车身匹配零部件尺寸质量评价浅析
0 前言
为提升企业品牌竞争力,企业需要监控成本并确 保高质量的产品,因此,企业依赖于提供符合客户质 量要求的零部件供应商。生产件批准程序(PPAP)工 具在汽车行业的质量控制过程中应用广泛,其规定了零部件制造及整改的验证过程。
PPAP 手册开发了一套过程批准程序,用以规范与供应商的关系,PPAP 过程是与供应商建立信任关系的重要工具,并且有助于改善内部沟通和供应链效率 ,PPAP 认证表明供应商已达到或超过客户要求,并且可以预期其将持续生产合格产品。
1 质量评价和过程能力指数
在零件尺寸质量评价时,常用过程能力指数进行评价,该指数数值越大,说明零件尺寸质量越好。稳定的过程能力指数Cp(Capability Index of Process)定义为公差、工序质量规格等过程质量标准除以过程能力,反映了过程是否能够很好地满足规格要求。
不考虑过程的位置偏移时,一般表达式为:

式中,T是公差带(Tolerance),USL 是上规格限(Upper Specification Limit),LSL 是下规格限(LowerSpecification Limit), 是过程标准差 σ 的估计值,
是过程标准差 σ 的估计值, 为子组极差的平均值,d2为随子组容量变化的一个常数。
为子组极差的平均值,d2为随子组容量变化的一个常数。

当考虑过程的位置偏移时,一般表达方式为:

式中,  表示过程的总均值。
表示过程的总均值。
记分布中心为 μ,公差中心为 M,则偏移量为 ε =|M -μ |,定义 μ 与 M 的偏移度 k=2ε ⁄T,则过程能力指数公式为 :

无偏移情况的 Cp 表示加工过程的一致性,该能力指数适用于统计稳定的过程,是过程在受控状态下的加工制造能力,在 Cp 计算公式中,T 反映了对产品的技术要求, 放映了加工过程的质量,Cp 值越大, 表面加工质量越高。但这时对设备和操作人员的要求也高,加工成本也越大,所以对 Cp 值的选择应根据技术与经济的综合分析来决定。
放映了加工过程的质量,Cp 值越大, 表面加工质量越高。但这时对设备和操作人员的要求也高,加工成本也越大,所以对 Cp 值的选择应根据技术与经济的综合分析来决定。
有过程位置偏移的情况,则体现为 Cpk,它考虑了过程位置和能力,Cpk 越大,越接近 Cp,则过程中心 μ 与公差中心 M 的偏离越小,是过程的质量能力与管理能力二者综合的结果。
Pp 是一个性能指数,它将过程性能与公差范围内的最大可允许变差进行比较,以反映过程是否能够很好地满足要求。Pp 的一般表达方式为:

式中,σp 为过程总变差,包括了子组内和子组间两种变差。一般用样本标准差 s 来估计:

式中 xi 是单个读数, 是读数的均值,n 为读数的总个数。
是读数的均值,n 为读数的总个数。
Ppk 是过程性能指数,因为计算不需要工程稳定, 所以在 PPAP 手册中要求在产品进行试生产过程不稳定时用 Ppk 衡量过程能力,只有 Ppk 满足要求才能进入量产阶段,所以又把 Ppk 称为初始过程能力指数,一般表达方式为:

Ppk 是在 PT(量产试制车)阶段对一定小批量生产的能力评价,它是一种对整体数据进行预先能力测定的过程,使用的数据为一个统计周期内的全部数据, 在 PT~ 品确车(量产准入)阶段,零部件入库前实施不少于 30 台份批量验证,初始过程研究的接收准则一般要求 Ppk ≥ 1.67。
而 Cpk 是进入大批量生产 SOP 后,为了保证批量生产下的产品品质状况不至于下降,保证与之前的小批生产具有同样的控制能力,所进行的生产能力的评价,此时进行的是小样本组之间数据的比较,量产之后零部件入库接收准则使用稳定过程能力指数,一般要求 Cpk ≥ 1.33。
过程能力指数 Cpk 与过程性能指数 Ppk 计算公式整体上是一样的,唯一的区别是标准偏差 σ 的计算不一样,由于 Cpk 的计算是基于 SOP 批量生产阶段过程处于稳定状态,用子组内变差 σc 表示标准偏差,此时子组间偏差应该为 0。在 PT~ 品确车零部件入库阶段为小批量试生产阶段,其过程不稳定不受控,子组之间会有偏差,此时子组间标准差估计值一般表达为:

在过程不稳定不受控时,由于过程总变差包含了异常波动(子组间变差)和正常波动(子组内变差)的影响, 此时过程总变差:

在 PT~ 品确车零部件入库阶段由于零部件数量少, 属于小批量试产,所有的样本为一个总体,没有样本子组,这就要求全部的样本数据参与标准偏差的计算。
在 SOP 之后过程处于受控状态时子组间变差趋近于 0,理论上标准偏差只是子组内偏差,用 Cpk 来计算过程能力时需要至少 100 件以上进行估算才能计算准确,在过程处于受控状态时,过程能力会非常接近过程性能,即 Cpk 与 Ppk 相差很小,如果此时两者存在较大偏差,说明有异常波动影响,产生了子组间偏差,进而导致了结果不一样,通常这类异常波动的因素只要认真查找,一般都可以发现和排查。
管理工程质量,就要及时发现并排除一切引起异常波动的因素,使工程中仅剩下正常波动的因素,换句话讲,当过程能力指数 Cpk 值达到 1.33 以后,管理工程就是严防异常因素的干扰,保持工程稳定。
2 三分之一公差的管理
产品质量是在生产过程中形成的,好的质量是设计、制造出来的,靠 100 % 的事后检查并不能控制好产品质量,需要把以检查为主的事后管理转变为预防为主的事前管理,避免某一工序环节出现毛病造成线体上产品所有劳动都付诸东流。这就需要把注意力从管理产品质量转移到管理工程质量上,转移到生产过程上,为此均值极差( )控制图便应运而生。
)控制图便应运而生。
根据中心极限定理,无论原始数据是否符合正态分布,当样本数量足够大时,样本均值的分布会趋向于正态分布或接近正态分布。同时如果对原始数据 X 进行管理图统计,检出力(即控制界限以外的面积)是很弱的,不能及时发现异常因素,因此在控制图中,广泛是采用平均值的管理图, 均值管理图的主要特点为:
(1)对称轴位置不变,即
(2)标准偏差缩小了  倍,即
倍,即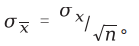
平均值的正态分布相比原始数据分布在对称轴不 变的基础上,变的更瘦高了,如图 1 所示。
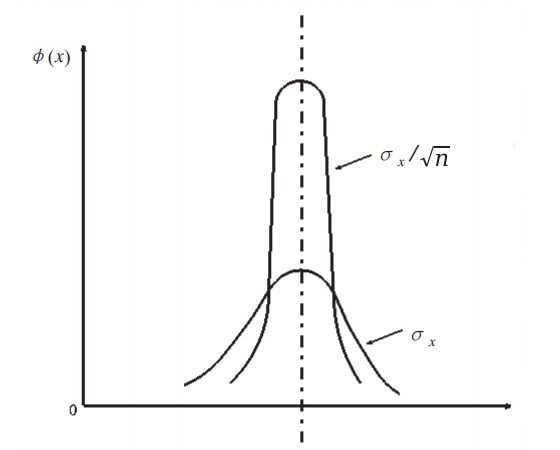
图1 单值X 分布与均值分布对比
管理界限体现了加工质量正常波动的浮动,用来判断加工过程是否出现问题,工程有无异常。公差界限是设计者提出的设计要求,用来判断产品质量是否合理,前者主要衡量工程是否稳定,后者主要衡量产品精度。
