油泵啸叫的制造工艺溯源与齿轮微观精度控制研究
0 引言
变速器油泵产生的啸叫噪声激励源主要来自于齿轮副啮合过程中的传递误差(Transmission Error,TE),传递误差的静态分量通常受齿轮几何制造精度及装配质量影响,而动态分量则与系统刚度、载荷波动等因素相关。因此,异常啸叫往往指向设计补偿不足或制造/装配环节引入的变异。
本文研究的对象是一款已量产超5万件、前期无同类啸叫投诉的成熟油泵产品。近期在整车测试中出现的特定啸叫问题,经ABA互换实验确认源于该油泵总成。批次追溯分析显示,故障率异常升高(1.2%)集中出现在2023年12月生产批次,相较于历史均值(0.03%)呈显著尖峰。结合产品成熟度与故障批次集中性,可排除原始设计缺陷,研究重点因而聚焦于该批次制造工艺的波动与潜在变异。
1 啸叫噪声识别
为精准识别啸叫特征与声源,本研究采用ABA互换实验与LMS SCADAS多通道测试系统相结合的方法。测试结果表明,啸叫能量稳定集中于71阶次,如图1所示,该阶次与齿轮啮合频率及其倍频无关,提示噪声非正常啮合激励所致,而是源于某种与齿数相关的制造或刚度异常。
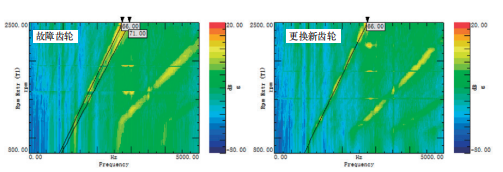
图1 更换新驱动齿轮前后的colormap
为探究微观几何成因,对故障齿轮进行了全尺寸精密检测。检测在恒温计量室内,采用WENZEL齿轮测量中心完成,确保测量精度与重复性。部分核心数据见表1,结果表明齿轮右齿面存在多项系统性偏差:
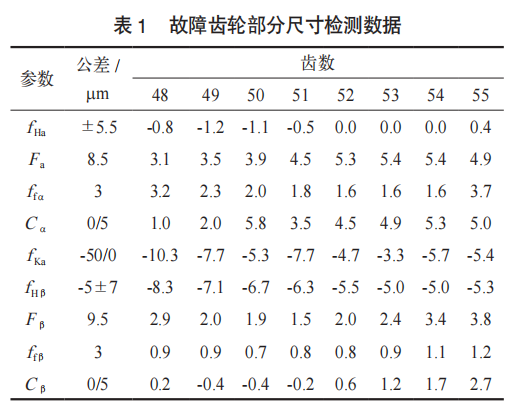
齿形鼓形量(Cα)异常。标准要求为0~5μm,实测有14齿超差(>5μm),且整体波动剧烈(范围1.5~6μm)。这表明齿廓中凸度失控,部分齿形过度鼓出,将导致啮合时单齿接触应力集中。
齿向鼓形量(Cβ)异常与波动。标准同样要求0~5μm,实测有7齿出现负鼓形(-0.4~-0.1μm),且全齿圈波动极大(-0.4~4.2μm)。负鼓形意味着齿宽方向中部凹陷,而巨大的波动则表明齿向扭曲不一致,二者共同导致齿面在宽度方向上无法形成均匀接触。
齿廓形状偏差(ffα)超差。标准要求≤3μm,实测有18齿超差,最高达3.7μm。这表明齿廓偏离理论渐开线的形状误差较大,影响啮合平稳性。
上述齿形与齿向鼓形量的异常及巨大波动,意味着齿轮在啮合过程中,齿面接触区无法形成稳定的椭圆状印痕,而是呈现局部高应力点接触或异常边缘接触。这种接触状态会引发两个严重后果,一是载荷分布严重不均,导致局部应力激增;二是在啮入啮出瞬间产生额外的冲击激励。这两种效应均是激发齿轮系统高频共振(表现为71阶次啸叫)的直接动态根源。因此,检测数据从几何层面直接解释了异常啸叫的产生机制。
2 工序定位
齿轮制造遵循一套精密且顺序严格的工艺流程,主要包括滚齿、热处理和磨齿等三大关键工序,如图2所示。滚齿作为齿形粗加工阶段,其核心任务是在毛坯上高效切削出基本齿廓,该工序设计公差较宽(如齿向公差±15μm),侧重于成形而非最终精度。热处理通过渗碳淬火提升齿面硬度与耐磨性,为后续精加工提供合格的硬化齿坯。磨齿作为最终精加工工序,负责对淬硬齿轮进行精密修形,其理论齿形公差严格(±3μm),直接决定齿轮的啮合精度与NVH性能。
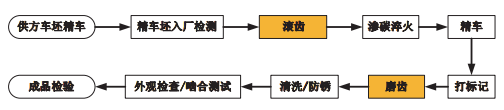
图2 齿轮制造工序
通过对故障批次与正常批次的工序能力进行对比分析发现,滚齿工序的Cpk值为1.2,表明其过程稳定受控;而磨齿工序的Cpk值仅为0.7,已处于严重失控状态。结合该批次齿轮齿形齿向鼓形量超差的具体检测数据,进一步锁定导致质量异常的工艺环节为磨齿工序。
3 鱼骨图原因分析
围绕“人机料法环”五个维度,对磨齿工序进行鱼骨图分析,旨在全面排查导致齿轮齿形异常的可能根源。
人(操作者)维度,重点核查了操作人员的作业规范性与记录完整性。经调取并复核该批次及相邻批次的生产记录、自检报告及设备操作日志,未发现非常规操作步骤、参数篡改或漏检记录。所有操作均符合标准作业指导书要求,且历史质量数据中无因人为主观失误导致的类似波动模式。因此,排除操作失误或记录疏漏为主要致因。
机(设备与工装)维度,对磨齿机本体及关键工装进行了精密检测。设备核心部件——砂轮主轴的径向圆跳动经测量≤2μm,满足工艺标准(≤3μm),表明设备主体精度状态良好。然而,对工件夹紧系统的专项测试发现,其夹紧力存在显著波动,波动幅度高达±18%,远超工艺规定的±5%允差。该波动直接导致齿轮在磨削过程中定位微变与刚性变化,是引发齿面微观几何形状(齿形、齿向)不稳定的关键设备因素。
料(工件材料)维度,对故障批次齿轮材料进行了理化性能复验。检测结果表明,其表面硬度为60HRC,心部硬度为35HRC,表面至心部的硬度梯度分布合理;有效渗碳层深度为0.8mm,符合图纸技术要求。材料金相组织(马氏体、残留奥氏体)评级合格,未发现异常脱碳或组织缺陷。因此,排除原材料及热处理质量波动对本次齿形超差的影响。
