曲轴粗加工工艺及合理选择
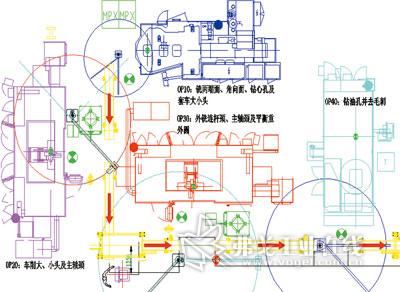
图1 只用4台设备便可实现年产能15万台曲轴的粗、半精加工
曲轴作为发动机上最重要的零部件之一,由于其工作环境的恶劣性,对其强度、刚性、韧性、精度、耐冲击和耐磨损等性能的要求越来越高,其材料一般是碳素结构钢或球墨铸铁,因而粗加工工艺的合理选择直接影响着生产的成本、效率及后续精加工的质量和工废率。
曲轴粗加工工艺技术
曲轴的粗加工工艺流程通常为:铣端面、定总长、钻质量或几何中心孔及车大小端外圆→铣主轴颈及轴肩→铣连杆颈及轴肩→车拉主轴颈及沉槽→车拉或铣削连杆颈及沉槽→枪钻油孔。
其中:
(1)铣端面、定总长及钻中心孔一般有两种方法,用专机或加工中心钻中心孔。
(2)曲轴主轴颈和连杆轴颈的粗加工和半精加工工艺,大体有以下几种:多刀车削工艺、数控车削工艺、数控内铣铣削工艺、数控车-拉/数控车-车拉工艺以及数控高速外铣工艺。
(3)钻曲轴深油孔是在专机或加工中心上用枪钻或麻花钻进行钻削。
曲轴粗加工工艺的发展
曲轴粗加工工艺的演变主要经历了以下几个阶段:
1. 钻中心孔
国内生产线中多采用几何中心孔作为定位中心,但是利用几何中心孔作定位中心进行车削加工或磨削加工时,工件旋转时产生的离心力不但影响工件的加工质量,降低两端定心元件的使用寿命,而且磨削完成后剩余的动平衡量大,平衡效率低。鉴于此,国外厂商开发出了质量中心孔加工设备,利用专门设计的测试设备来测试质量中心,然后加工出中心孔,采用CNC技术控制,且将铣两端长度和加工质量中心孔合并为一道工序,加工效率比较高。但是,若毛坯质量较差,弯曲变形严重或质量严重分布不均匀,采用钻质量中心孔也不能解决上述问题。因此,曲轴的质量中心孔和几何中心孔应按毛坯质量的好坏合理选用。一般来说,如果毛坯质量好,加工余量小且分布均匀,这时曲轴的质量中心孔和几何中心孔会基本重合,不必花较高的费用购置质量定心设备;如果毛坯质量较差,加工余量大且分布不均匀,则应优先选用质量中心孔。
2. 加工曲轴的主轴颈及连杆轴颈
在20世纪60年代之前,曲轴主轴颈及连杆轴颈的加工多采用车削工艺,由于加工精度低和柔性极差等原因,被在60年代末开发出的CNC车削、CNC外铣和CNC内铣逐步淘汰。
CNC外铣面世的时间并不长,由于其后出现的CNC内铣技术经济指标明显优于外铣,因而在80年代中期又很快被CNC内铣所淘汰。1983年又产生了车拉工艺,在此后5年多时间里,车拉工艺从直线式发展成回转式,到1988年发展到车-车拉工艺。至此,曲轴的主轴颈和连杆轴颈的粗加工主要采用CNC车削、CNC内铣和CNC车拉(含车-车拉)三种工艺。到90年代中期又出现了CNC高速外铣,它对平衡块侧面需加工的曲轴,比上述三种工艺的生产效率还要高。到90年代的CBN高速磨削,粗磨曲轴主轴颈(含沉割槽)和连杆轴颈(含沉割槽),出现以磨代替其他粗加工工艺的新局面,甚至直接磨削到成品。
3. 钻曲轴深油孔
曲轴深油孔的直径一般在5~8mm之间,从主轴颈到连杆颈倾斜贯通,属典型细长孔,而且在曲面上加工,工艺性极差。加工深油孔目前用得较多的方式是在专用设备上采用枪钻工艺,随着刀具材料和涂层技术的发展,现在也有很多厂家采用麻花钻代替枪钻,无论从效率还是刀具寿命方面都有了很大的提高。此外,近年来还出现了深油孔加工的MQL技术,无论从成本、效率和环保方面都有了很大的提高。