一般采用 ±3σ 作为管理图的上下管理界限,即 UCL= +3σ,LCL= -3σ,管理图的任务在于及时发现工程异常,通过管理图告诉我们工程已经出现异常, 废品即将来临,赶紧查找原因。判断异常的标志就是小概率事件发生了,而小概率事件的判断需要用到管理图的上下管理界限,通过检出力来衡量均值管理图的性能好坏。
假设某零件的标准偏差 σx 未变,仅均值移动了一 个 σx ,在 n=1,n=4,n=10 时分别衡量检出力。
当 n=1 时,由于
 ,如图2所示。
,如图2所示。
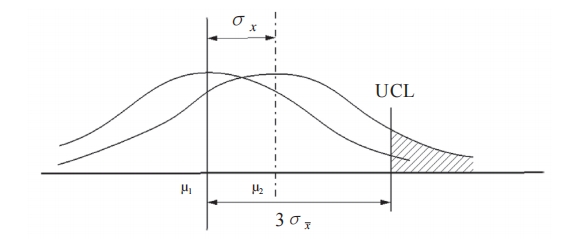
图2 n =1 时,均值正态分布偏移图
查表可知,超出 UCL 的阴影部分面积约为 0.02。
当n=4时, 由于
 ,如图3所示。
,如图3所示。
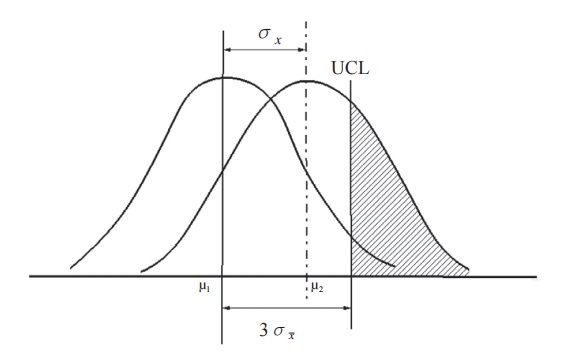
图3 n=4 时,均值正态分布偏移图
查表可知,超出 UCL 的阴影部分面积约为 0.31。
当n=10时,由于
 ,如图 4 所示。
,如图 4 所示。
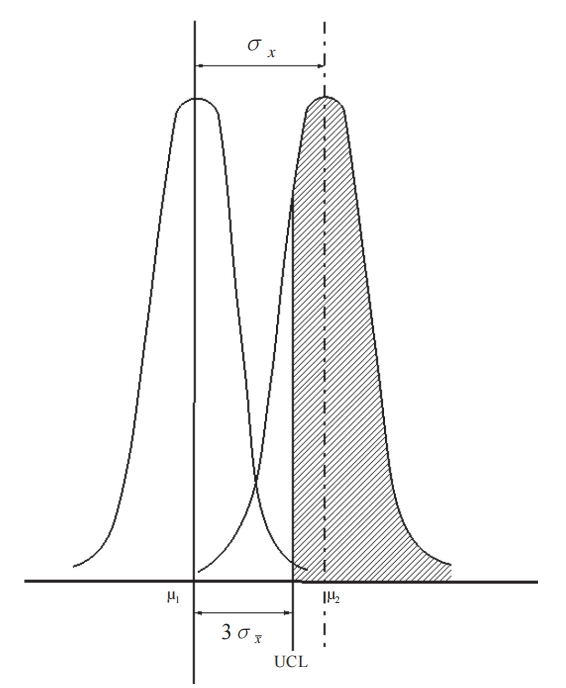
图4 n=10 时,均值正态分布偏移图
查表可知,超出 UCL 的阴影部分面积约为 0.52。
由上述计算结果可知,当均值偏移不变的时候, 随着 n 的增大,超出 UCL 的阴影部分面积变大,即管理图的检出能力增强。
由于管理图的上下界限 UCL、LCL 是通过极差平均值来确定的,UCL\LCL 表达为 ,使用
,使用  代替了
代替了 ,由于通过极差平均值来估算 σ,当 n=2 或 n=3 时,样本子组中所有数据基本都参与了运算,当 n=10 时,样本子组中有 8 个数据未参与运算, 所以估算出来的 σ 误差就会比较大。根据方开泰在《质量控制》文章中的阐述,一般 n 建议取为 5。
,由于通过极差平均值来估算 σ,当 n=2 或 n=3 时,样本子组中所有数据基本都参与了运算,当 n=10 时,样本子组中有 8 个数据未参与运算, 所以估算出来的 σ 误差就会比较大。根据方开泰在《质量控制》文章中的阐述,一般 n 建议取为 5。
当过程能力指数 Cp =1.33,同时取 n= 5 时,则:

此时
即 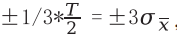 ,此时
,此时 公差(公差带的一半) 即为上下控制界限,1/3 公差带即为控制极差范围,如图 5 所示。
公差(公差带的一半) 即为上下控制界限,1/3 公差带即为控制极差范围,如图 5 所示。
图5 1/3 公差控制界限示意
当过程能力指数 Cp = 1.0,同时取 n=5,此时:

如果此时仍以 1/3 公差作为管理界限,则如图 6 所示。
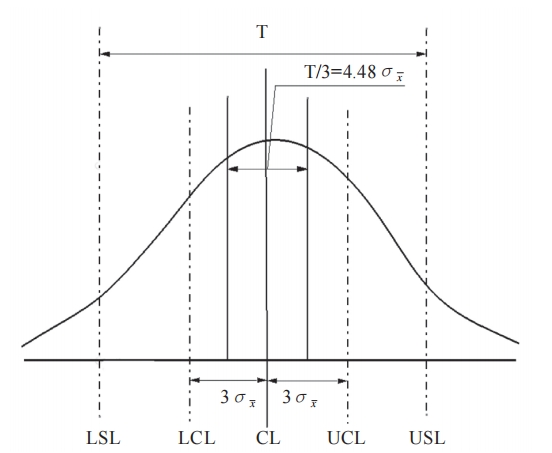
图6 Cp=1.0 时,1/3 公差控制界限示意
由图可知,当 Cp =1.0 时,此时 T/3 小于 ,如果此时以该 T/3 作为管理范围,就会造成虚拉警报, 本来数据在管理界限
,如果此时以该 T/3 作为管理范围,就会造成虚拉警报, 本来数据在管理界限 之内是正常的,现在根据该 T/3 的界限判定认为过程出现异常,导致线体停止生产去查找原因,但是又找不到,如果这种次数多了, 就会影响人们查找过程异常的热情。
之内是正常的,现在根据该 T/3 的界限判定认为过程出现异常,导致线体停止生产去查找原因,但是又找不到,如果这种次数多了, 就会影响人们查找过程异常的热情。
进一步的,以 Cp=1.0 时为例,取 n=5,当数据都落在 T/3 管理界限以内,判断能否认为该零件合格。
假设 USL/LSL 与 T/3 控制界限重合,此时:

查表可知,在上控制界限时,超差率为:

同理查表可得在下控制界限时,超差率为 15.8%。
总超差率为上下控制界限超差率之和,即:15.8%×2=31.6%
可知:虽然( )都落在了 T/3 管理界限之内,但是原始样本数据(
)都落在了 T/3 管理界限之内,但是原始样本数据(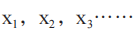 )已经有 31.6% 的超差率,同理可推导出 Cp=1.33 时, 超出 T/3 控制界限的超差率为18%,如图 7 所示。
)已经有 31.6% 的超差率,同理可推导出 Cp=1.33 时, 超出 T/3 控制界限的超差率为18%,如图 7 所示。
图7 X 与 数据超差对比示意
所以可得出结论:
(1)平均值点落在 T/3 控制界限内时,产品未必全部合格。
(2)在 Cp < 1.33 时,不建议采用 T/3 作为控制界限,采用其作为公差控制的管理图意义不大。
根据 PPAP 要 求, 在 PT~ 品确车零部件入库前,初始过程研究的接收准则使用性能指数,要求 Ppk ≥ 1.67,同时控制图符合判异原则。由于 Ppk 计算时,样本标准差 s 采用是过程总变差,反应了样本所有差异的大小,包括了子组内变差和子组间变差,只有在过程受控时,子组间偏差为 0。而 Cpk 计算时采用的是子组内变差,没有考虑子组间变差,因此一般来说 SPpk ≥ σCpk,即 Ppk ≤ Cpk。
Cpk ≥ 1.67 时,采用 T/3 公差控制界限时,此时:

查表可得,T/3 上控制界限的超差率为:
同时 T/3 下控制界限的超差率为 : 0.0092%
总超差率为:
据此可以得出在 PT~ 品确车零部件入库阶段,可以采用 T/3 的公差管理界限来衡量零部件的工程稳定, 即均值≤ 1/3 公差 ( 公差带的一半 ),极差≤ 1/3 公差带。
当进入SOP量产阶段之后,此时零部件生产过程处于稳定受控状态,SPC 检查要求 Cpk ≥ 1.33,此时如果要求仍采用T/3 的控制界限,根据前述计算可知,零部件会有 18 % 的超差率,所以此时采用T/3 的管理界限是没有意义的,SOP 量产后只需监控 Cpk ≥ 1.33 即可。
3 零部件尺寸数据的采集
如何准确地提取样本的有效信息,以真实反映零部件的实际制造情况,诊断尺寸偏差来源,是不容小觑的一个问题。根据 UCL\LCL 的表达式 ,可知样本的极差均值直接反映了控制的上下界限,以此作为零部件生产过程是否异常的依据。而样本数据的采集方法、采集频率、随机抽取还是连续抽取、采集数据是否最新等,都会影响最终极差均值的计算。
,可知样本的极差均值直接反映了控制的上下界限,以此作为零部件生产过程是否异常的依据。而样本数据的采集方法、采集频率、随机抽取还是连续抽取、采集数据是否最新等,都会影响最终极差均值的计算。
有研究表明,每批次连续取样得到的极差平均值很小,使得计算出来的 很小,导致控制界限偏严。 如果采用随机抽取的方法,取代连续抽取测量,计算出来的较之前的大,可以更准确反应零部件整体的真实工程状态。
很小,导致控制界限偏严。 如果采用随机抽取的方法,取代连续抽取测量,计算出来的较之前的大,可以更准确反应零部件整体的真实工程状态。
通常情况下零部件上的测点不止一个,而尺寸质量评价有时不仅只针对一个测点进行评价,这时就需要分析每个测点的过程能力,需要为每个测点单独收 集样本数据。比如一个零件上有 5 个测点,每个测点均需要 125 个样本数据,那么整体的数据量就会变成 5×125=625 个样本数据。
如果希望综合分析这 5 个测点的总体过程能力, 可以将这 5 个测点的数据混合并采集 125 个测点数据, 但这在实际中很少使用,因为不同测点的波动性和重要性可能不同,混合分析可能会导致结果不准确。
4 结语
本文通过统计过程技术的运用,对零部件尺寸精度要求进行深入研究,阐述了一套后期匹配尺寸质量评价体系,用于评估和优化外观匹配件及钣金件的尺寸质量,通过对生产过程中产生的异常能够得到及时的识别并做出控制措施,起到了过程质量的预警管理, 为生产过程能力保持稳定并能持续改进提供了有效的手断,并最终提升外观品质合格率,为企业的质量能力提供了保障。
参考文献
[1]俞吉长,金隼,来新民等. 车身零件 PPAP 中的尺寸质量评价方法 [J]. 机械制造,2006. 48(500): 67-70.
[2]陈乐心. 汽车零部件可靠性评估的小样本方法 [D]. 南京航空航天大学,2008.
[3]池文慧 . 基于FANUC G31高速跳转功能的CNC加工中心过程能力提升[J].制造技术与机床, 2017(04): 142-147.
[4]彭颖. 基于外部过程能力的S公司抽样检验方案的优化 [D]. 南京理工大学,2017.
[5]潘兆云. 六西格玛设计在新产品链条开发过程的研究 [D]. 上海交通大学,2011.
[6]张金华. HT公司车用发动机电控单元开发项目质量控制研究 [D]. 江苏大学,2018
[7]万应桥. 叶春明等. 生产件批准程序 (PPAP) 在供应商品质改善中的应用[J]. 物流科技,2014.04(10): 04-07.
[8]李轩. 胡雨时.杨楠. 浅谈统计过程控制在汽车制造白车身关键尺寸控制中的应用 [J]. 中国战略新兴产业,2017(08): 121-123.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:张泽龙 赵金华,单位:长城汽车股份有限公司技术中心 河北省汽车工程技术研究中心 。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

汽车变速器-壳体、轴、齿轮,加工工艺大全
目前,多数汽车变速器搭载的是手动变速器,匹配发动机排量为0.8~1.8L,搭载于经济型轿车上。随着近年的发展,逐步往自动变速器发展。变速器主要涉及核心零件轴及齿轮、壳体的生产、总成装配、试验检测等过程在公司内进行。
2025-03-14
-

-




热点文章
-

-

面向智能网联汽车C-V2X短程通信的加密算法研究
2026-07-06
-

企业海外建厂的全球合规准则
2026-07-06
-

智能网联汽车轨迹优化方法研究综述
2026-07-07
-

中国企业出海中的人才战略与文化融合
2026-07-07
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

圆满闭幕丨上海国际具身智能产业博览会(CIEI 2026)完美收官,2027再相见!
2026-07-06
-
面向ISO 34505的自动驾驶场景评价及测试优先级分析
为解决自动驾驶测试场景繁杂、测试资源有限、风险覆盖不均及传统权重主观性强的问题,依托ISO 34505:2025标准,基于危险度、复杂度和暴露度三个评价维度,构建汽车安全完整性等级(Automotive Safety Integrity Level,ASIL)-设计运行域(Operational Design Domain,ODD)动态权重模型,优化测试优先级量化评价体系。经L3级自动驾驶仿真与实车试验验证,该方法可精准划分测试等级,提升测试效率与高风险场景覆盖率,可为自动驾驶功能安全及预期功能安全验证提供工程借鉴,助力ISO 34505工程落地。
作者:
-
国产化替代正当时:永铭车规级固液混合电容,为激光雷达发射端与算力核心提供高纹波耐受解决方案
-
智能网联汽车轨迹优化方法研究综述
-
AI《汽车制造业》增刊
-
中国企业出海中的人才战略与文化融合
-
面向智能网联汽车C-V2X短程通信的加密算法研究





评论
加载更多