测量系统分析在发动机制造中的应用
测量系统分析是通过数理统计的方法对由5H1E(人、机、料、法、测和环)所组成的测量系统进行分析研究,以判断测量系统是否有足够能力满足生产工艺要求的一种分析方法。本文对计量型测量系统的分析原理、步骤及其在发动机制造领域的应用进行了详细介绍。
众所周知,发动机是汽车的核心部件,在汽车发动机制造过程中,合理使用加工设备和检测设备显得尤为重要。而测量系统分析能够对检测设备进行有效评估,使测量系统物尽其用,从而生产出高质量、低成本的发动机。本文对测量系统分析方法进行了论述,重点介绍了发动机机加线和装配线中计量型测量系统分析的具体实施策略及方法。
测量系统主要统计特性
测量系统是指对被测特征进行测量所使用的仪器或量具、标准、操作、方法、夹具、软件、人员以及环境的集合。测量系统分析是指通过数理统计的方法对测量系统的特性进行分析评估,确定其特性的一种方法。在我公司发动机工厂通过引进专业的统计分析软件QS-STAT,实现了对测量系统特性的自动分析。
1. 分辨率(Resolution)
一般来说测量仪器或设备的分辩率要能够分辨出公差的1/10,而在通用汽车则有着更多严格的要求,分辨率小于等于公差的1/20。
2. 准确度(Accuracy)
测量结果的平均值与参考值(基准值)之间的差值,有时也叫偏倚(Bias)。这个特性用来评价测量系统的测量结果是否准确。
3. 重复性(Repeatability)
由同一个操作工,采用同一个测量仪器,多次测量同一零件的同一特性时获得的测量误差。重复性一般用标准偏差Sg表示,它代表数据的离散程度。
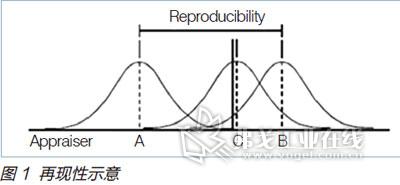
4. 再现性(Reproducibility)
由不同的操作工,采用同一个测量仪器,多次测量同一零件的同一特性时测量平均值的变差。有时也叫做评价人变差,再现性如图1示。
5. 重复性和再现性(GRR)
是重复性和再现性的合成变差,其公式为:
σ2GRR=σ2reproducibility+σ2repeatability
6. 线性(Linearity)
线性在测量仪器预期量程上,偏倚值的差值。线性研究要求至少选用5个完全和均匀覆盖量程范围的标准件或者经过测量的工件,可操作性比较差,通常只用大小标准件对标,要求误差不超过公差的10%。
7.稳定性/漂移(Stability/Drift)
在一定的时间间隔下,用同一个测量仪器测量同一个标准件的同一特性时获得的测量值的总变差。
测量系统分析方法及分析工具
1. 分辨率、准确度和重复性的分析方法(TPYE-1)
使用QS-STAT软件,能够非常迅速地分析出测量系统的分辨率,准确性和重复性是否满足要求。TYPE-1的具体实施步骤为:
(1)测量仪器经标定后,选择一个经过校准或检定过的MASTER(标准件)。
(2)同一操作工用同一仪器对同一标准件的同一地方反复测量50次,记录50次的读数值。
(3)将数据输入QS-STAT软件,设置名义值,公差,实际值,仪器分辨率等信息。
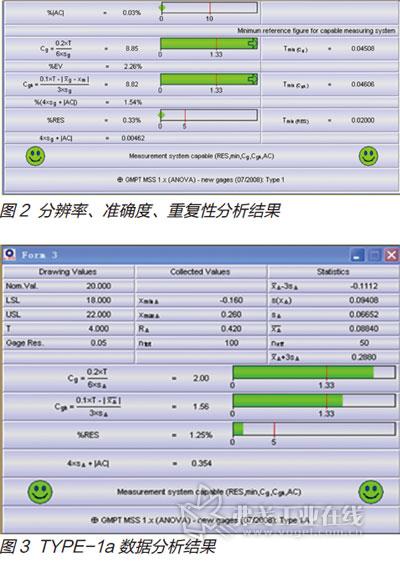
(4)点击按钮计算,按F10查看分析结果,典型结果如图2所示。