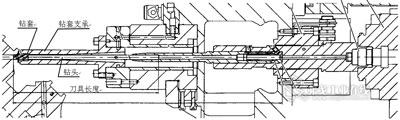
图2 对钻套和钻头之间的间隙要求一般在0.015~0.03mm之间
国内曲轴粗加工技术现状
目前国内曲轴生产线多数由普通机床和专用机床组成,设备台数多、生产效率和自动化程度相对较低。粗加工设备多采用多刀车床车削曲轴主轴颈及拐颈,加工质量稳定性差,容易产生较大的加工应力,难以达到合理的加工余量,所以导致产品周转线长、场地占用面积大,其生产效率完全是靠多台设备分解工序和余量来提高的。 然而,当今的汽车发动机曲轴制造业面临的却是以下几个问题:多品种、小批量生产;交货期大大缩短;降低生产成本的要求;难切削材料的出现使加工难度明显增加,加工中提出了许多需要解决的课题,如硬切削;为保护环境,要求少用或不用切削液,即实现干式切削或准干式切削。
在进入21世纪以来,高速、高精、高效和高柔性的加工技术及装备在汽车曲轴制造业中得到了迅速的应用,生产效率大大提高,发动机曲轴生产线中设备数量得以减少,效率得到更大的提高。某轿车发动机曲轴生产线只用了4台设备便完成了年产能15万台曲轴的粗、半精加工(见图1),而全线设备也就只有14台左右,产品周转线大大缩短,加工效率得到极大提高,质量控制更易于管理。
合理选择曲轴粗加工工艺
1.曲轴粗加工机床的合理选用
先进的金属加工设备在曲轴制造中的重要性毋庸置疑,它能够可靠地保证尺寸精度和一致性,适应生产节拍的要求,提高整体工艺水平。但不能采取盲目的“拿来主义”,也并不是设备越先进越好,应符合以下几个方面的要求:
(1)符合工艺性 结合产品结构,能满足尺寸精度和一致性的要求;
(2)符合经济性 采用合适而不是最优的设备原则;
(3)符合设备管理和维修性 了解设备供应商售后服务质量,备件采购是否能够满足生产需要及其统一性;
(4)合理组合 本着实用、高效的原则,国内有许多曲轴制造企业对引进设备存在一些误区,认为设备越先进、昂贵越好。但如果使用不当,先进设备起不到应有的作用,会造成很大的浪费。
2. 曲轴质量中心孔和几何中心孔加工设备的选用
毛坯质量好,加工余量小且加工余量分布均匀,曲轴的质量中心孔与几何中心孔基本重合,可直接钻几何中心孔;毛坯质量较差,加工余量大且加工余量分布不均匀,要优先选用质量中心孔作定位中心。因为初始不平衡量较大,如果钻几何中心孔,质量分布不均匀,转动惯量较大,损坏后续加工设备的精度。但是,若采用几何中心孔作定位中心,在进行动平衡时,初始不平衡量如果超出平衡机要求而无法平衡,在这种情况下应优先选用质量定心机作定位中心。
3. 曲轴轴颈粗加工工艺的合理选用
下面分别就CNC高速外铣、CNC内铣、CNC车-车拉及CNC车削来进行介绍。
(1)各种加工工艺的特点 数控高速外铣的适用范围广,特别是双刀盘数控高速外铣,切削速度高(可高达350m/min)、加工效率高、质量稳定且自动化水平高。加工四缸发动机曲轴,车-车拉工艺加工连杆轴颈需要二次装夹才能完成,而数控高速外铣只要一道工序就能完成,现在已成为曲轴主轴颈和连杆轴颈粗加工的主要发展方向。
CNC内铣适合于大型及不定量的批量生产,尤其是对于无沉割槽且平衡块侧面需要加工的曲轴提供了较高的稳定性,但其手动上下料较困难、非切削时间较长、设备价格亦较高。加工后表面粗糙度较差,可能对后续滚压强化和磨削砂轮会有影响。
