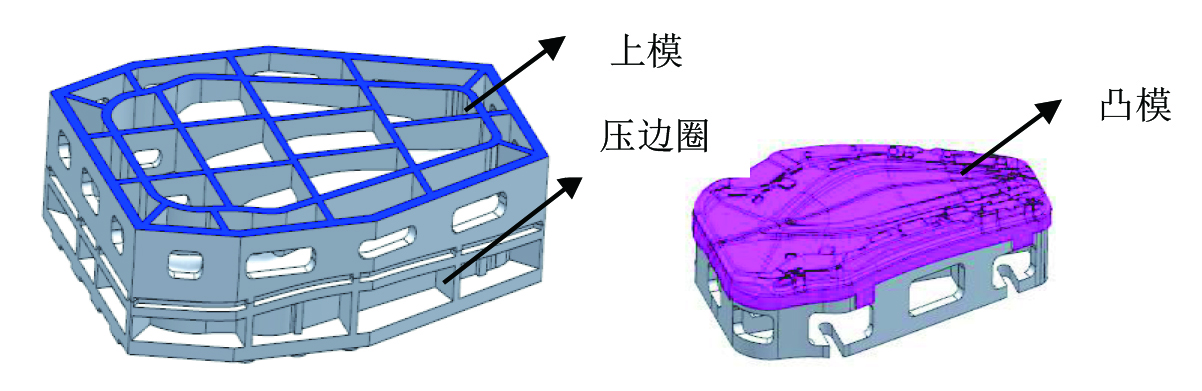
图2 软模结构
2. 软模材料优化
量产车身模具为了保证大批量冲压生产,模具材料一般为较好的材料,为了保证了大批量生产下模具的性能,对于模具工作部位,选择高抗拉强度和高退火硬度材料,如MoCr铸铁,抗拉强度360~470MPa,淬火硬度可达50~55HRC,而软模只是保证小批量生产,软模的性能没有特殊的要求,所以软模材料尽量选择一般材料,如HT300铸铁,抗拉强度250~300MPa,退火硬度17~22HRC,但是基本可以满足小批量生产,材料价格根据其性能的差异会有所区别,具体的材料及价格对比见表1,通过材料的优化,同等重量的模具,材料费可以节约25%左右。

3. 模具压边圈共用
汽车盲窗顶盖一般会有4个顶盖横梁以支撑整个顶盖的强度和刚度,某车型开发过程中,顶盖内布置有顶盖横梁1、顶盖横梁2、顶盖横梁3及顶盖横梁4,如图3所示,对于这4个冲压件,虽然特征有区别,但是长度尺寸基本一致,而且均为拉延件,如果每个零件开软模,会新开发4个完整的拉延软模,包括上模铸件、压边圈铸件和凸模铸件,由于上模和下模的就是零件特征,而压边圈上特征与零件无关,仅仅布置拉延筋,所以可以将4个顶盖横梁的压边圈统一,共性设计后经CAE成型性分析没有问题,拉延4个件借用一个压边圈(图4),这样就省去了3个铸造压边圈的开发,可以节省费用约20%。
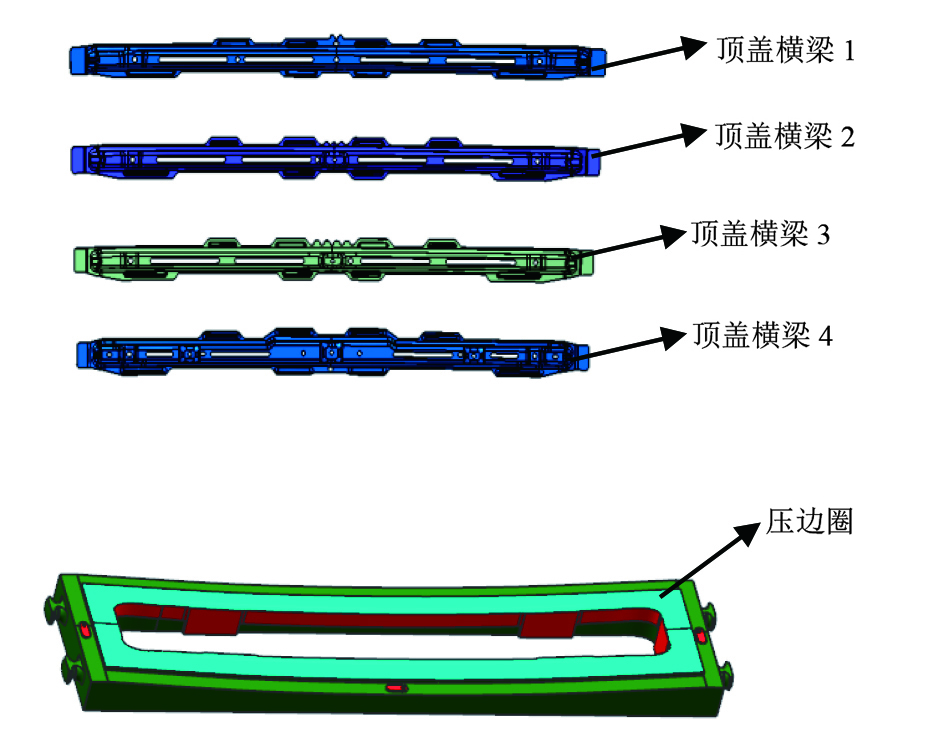