法(工艺方法)维度,全面审查了磨齿工序的加工参数与工艺文件。所用的砂轮线速度(35m/s)、轴向进给量(2μm/冲程)、磨削余量分配及冷却液参数等,均与经过验证的稳定工艺规范一致,且程序未发生未经授权的变更。工艺方法本身具有成熟性和再现性,故排除工艺参数设定错误为直接原因。
环(生产环境)维度,评估了环境因素对精密加工的可能干扰。车间清洁度检测结果合格,无过量磨削粉尘或油污污染。车间温度控制在(23±2)℃范围内,该量级的温度波动对于尺寸较小的齿轮工件而言,所引起的热变形量在理论计算及经验中均属微米级以下,对齿形精度的影响可忽略不计。因此,环境因素并非本次异常的主导变量。
通过上述五个维度的系统性排查与分析,最终锁定工装夹紧力不稳定(属于“机”维度)为导致磨齿工序齿形齿向超差并引发油泵啸叫的根本原因;其他维度在本案例中均处于受控状态,影响可忽略。具体失效机理在于,工装拉杆螺栓在磨削过程中发生松动,实测扭矩衰减率达30%,致使工件夹紧力严重不足,进而诱发磨削颤振(振动加速度峰值达5.2m/s²),最终导致齿轮齿形与齿向精度超差。
4 整改措施
针对上述分析揭示的工装夹紧力不足问题,为从根源上消除螺栓松动并恢复工艺稳定性,实施了一套系统性改进方案。
(1)结构防松优化。对核心夹紧元件——拉杆螺栓进行了再设计。在螺栓头部增设精密加工的扁方结构,并与夹具本体上的对应槽口配合,从物理结构上完全阻止其周向旋转的可能。同时,在螺纹联接副中加装止转销,形成双重机械锁固,如图3所示。此设计旨在直接阻断磨削振动传递过程中可能诱发的螺栓回转路径,消除因振动导致的螺纹副自退松风险。
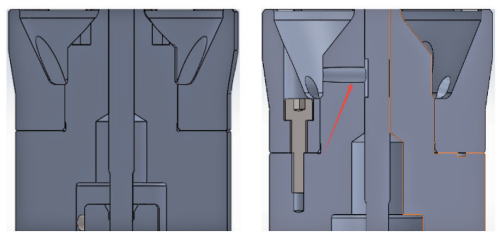
图3 结构优化对比
(2)预紧力工艺强化。在结构优化的基础上,重新评估并提升了夹紧系统的预紧力规范。将螺栓的初始预紧扭矩从原250N·m提升至350N·m,该值经力学计算与屈服强度校核,确保在材料安全范围内。优化后,经在线监测系统实测,工件夹紧力的波动范围由原来的±18%显著收窄至±5%以内,达到了高精度磨削的工艺稳定性要求。
(3)动态可靠性验证。为模拟严苛工况并验证防松措施的长效性,设计了振动台加速耐久测试。将装配改进型工装的样件置于振动环境中,持续施加频率范围为20~200Hz的多频振动谱,历时5h。试验后复检,螺栓预紧扭矩无衰减,扁方结构与止转销均无变形或磨损,夹紧力保持率超过99%,充分证明了优化方案在模拟长期振动环境下的有效性与可靠性。
通过实施上述系统性改进措施后,故障批次齿轮的加工质量获得根本性提升与稳定控制。齿向鼓形量的标准差由改进前的4.8μm显著降至1.2μm,不仅满足内部工艺规范(≤2.0μm),更从微观几何层面确保了齿面一致性。装配后经LMS振动噪声台架测试验证,原先突出的异常阶次啸叫已完全消失,异响问题得到彻底解决。优化后的油泵产品顺利通过客户全套耐久与NVH验证,所有测点的声品质与振动强度均符合严苛的接收标准,实现批量交付零投诉。此次改进不仅闭环了当前质量风险,更通过提升工装可靠性,将相关工序的Cpk从不足1.0提升至1.67以上,实现了质量的长期稳定控制。
5 结语
本研究通过系统的制造工艺溯源,成功解决了某成熟油泵产品的批次性啸叫问题。根本原因被确定为磨齿工序中因工装夹紧力不足引发的磨削颤振,导致齿轮微观几何精度超差。通过结构防松与预紧力控制等针对性改进,不仅消除了异响,更显著提升了工序能力。案例表明,在高精度齿轮制造中,工装系统的动态稳定性是保证微观几何精度与产品NVH性能的关键环节。未来建议将夹紧力监控纳入过程控制体系,并推广该闭环分析方法,以预防同类问题复发。
参考文献
[1] Pale rmo, A.,B ritte,et al. The measu rement o f Gear Transmission Error as an NVH indicator: theoretical discussion and industrial application via low-cost digital encoders to an all-electric vehicle gearbox[J]. Mechanical Systems and Signal Processing,2018,Vol.110: 368-389.
[2] 王涛,贾伟伟,陈开超,等.某轻型载货汽车动转泵异响分析与优化[J].汽车实用技术,2017,(6):144-146.
[3] 李海洋,谢里阳,张林林,等.基于模糊FMECA的齿轮制造工艺可靠性分析[J].机械设计,2019,36(1):30-33.
[4] 《齿轮制造工艺手册》编委会编.齿轮制造工艺手册(第2版)[M].北京:机械工业出版社,2017.
[5] 肖芳,梅自元,钟维.齿轮制造工艺技术分析与研究[J].江西化工,2018,(4):19-23.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:严生辉 苏梅 白熊,单位:重庆红宇精密工业集团有限公司。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