结果解释:
(1)%RES代表分辨率占公差的百分比,若小于公差的5%,分辨率满足要求。
(2)%|AC|代表准确度占公差的百分比,若小于公差的10%,准确度满足要求。
(3)Cg代表测量系统的重复性,与Sg和公差有关,当Cg≥1.33时,重复性满足要求。
(4)Cgk代表重复性和准确度,在公差给定的情况下,Cgk只与|AC|和Sg有关。当Cgk≥1.33时满足要求,当以上4个指标都满足要求时,TYPE-1分析通过。说明测量系统在给定的公差范围内有足够的分辨率,准确度和重复性。
2.分辨率、准确度和重复性分析方法(TPYE-1a)
下面通过一个实例来说明TYPE-1A的具体方法及原理。
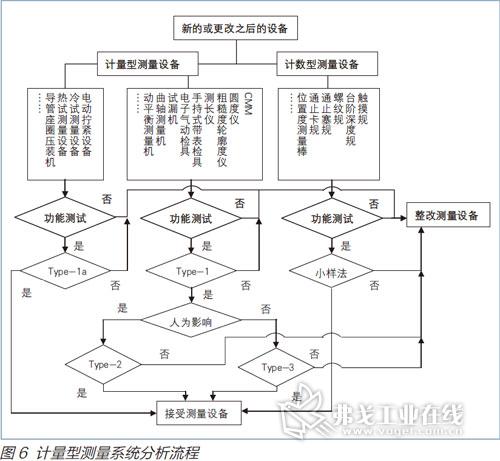
我工厂装配线OP1350工位使用了一把精度为3级的电动拧紧枪,工艺要求为(20±2)Nm。因此,我们使用精度为1级的转矩传感器来评估其测量系统。一般来说,需要对标准模拟螺栓组件重复拧紧50次,获得50对拧紧数据,输入QS-STAT软件,自动计算结果如图3所示。
与TYPE-1的主要区别在于:
(1)计算每一对数据的差值,理论上差值为0最好,两组数据平均值的差值(XˉΔ )即为准确度。
(2)用50个差值来计算标准偏差、Cg和Cgk。
3.GRR分析方法(TYPE-2)
TYPE-2一般通过平均值极差法(ARM)和方差分析法(ANOVA)来对测量系统的重复性和再现性进行评估。
(1)平均值极差法
下面通过实例来说明平均值极差法。通过2个操作人员使用带表塞规分别测量5个缸孔的直径,每个缸孔测3次,数据记录如表1所示,数据结果如图4所示。
表1 中R=表示平均极差的平均值,计算公式为==(R1+R2+Rn)/n,Xˉdiff 表示平均值的极差;%EV:表示设备变差(重复性)占公差的百分比;%AV:表示评价人变差(再现性)占公差的百分比;%R&R:表示重复性和再现性合成误差占公差的百分比。
(2)方差分析法
方差分析是一种标准的统计技术,可用于分析测量误差中数据变差的来源以及各来源对总误差的贡献率。
按表2可以对GRR数据进行分析,方差分析表由6列组成。
离差平方和(以下简称:平方和)计算公式如下:
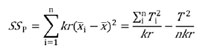
式中,SSp为由于零件的不同所引起的离差平方和;
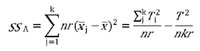
式中,SSA为由于评价人不同所引起的离差平方和;

式中,TSS为总的离差平方和

式中,SSAP为交互作用的离差平方和

式中,SSe为设备本身的离差平方和值,
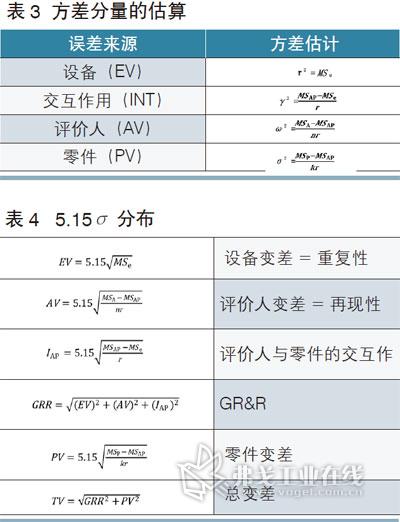
其中:Xˉ是所有数据的平均Xi是对第i个零件所测数据的平均值,上述公式中,Xj是第j个评价人对所有数据的平均值。每个变差源方差分量的估计由表3得出。
在实际应用中,一般取95%的置信度,各变差分量为标准偏差的5.15倍,5.15σ分布见图4。
下面以表1中实例的数据来进行方差分析,其中k=2,n=5,r=3。
根据表2、表3、表4以及平方和计算公式,通过手工计算,方差分析计算结果如表5所示。
若使用qs-STAT软件,手工填入数据后,设置好公差和分辨率,自动计算结果与表5中手工方式计算出的结果一致。
根据通用汽车的要求,只计算除零件变差之外的其他变差分量占公差的百分比。经笔者分析,主要原因是,零件是随机抽取的,当零件之间的差异比较明显时,零件之间的变差自然会占总变差的绝大部分,对评估测量设备的重复性和再现性,没有什么参考意义。
4. GRR分析方法(Type-3)
Type-3 用于不受人为因素影响的自动测量设备,与Type-2 类似,其主要区别在于再现性变差(AV)为零。本文不做详细介绍。
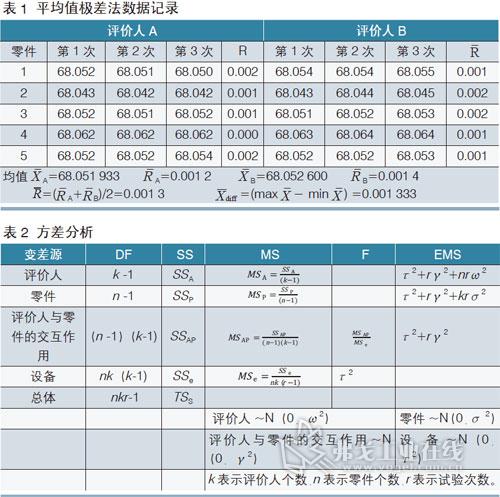
在发动机工厂的实施
发动机工厂使用了众多的在线测量设备以及离线检具,按数据结果的性质可分为计量型和计数型,计量型测量系统分析的流程如图6所示。
结语
测量系统分析在国外已经普遍应用,但在国内应用并不广泛,以汽车行业应用较多。本文根据笔者的理解及推演,主要针对计量型测量系统分析原理,步骤以及在发动机制造行业的应用进行了简要介绍,试图抛砖引玉,以便更好地推广应用于生产实际中。
上汽通用五菱汽车股份有限公司
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多