SMC在发动机油底壳上的应用
1前言
SMC 是Sheet molding compound的缩写,即片状模塑料。主要原料由SMC专用纱、不饱和树脂、低收缩添加剂,填料及各种助剂组成。它在二十世纪六十年代初首先出现在欧洲,在1965年左右,美、日相继发展了这种工艺。我国于80年代末,引进了国外先进的SMC生产线和生产工艺。 SMC具有优异的阻尼特性、耐腐蚀性能、轻量化、结构的可设计性、抗蠕变性能和耐热性能,其机械性能可以与铝等金属材料相媲美,已经在汽车发动机中有多年应用的实例,如油底壳、缸盖罩、齿轮室盖等。
现代的汽车行业在减少噪声、节能减排、集成化、可设计性强、易于成型、成本降低等方面的要求越来越高,而复合材料质轻、阻尼性能好等自身具有的特点,正能够满足汽车工业的这种要求。随着汽车工业的发展,SMC复合材料技术获得了进一步的发展,最新开发的SMC材料主要应用于汽车发动机上,其特点是具有精密的尺寸精度和使用中在-40℃-150℃温度条件下的尺寸稳定性。
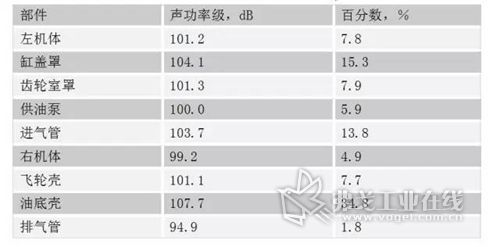
近年来,随着用户对环境的关注,汽车噪声治理已经列入汽车标准要求中。从整车的噪声源来分,发动机约占30%以上。而油底壳和缸盖罩占发动机噪声源的50%(表1).目前,国外主机厂为了降低这两部分的噪声,从材料和结构两个方面,已经进行了系统的开发。
表1 部件声功率级及能量百分数
为了推进SMC新材料在发动机上的应用,使大家对SMC油底壳的应用及其特点有较全面的认识,本文对SMC油底壳进行了详细的介绍。
根据国际主要主机厂的研究,应用于发动机油底壳、缸盖罩、齿轮室等发动机周边部件的SMC材料需要具备较高的力学性能、优异的耐热性,北京中材经过长时间的研究试验,开发成功发动机油底壳等部件专用片材,达到欧美同类材料水平,获得了Cummins的认证。该材料的部分主要性能见表2。
表2 Sinoma 发动机专用SMC片材性能

2SMC油底壳市场应用情况
SMC油底壳在国外较早就获得了应用,如Detroit Diesel 60机油底壳(1987年)、Cummins L-10油底壳(1987年)、Navistar Diesel: NGD oil pan、Volvo、雷诺、奔驰、FORD等(图1)。