图3 顶盖横梁结构
图4 共用压边圈结构
4. 翻边镶块替代翻边模
对于有翻边特征的冲压件,拉延模具很难同时进行翻边,所以量产模具一般会开拉延模具和翻边整形模,而对于此类冲压件的软模开发,翻边特征是否可以通过简单的方式实现,是软模费节约的关键,某车型开发了空气室下板,形状特征可以通过拉延模实现,但是两端各有一处翻边特征,如图示5,均需要通过翻边模,如果按正常的量产模具思路,需要新开完整的翻边整形模,而对于软模开发,通过分析翻边特征,翻边长度只有100mm,而且与周围特征分离,可以通过开发小型翻边镶块的方式手工翻边实现,如图5右侧镶块所示,镶块尺寸相比于整体模具缩减很多,节约一套翻边软模的开发。
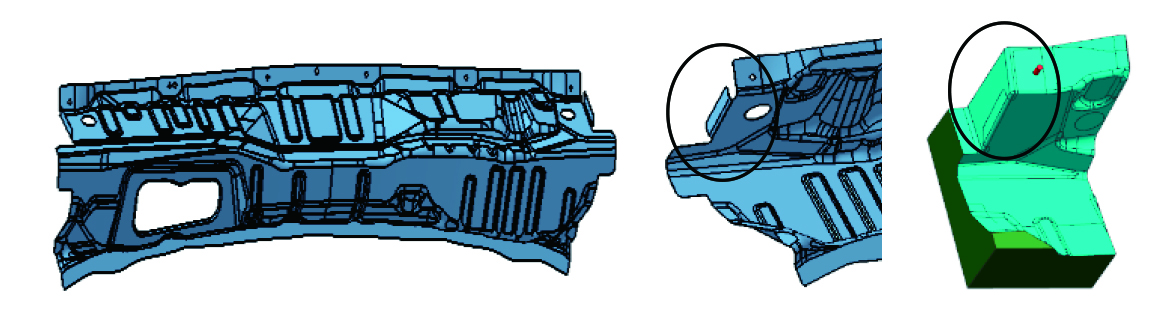
图5 翻边镶块
5. 小模具替代翻边模
侧围外板是车身所有开发的冲压件中尺寸最大的,长度一般会超过2m,而且特征比较多,D柱位置的侧翻边一般会在拉延工序之后翻边,量产模具会单独开正式的尺寸较大模具,整个模具长度超过3m,但是如果开软模,考虑只是完成侧翻边,就可以开发一个小模具(图6),包括上模、下模及翻边机构,整个侧围外板其余部分都在软模之外,整个的软模尺寸大概只有原量产模具的1/10,实现开发费用的大幅降低。
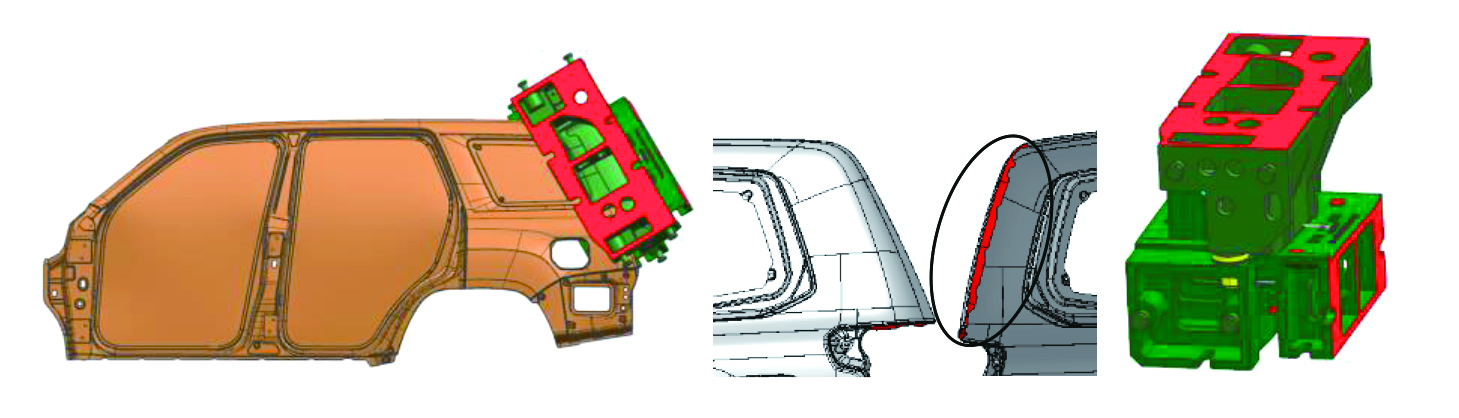
图6 小模具
6. 检具替代方案