数控车削设备价格相对便宜,不需要复杂的刀具,适合小批量多品种生产。车-拉、车-车拉的突出优点是可对宽轴径进行分层加工,切削效率高,加工质量好,但是车拉设备价格高,刀具结构复杂且费用也较高。
(2)根据曲轴不同的结构来分析 当曲轴的轴颈无沉割槽时,几种工艺都能加工。当曲轴的轴颈有轴向沉割槽时,CNC高速外铣不能加工,但CNC车削、CNC车拉或车-车拉能加工。当曲轴的平衡块侧面不用加工时,主轴颈加工选用CNC车-车拉或车削比较合理,加工精度高。由于连杆颈轴线不在一条中心线上,如六拐曲轴,用车-车拉加工就比较困难,而CNC高速外铣就比较容易。当曲轴的平衡块侧面要加工时,主轴颈加工应优先选用CNC内铣或CNC高速外铣,连杆颈的加工用CNC高速外铣;若毛坯是锻钢毛坯,CNC内铣更有利于断屑;若采用CNC车削或车拉,由于平衡块侧面是断续车削,曲轴转速较高(约800~1000r/min),在这种切削工况条件下,刀具崩刃现象严重,加工工艺选择就很不合理。
(3)根据加工精度和机床的复杂程度来分析 CNC车削、CNC车-车拉加工精度相对CNC内铣和CNC高速外铣高些,但只适合于加工主轴颈,一般不用于连杆轴颈的加工。因为若用于连杆颈加工,比如对于四缸发动机要进行两次装夹且夹盘结构复杂;此外,CNC内铣和CNC高速外铣机床较复杂。
(4)从加工的柔性方面来分析 CNC高速外铣(双刀盘)及CNC内铣(双刀盘)比CNC车削、CNC车拉(含车-车拉,双刀盘)的柔性好。
根据不同的年生产纲领,比较各种加工工艺的特点,分析曲轴的结构、机床结构及价格、工艺经济性,就可以制定合理的曲轴主轴颈及连杆轴颈粗加工工艺方案。
3.曲轴深油孔的加工工艺
由于曲轴材料和其结构的特殊性,曲轴深油孔加工是曲轴尤其是锻钢曲轴加工中的一个难题,目前很多国内专业的曲轴生产厂家主要用专用机床进行加工,也有一些厂家采用摇臂钻,但是效率太低。
目前采用专用的设备进行加工得到了很快的发展,甚至这些专用设备的柔性都比较高,但是由于油孔结构的复杂性和长径比较大,对刀具提出了更高的要求,断屑、排屑要好,钻尖结构合理,切削环境恶劣,润滑要好。目前主要采用带涂层的整体硬质合金外排屑内冷枪钻代替普通加长高速钢钻头,但是随着刀具技术的发展,在一些实际的应用中采用带涂层的整体硬质合金麻花钻有着更高的效率和刀具耐用度。在没有预钻的前提下进行直接钻削,相当于在空间曲面上进行钻削加工,对刀具和刀辅具的要求也严格多了。比如对钻套和钻头之间的间隙要求一般在0.015~0.03mm之间(见图2),否则在钻削过程中比较容易折断。有些厂家为了响应绿色制造和环保的要求,发展了MQL技术来代替传统的大流量油冷冲洗。
目前国外知名专业设备厂商主要是以德国TBT、西班牙ETXE-TAR等为代表的机床厂商和以TBT、住友、Guhring等为代表的刀具厂商。
国内也有一些厂家采用柔性较高的加工中心,不采用钻套,而是先用一把铣刀在工件表面上锪一个平台,接着进行预钻,然后再进行钻削,刀具数量较多,辅助时间较长,一次只能钻削一件曲轴(单主轴),所以效率比较低。
海马轿车有限公司
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多