图1 沃尔沃/雷诺重型发动机SMC油底壳
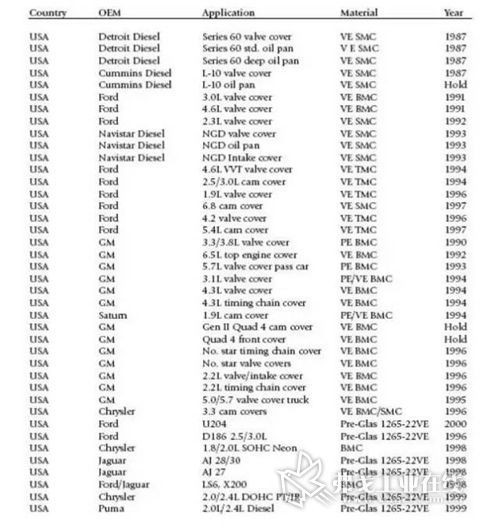
在欧洲,主要的SMC油底壳材料供应商Menzolit公司,每年生产用于制造油底壳的材料约700吨。根据2001年的资料,北美地区机动车中, SMC/BMC复合材料油底壳和缸盖罩的保有量约4000万个(部分使用厂家见表3),并且自1987年以来,未发生一例由于材料原因造成的性能下降和产品变形质量事故(《Thermoset Technology:For the Molder》March 13, 2001)。由此可见,SMC材料用于制造发动机油底壳,得到了充分的实践验证。
表3 北美使用SMC/BMC油底壳和缸盖罩的厂家
3SMC油底壳的优势
目前市场上油底壳材料种类:钢板冲压件、铸铝件、复合钢板、SMC油底壳、GF增强尼龙。与其他材料相比,SMC油底壳拥有无可比拟的优点。
3.1. 轻量化、高环保性
资料表明,汽车每减重100kg,每百公里油耗减少0.2L.随着全球能源供应日益紧张,用户对于节能减排越来越重视,汽车轻量化日益紧迫。
SMC复合材料的密度为1.8,钢为7.8,铝为2.7。由于SMC材料具有轻质的特点,即使考虑为了补偿SMC复合材料刚性、强度而增加的壁厚、加强筋等措施,相对钢板冲压油底壳而言,SMC油底壳总体约减重25%,相对铸铝而言,SMC油底壳减重20%。以北京中材开发的10L柴油机油底壳为例,原钢板油底壳总成重量12.3kg,SMC油底壳9kg,减重达到3.3kg,其中还不包括集成油底壳托块所减少的重量。
生态效率与可回收性是汽车制造业关注的焦点。相关的研究表明,SMC是极具生态效率的材料。在研究中,分别以钢、铝和SMC三种材料的行李箱盖为研究对象,研究涉及材料制备、模制、部分重制、喷漆、组装以及耗油性、用弃后的废物处理等多个方面。根据研究结果,对相关数据进行评估后,比较结果如图2所示。
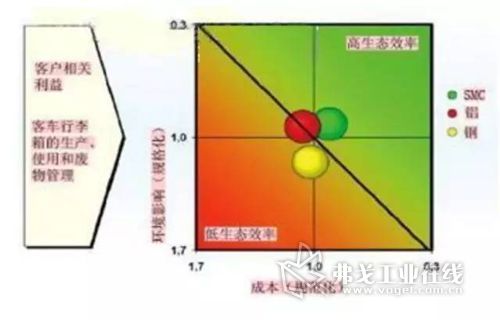
图2 SMC材料的生态效率
3.2. 优良的减振降噪特性
复合材料的阻尼一般为0.05,金属材料的阻尼为0.005。也就是说复合材料阻尼比金属材料的阻尼高10倍。从图3可以看出,采用复合材料制成的油底壳,从200Hz开始即有良好的减振效果,特别是在高频范围内效果显著,最多降低了11dB。图4是铝和SMC 材料的噪音衰减对比。
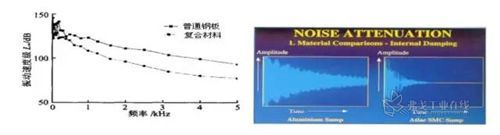
图3复合材料和钢板的振动对比 图4铝和SMC材料的噪音衰减对比
图5是北京中材汽车复合材料有限公司开发的10L柴油发动机油底壳约束模态分析,表4是SMC油底壳和钢板冲压油底壳振动模态分析结果对比表。从分析结果看,与钢油底壳相比,该Sinoma SMC油底壳减振优势明显,与钢油底壳相比,一阶、二阶和三阶振动频率,SMC油底壳分别提高了50%,53%和32%。
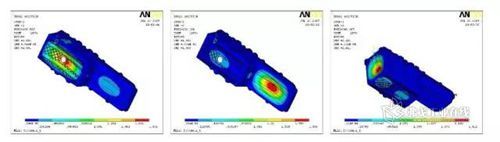
第一阶频率:186.6Hz 第二阶频率:193.2Hz 第三阶频率:240.6Hz
图5 Sinoma SMC油底壳的约束模态分析图
表4 分析结果