冲压件开发完成后,为了保证其精度,都需要进行检测,检测的方式有检具检测和三坐标检测,量产的冲压零件开发检具,软模冲压件通过三坐标检测。由于三坐标检测费用较高,另外检测的效率较低,通过对冲压件以及软模类型和特征的分析,发现部分软模可以充当检具,进行冲压件检测,这样就省去了检具的开发。如图7所示。某车型的边梁后支架,整形软模已经是最终的零件特征,对软模边线和孔位进行划线,冲压完成的零件放在软模的下模,进行边线及孔位的检测,此时的软模下模既是模具又充当检具,同时也省去了此类冲压件的检具开发费。
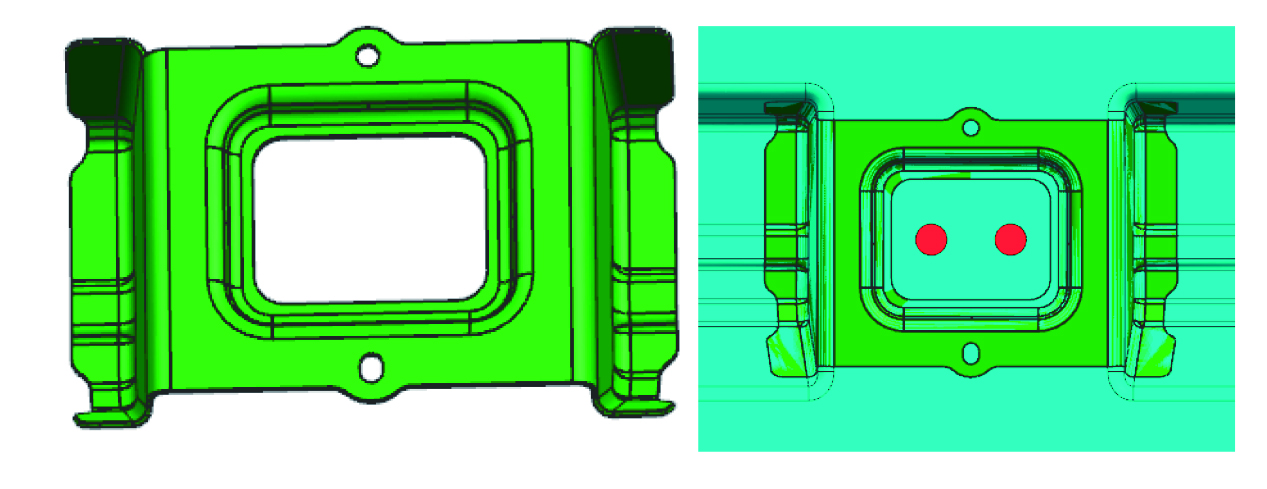
图7 检具
结论
汽车行业中,多种类小批量的个性化定制需求,促进了冲压软模技术的发展。冲压软模作为一种高效的加工方法,不仅节约了冲压模具的开发成本,同时增加了产品开发的灵活性。进行软模开发的同时,还要考虑软模开发过程中的成本节约。本文从软模的成本构成角度,分别从软模模具尺寸减小、软模材料选择、软模数量减少、小结构手工镶块替代大软模、小软模替代大软模以及检测替代方案等方面进行软模的精益化设计,大幅度降低了软模的成本。除了能带来可观的经济效益之外,还为国内汽车业带来了深远的社会效益,为汽车行业提供了一种高效、低成本的验证解决方案。
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:王文华 张燕 初雪华 ,单位:北京汽车集团越野车有限公司 。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多