浅谈翼子板零件柔性建模及装配过程分析
0 前言
白车身组成较为复杂,一般由250多个薄板冲压件焊接而成。由于制造误差、薄板件的特殊物理性质以及装配过程中误差沿尺寸链的传递,导致柔性薄板件的装配精度在整车装配过程中难以控制。
这些薄板件具有复杂的空间曲面,其装配夹紧点和定位点往往高达1700~2500个,因此控制白车身尺寸成为影响整车质量的关键。
传统偏差分析将薄板件简化为刚体模型,假设其在焊接、夹持及夹持释放等装配过程中不发生弹性或塑性变形。该假设使得仿真结果与柔性薄板件的实际装配状态存在显著偏差。随着装配精度要求的提升,基于刚体假说的分析方法已难以满足当前薄板件公差控制的需求。柔性薄板部件的组装分析需要结合有限元方法,以精确模拟其装配过程。本文以翼子板为例,对柔性薄板构件的装配过程进行分析与模拟。
1 柔性仿真技术
在车身设计过程中,可采用三维公差分析技术对产品进行验证。目前,应用较为广泛的公差分析软件是3DCS。传统3DCS建模要求所有零件遵循“3—2—1”定位原则,并假设其为刚体。然而,翼子板、发动机舱盖等柔性零件因其几何特性难以按“3—2—1”原则完全约束,其装配过程中的变形会引发非预期的公差累积效应,导致仿真结果与实际装配状态存在显著偏差。为此,需要引入柔性分析的概念,即联合运用3DCS、Abaqus和Hypermesh等软件,对零件进行网格划分,建立刚度矩阵并求解,从而获得与实际状态更为接近的虚拟仿真结果。
传统3DCS软件在刚体零件建模时遵循“3—2—1”定位原则。然而,柔性件在装配中会发生局部变形,无法满足严格的“3—2—1”定位要求。因此,需要应用其柔性模块(FEA),结合有限元分析来模拟分析零件的装配过程。
某车型的翼子板零件存在尺寸大、刚性弱的特点,在装车时存在变形风险。为此,采用柔性模块对该翼子板进行柔性分析,以设立合理的整车外观公差,保证产品质量。
柔性虚拟仿真逻辑如图1所示,总体分析过程如下:首先选择柔性装配零件,并设置其工装与定位点的约束;接着,运用Hypermesh软件进行网格划分;然后通过Abaqus等求解器进行CAE计算;随后,在3DCS中进行虚拟仿真分析;最终得出综合性结论。
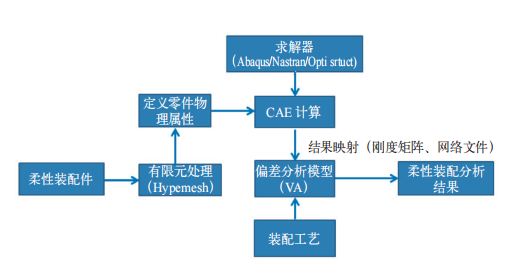
图1 柔性虚拟仿真逻辑
2 翼子板零件模型的建立及划分网格
2.1 翼子板零件装配过程
翼子板在白车身装配时,主要使用工装进行辅助。装配过程中,先将辅助装具安装在车身上,再将翼子板安装于该装具上,最后拧紧翼子板的紧固螺栓,以确保其装配位置准确。
2.1.1 翼子板工装的定位方式
翼子板装具的X向以车门为基准进行定位,Y向则依靠地板轮罩的定位孔,具体定位方案如图2所示。
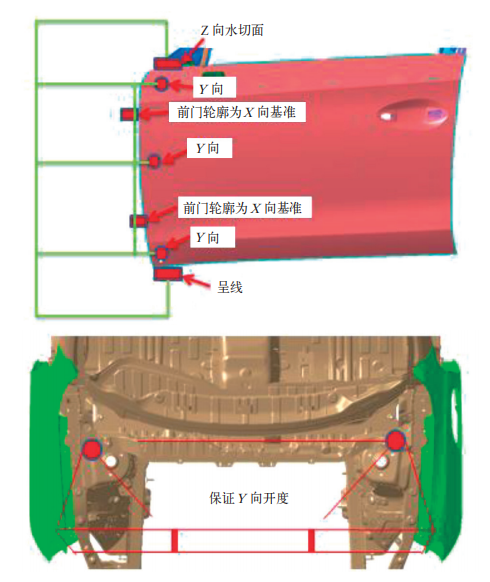
图2 翼子板工装的定位方案
2.1.2 翼子板零件在工装上的定位方式
翼子板在工装上的定位方式为:Y向通过工装与前门贴合,X向通过塞入块限位,Z向通过翼子板下部翻边与前门水切面及下部翻边对齐。前端工装用于保证翼子板的Y向开度。安装时,先拧紧翼子板与翼子板支架的连接,再拧紧翼子板支架与车身的连接。具体定位方案如图3所示。
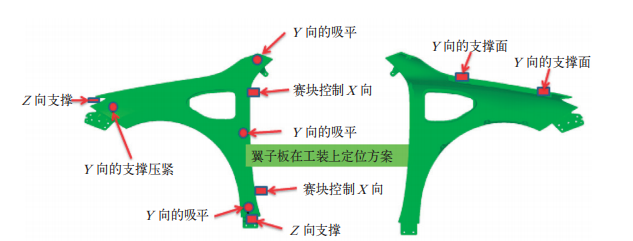
图3 翼子板的定位方案
2.2 翼子板的刚性及柔性建模
根据翼子板的装车方案,分别对其进行刚性建模约束与柔性建模约束,具体步骤如图4所示。
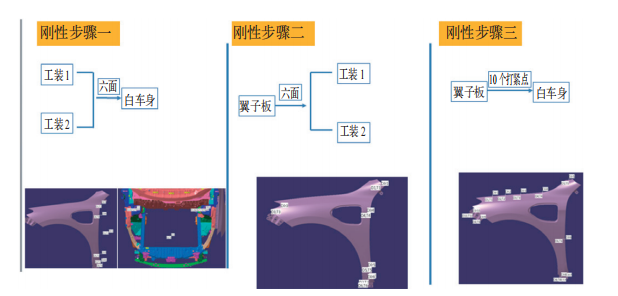
图4 翼子板的刚性、柔性建模
3 基于Hypermesh的网格划分
Hypermesh是一款功能强大的CAE前处理软件,它集成了设计与分析所需的各种工具,界面友好,灵活度高,是企业级CAE分析的常用平台。
利用Hypermesh进行网格划分时,首先将零件的3D数模导入软件,生成其中面,并将特征线映射到中面上。随后进行网格划分,并添加材料属性,如弹性模量、密度、泊松比等。划分完成后的网格模型如图5所示。
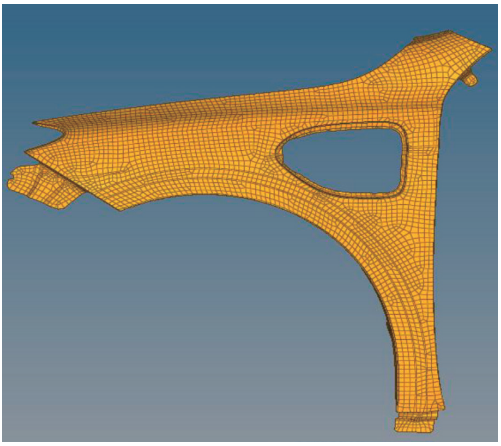
图5 划分后的网格
4 刚度矩阵操作流程及计算结果
如图6所示,将零件数据及FEA文件导入软件,首先生成重力矩阵与刚度矩阵,随后对翼子板各特征点进行计算,结果见表1。