供应链视角下的汽车制造业压缩空气系统优化管理
本文从供应链管理视角出发,系统探讨现代汽车制造企业高效、可靠压缩空气系统的构建策略与管理方法。首先分析压缩空气系统在汽车制造企业供应链中的重要性,并从应用角度阐述其对工艺、质量与能效的影响。随后从系统设计、优化策略与供应链协同等维度提出构建高效系统的具体方法,并基于全生命周期管理理念,进一步优化压缩空气系统的能源效率,为汽车制造业绿色转型提供可行的实践路径。
2026-03-23
-

产品设计与工艺规划结合的增效降本应用探索
一款产品或一条产线的效能,取决于产品与工艺本身的设计水平。优秀的产品构造与卓越的工艺策划,往往能够自然带来更高效的制造能力。本文围绕产品与产线设计展开,从产品端(平台化、模块化)与规划端(规划通用化、工艺标准化)两个方向进行探索与论述,旨在实现高质量、高效率、高柔性且低成本的规划设计理念,打造精益高效的智能制造场景。
2026-03-20
-

车身涂装智能输送装备的研究与开发
以构建车身涂装高效、简捷和智能化输送线为目标,围绕相关机构设计与控制技术开展研究。在充分考虑产品成本、性能指标、技术先进性以及系统性、可扩展性和可维护性等因素的基础上,设计了一种基于现场总线控制的新型旋转式智能小车输送机。该系统可有效提升汽车涂装生产的柔性化、智能化与可靠性水平。
2026-03-19


热点文章
-

基于深度学习的电驱实验系统设计
2026-07-24
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

采埃孚全球电子助力转向系统产量突破1亿
2026-07-24
-

-

-

AHTE 2026 展后报告新鲜出炉
2026-07-24
-

AMTS 2026 展后报告新鲜出炉
2026-07-24
-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多