采用枪钻加工曲轴油孔
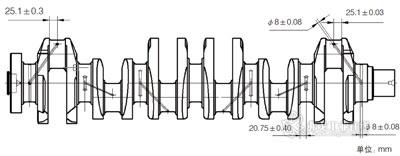
图1 曲轴油孔加工工艺
传统的曲轴油孔加工工艺一般采用摇臂钻配专用工装钻模的方式进行加工,工人劳动强度大、生产效率低下,成为曲轴加工企业的生产瓶颈。沈阳机床成套设备有限责任公司的SUC8119、SUC8149系列曲轴油孔加工数控机床的研制成功,很好地解决了这些问题。
汽车发动机曲轴油孔加工属于深孔加工,其中斜油孔加工的深度一般为直径的20~30倍。传统的曲轴油孔加工工艺一般采用摇臂钻配专用工装钻模的方式,工人劳动强度大、生产效率低下,成为曲轴加工企业的生产瓶颈,需要投入大量的设备和人力来弥补。沈阳机床成套设备有限责任公司的SUC8119、SUC8149系列曲轴油孔加工数控机床的研制成功,很好地解决了这一瓶颈问题。其中SUC8119系列采用枪钻工艺完成曲轴的油孔加工,具有加工的油孔直线度和表面粗糙度好、无毛刺等特点。
同时由于该机床具有很好的柔性,可以满足大部分四缸和六缸汽车发动机曲轴的油孔加工,大量节省了曲轴生产企业的设备、人力和工装等投入,并为其创造了可观的经济效益。本文对能够很好满足各种曲轴油孔加工的枪钻钻模系统进行了介绍。
工艺方案分析
如图1所示,曲轴油孔的加工均是在曲轴的主轴颈和连杆颈的外圆表面上,因此油孔的加工只能是通过先加工引导孔或钻模导向直接加工完成。若采用先加工引导孔的方式,则属于多刀切削,这样将会增加机床的成本。因此,目前国际上采用枪钻加工曲轴油孔的数控机床大多采用钻模导向的方式。由于曲轴的主轴颈和连杆颈的直径以及直斜油孔角度均有差异,因此采用枪钻加工曲轴不同部位和形式的油孔时需要与之对应的钻模为导向进行加工,正是基于这种工艺方案的研究与分析开发了具有四工位自动切换的高精度枪钻钻模导向系统。
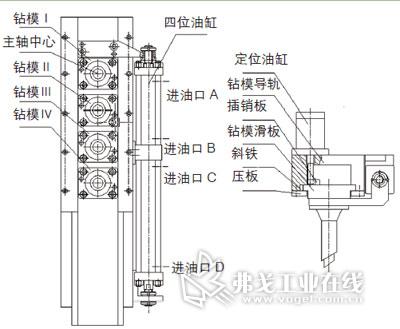
图2 曲轴油孔枪钻钻模系统结构
钻模系统结构
该钻模导向系统结构如图2所示,主要由四位油缸、钻模滑板、定位机构以及钻模四部分组成。四位油缸是该钻模导向系统自动切换的驱动部分,该油缸采用两个油缸背对背串联的形式,其中下油缸的行程为上油缸的2倍。上、下两个油缸有4个进油口,分别为进油口A、B和C、D。四位油缸下端的活塞杆为固定形式,上端的活塞杆与钻模滑板相连。在钻模滑板上安装有4个用于加工时为枪钻导向的钻模Ⅰ、Ⅱ、Ⅲ和Ⅳ。钻模滑板通过压板和斜铁安装在钻模导轨上,在钻模滑板和钻模导轨的背面分别安装有插销板和定位油缸。该钻模系统的自动切换动作详见图3:当A、D口同时进油时,上、下油缸活塞杆均缩回,钻模Ⅰ切换到主轴中心的位置;B、D口同时进油时,上油缸活塞杆伸出,下油缸活塞杆缩回,钻模Ⅱ切换到主轴中心的位置;A、C口同时进油时,上油缸活塞杆缩回,下油缸活塞杆伸出,钻模Ⅲ切换到主轴中心的位置;B、C口同时进油时,上、下油缸活塞杆均伸出,钻模Ⅳ切换到主轴中心的位置。当各钻模切换到加工需要位置时,定位油缸的活塞杆伸出,插入插销板的定位槽中,实现钻模与刀具主轴同轴的精确定位。当钻模完成切换和定位后,机床便可以进行切削加工。
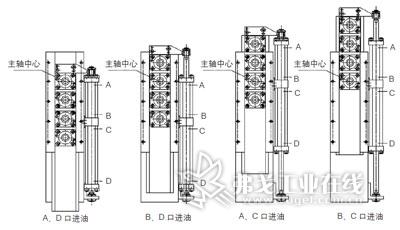
图3 四位油缸工作示意
结语
由于该钻模导向系统在设计之初对于曲轴油孔加工的工艺特点、枪钻的加工要求以及具体的结构方案设计进行了充分的研究和考虑,因此该钻模系统在实际使用过程中具有很好的柔性、可靠性以及使用精度,为曲轴油孔枪钻加工数控机床的开发提供了成功基础,也为实现液压驱动的多点精确定位积累了技术经验。
沈阳机床成套设备有限责任公司
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多