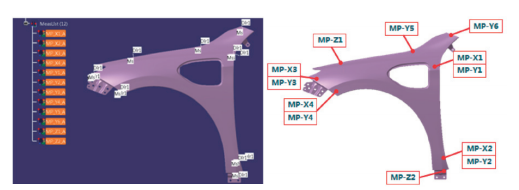
图6 刚度计算特征点
通过柔性模块分析可以看出,与刚性分析相比,柔性分析的6σ值总体偏小。对于6σ值偏大的区域,可通过在工装设计上采取增加定位点等措施来保证尺寸精度。这样既能确保整车尺寸要求得到满足,又能保证仿真的准确性。
与传统的刚性模块相比,柔性模块因考虑了材料属性和装配工艺(如螺接、焊接和铆接),能更真实地反映实际情况,从而提升零件的设计精度。
在实际的零件偏差分析中,可根据具体的偏差类型、分析对象、分析要求和时间限制,灵活选用不同的分析方法。必要时,可将刚性装配分析与有限元分析结合使用,以确保前期仿真的可靠性。
5 实车验证
为验证仿真结果的可靠性,收集5套翼子板的实车测量数据,将其与仿真结果进行对比,数据详情见表2。
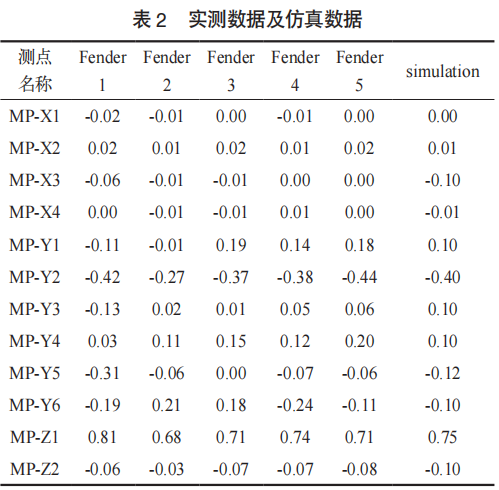
通过对比实测值与仿真结果发现,仿真偏差处于可接受范围内,满足了工程分析的精度要求。具体而言,6σ值较小的测点,其偏差均低于0.02mm,表明模型在敏感区域具有较高的置信度;而6σ值较大的测点,其偏差分布符合预期的正态分布,印证了仿真对制造变异性的有效覆盖。
6 结语
本文主要以翼子板为例,对薄板冲压零件进行了柔性仿真分析的探索性应用。通过分析得出柔性分析较传统方法的优势,将3DCS的FEA柔性模块与Hypermesh、Abaqus结合应用,对翼子板零件进行仿真分析。本文提出了一种零件偏差分析的思路,能更有针对性地根据零部件的几何特征、物理性能、检具摆放方式等实际情况,利用软件的协助,对零件进行分析计算,在项目开发前期利用仿真软件完成验证和结果输出,保证零件、工装定位设计的合理性,减少主机厂在项目开发过程中的整改成本、整改时间。
参考文献
[1] 施成攀.汽车白车身拼焊尺寸偏差分析与研究[D].合肥:合肥工业大学,2010.
[2] 庞新福,冯斌,张春斌.白车身试制过程中的焊接质量控制分析[J].汽车工艺与材料,2009(8):10-12.
[3] 罗锦耀,雷露露.3DCS三维偏差分析软件分析汽车柔性零件的应用[J].企业科技与发展,2012(15):33-37.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:赵振洲 史有为 孙政 杨博 古田,单位:中国第一汽车集团有限公司。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