为了验证Sinoma SMC油底壳模态分析结果,我们通过采用比较精确的表面速度法计算油底壳表面辐射噪声,在柴油机试验台架上进行欧III 柴油机SMC 油底壳和钢制油底壳对比表面振动测试和计算分析试验。试验结果表明,采用SMC 油底壳可有效降低柴油机油底壳表面辐射噪声,在2200r/min 额定转速计算出油底壳辐射噪声可降低9.4dB,在1600r/min最大扭矩转速下可降低12.9dB。
3.3 可设计性、可集成性、成本降低
与金属冲压成型不同,SMC为多种材料的综合,在成型压力下具有流动性,因此产品结构具有极强的可设计性(根据需要,产品的不同部位具有不同厚度、方便加筋等)。制造SMC零部件时是一次压制成型,易于成型复杂的制品,生产不良率较低,再加上部件集成(油尺、挡油板、集油器、托块等)的特点,可以有效减少部件螺栓和焊接,使复合材料油底壳具有与钢板或铸铝相当的较低成本。
由于生产SMC油底壳的装备和模具投资很小,相同零部件通常比金属冲压工艺投资节省50%以上,根据统计分析,在年产量低于130000件的情况下,SMC部件的成本低于钢板冲压部件,只有当产量达到130000件时,SMC部件的成本才上升到与板金件相同。但是,在现代产品更新速度快、批量小的形势下,很少有零件达到如此高的产量。
与其他材料相比,SMC也提供了很好的性价比(图6)。
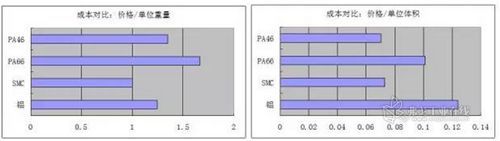
图6 SMC部件与铝、尼龙材料成本对比
3.4 尺寸稳定性、密封性、耐低温性能优良
热固性材料(SMC)不同于热塑性材料(尼龙),热固性材料由于分子间发生交联,在冷热交变下,能够保持尺寸稳定性,蠕变很小;热塑性材料由于分子间无交联,仅靠分子间力维持尺寸,当长期在热环境下使用时,会出现较大的蠕变(图7)。
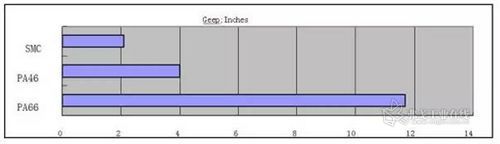
图7 30分钟 150℃ 200g静载的蠕变
由于存在蠕变,尼龙用于油底壳、缸盖罩产品,其螺栓最大跨距为100mm。北京中材开发的油底壳专用SMC材料,具有更加优异的抗蠕变性、耐温性( Tg = > 165℃)和防水性,由它们制成的零部件坚固耐用,防泄漏效果好,因而非常适应引擎室的应用环境,其用于油底壳和缸盖罩产品,螺栓最大跨距可以达到250mm以上,特别适合用于制造尺寸大于600mm的发动机油底壳和缸盖罩部件。
SMC部件的另一个优点是具有很小的热膨胀系数--SMC与钢的CLTE(线性热膨胀系数)类似!这使得SMC部件在与金属部件相结合时,彼此间的空隙非常小。在高低温交变的情况下,能够保证零件间的密封性。因此,卡车和轻型商用车(LCV)中的很多金属部件均可被替换成SMC部件,替换后,部件的功能保持不变,但重量更轻。
与热塑性材料(尼龙等)相比,热固性SMC材料具有极佳的低温性能,在极寒的环境下也不会变脆(表5)
表5 Sinoma SMC油底壳低温冲击性能

由于SMC材料自身性能的优异表现,用其制造的油底壳、缸盖罩自1987年以来,未发生一例由于材料原因造成的产品变形质量事故。
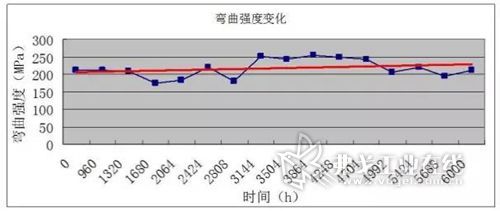
3.5. 125℃长期耐机油性
发动机专用SMC材料具有极佳的耐机油性能(图8),Sinoma 油底壳专用SA1800 SMC片材在125℃ ,CF-4级15W/40机油中浸泡6000小时后,弯曲强度保留率为109.0%;
3.6. SMC油底壳的散热性能
油底壳散热的机理主要是对流,取决于散热表面积,空气流速,而SMC材质热传导率的影响可以忽略(表6)
表6 Sinoma SMC油底壳对机油温度的影响

互联网
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多