-

-

汽车生产线螺栓拧紧方法的研究
整车的功能、可靠性、耐久性甚至安全性等性能在很大程度上取决于拧紧方法的控制水平。当前,汽车生产作业中的拧紧方法有多种,为了提升拧紧作业的应用水平,需要归纳、分析和总结各种拧紧方法的扭矩控制原理、精度水平和技术经济性的差异,以及不同拧紧方法的适用工况,以适应拧紧作业的技术应用和技术发展的需要。
2025-12-17



热点文章
-

-

智能网联汽车轨迹优化方法研究综述
2026-07-07
-

看见·增程的“第二生长曲线”
2026-07-14
-

中国企业出海中的人才战略与文化融合
2026-07-07
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

浅谈智能座舱与人机交互技术创新
2026-07-14
-

连接器如何破局?莫仕携“系统级决绝方案”迈入新阶段
2026-07-08
-
浅谈智能座舱与人机交互技术创新
在汽车电动化、智能化、网联化深度融合的产业趋势下,智能座舱已从配置竞争转向技术体系与落地能力的竞争。本文以零跑汽车为案例,从中央集成电子电气架构、高算力硬件、自研车机操作系统、多模态交互、舱驾融合以及车载大模型六大技术维度,对智能座舱与人机交互关键技术进行深入解析,并聚焦底层技术实现、工程化落地、量产应用效果与成本控制逻辑。研究表明,零跑汽车实现了高阶智能技术的大众化,为自主品牌提供了可复制的实践路径,验证了技术落地成效,并指明了未来优化方向。
作者:
-
看见·增程的“第二生长曲线”
-
面向ISO 34505的自动驾驶场景评价及测试优先级分析
-
国产化替代正当时:永铭车规级固液混合电容,为激光雷达发射端与算力核心提供高纹波耐受解决方案
-
智能网联汽车轨迹优化方法研究综述
-
AI《汽车制造业》增刊





评论
加载更多