铁屑在曲轴生产中的影响及改进方案
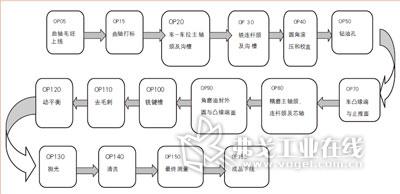
图1 典型的发动机曲轴工艺流程
铁屑在曲轴加工中较为常见,要减少铁屑对加工质量的影响,需要从生产线的设计阶段就开始考虑,并根据各种机床不同的特性选择适合的铁屑清理方案,通过机床的结构设计、程序监控及生产现场的管理等将铁屑对生产的影响降到最低。
随着汽车及零部件制造企业对产品加工精度的要求越来越高,其对设备的自动化程度要求也愈加提高,要求设备具备有较高的运行稳定性和精度的稳定性。要达到整线稳定性要求,设备的设计和工艺安排不仅要合理,而且还要对生产线进行合理维护与调整。曲轴自动生产线由于加工和零件的传送过程全部是自动运行,因此,如果设计的铁屑处理方式不当,将会影响机床的加工稳定性,从而影响加工精度。本文以曲轴自动生产线为例,探讨铁屑在曲轴加工中的影响和解决方法。
铁屑产生的原因及影响
1.铁屑造成夹紧时压伤零件
在曲轴加工中,磨床之后,抛光之前,如果加工中的铁屑被夹具压到零件的主轴颈、连杆颈或油封外圆上,会直接造成零件报废。
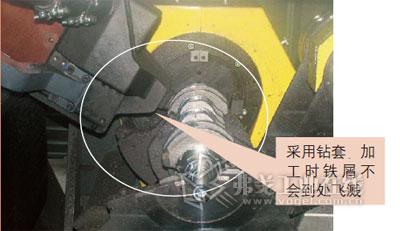
图2 在新设备上增加钻套
图1为典型的发动机曲轴加工工艺流程,在OP120动平衡工位,由于设计时未考虑夹具夹爪的清洗,造成加工时铁屑压伤零件表面,致使零件报废。对此,我们进行了改进工作,增加了清洁喷嘴对夹具进行清洁,虽然压伤的几率大幅下降,但风险仍然存在。
在设计新生产线时,我们采取了增加钻套的方式,加工时铁屑不会到处飞溅,从而避免加工时铁屑进入夹紧面,得到了很好的效果(见图2)。
2. 铁屑堵住润滑油孔
曲轴加工的OP20、OP30工序有中心支架,OP20采用滚轮支架,OP30采用固定支架。当加工中有细小铁屑进行入到滚轮时,会造成中心支架滚轮抱死,致使中心支架损坏。OP30使用的是固定支架且其切削力很大,中心支架承受的力也较大,为了减少中心支架与零件之间的摩擦力,厂家在中心支架的夹紧块处设计有润滑油孔,对中心支架夹紧面进行润滑。如果铁屑将润滑油孔堵死,失去润滑的中心支架与零件之间的摩擦力增大,会造成加工过程中零件变形走位,严重时造成零件中心支架夹紧表面严重划伤,致使零件报废。为了避免此类问题发生,机床设计时在中心支架处增加了气嘴,在加工过程中清理中心支架上的铁屑,如图3所示。当然,仅靠气嘴还无法完全控制中心支架铁屑产生的问题,在实际生产中还要采取定期清理滚轮和油道的办法加以控制。

图3 在机床中心支架处增加气嘴
3.铁屑进入滚压刀具
加工时产生的铁屑进入到滚压刀具中,会造成刀具滚轮的磨损或卡死,机床在加工过程中产生刀具监控误报警;或滚轮被卡死后,滚压刀不转动,从而产生滚压质量问题。
为了解决该问题,机床本身设计有刀具自动清洗功能,可以设定每加工多少件后自动从刀具中喷出油气混合的滚压油对刀具进行清洁。但在实际生产中,由于刀具内部结构的原因,机床自动清洁的功能并不能做到100%清洁。因此,在此解决此问题时,一方面应采用定期人工清理刀具的措施;另一方面重点清理上道工序加工产生的铁屑,可以在机械手上增加吹铁屑的装置,以减少铁屑进入滚压机。
4.铁屑被带入到抛光带中
当铁屑被带入到抛光带时,铁屑会被夹在抛光靴与抛光带中,由于抛光靴是活动的,发生位移后有一边因受到较大压力,会使磨去的余量增加,造成这边直径加工小,从而产生抛光直径超差或划伤零件表面等问题。

图4 机床漏油,导致铁屑粘在中心孔上
解决此类问题通常采取的措施是,加大抛光机第一站抛光油流量,在抛光前将铁屑冲掉。当然最有效的办法是上工序不产生铁屑,或上工序加工完成后将铁屑清理干净。
5.铁屑粘在传感器上
铁屑粘在传感器上造成机床误动作或误报警,这类问题在加工中非常常见,一般都在机床设计阶段即考虑解决办法。例如,设计机床夹具时,应尽量避免在加工仓内使用传感器,可改为使用气检,对夹具压力、油缸位置等进行判断。如果必须安装传感器,则需要考虑防护,如使用切削液对传感器进行冲刷,或采用防护板挡住铁屑。
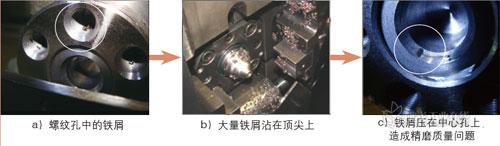
图5 螺纹孔中出现铁屑影响精磨质量
6. 铁屑对测量的影响
在需要测量及测量后自动补偿的机床上,如果前工序在测量面有铁屑,会对测量的精确度造成影响。错误的测量信息会使机床进行错误的补偿,从而产生报废零件。例如,OP70为车凸缘端及止推面工序,机床加工止推面的步骤为:测量止推面,取止推面中心线进行左右余量平分-加工-测量加工后尺寸-系统根据测量尺寸对下件加工尺寸进行自动补偿。由于OP70的前工序OP50为油孔加工工位,该工位采用的是MQL(微量润滑),微量润滑油会使铁粉粘在止推面上,造成加工问题。经过改善,在OP70增加止推面喷气嘴,并将测头的测量点改到粘油少的点,问题得到解决。所以在设计生产线时,在需要测量的工位,要充分考虑所测零件测量面的清洁。
7. 机床漏油使铁屑粘在中心孔上
机床中心孔定位元件的顶尖的清洁对曲轴的加工质量至关重要,在目前的生产线中,顶尖的清洁主要依靠气嘴或切削液喷嘴来进行。如果机床顶尖处漏油,会造成加工完成后零件中心孔中带油,这样很容易造成中心孔定位面上粘铁屑(见图4),当零件加工下个工序时,产生铁屑压伤中心孔的质量问题。
利于排屑的工艺设计
举例来说,OP20有一道加工凸缘端的工艺,加工完成后,大量的铁屑留在凸缘端的螺纹孔中,零件流转到滚压工位时,螺纹孔中的铁屑会掉到顶尖上。由于OP40的顶尖为锥顶尖,加上滚压时有滚压油把铁屑粘有顶尖上,加工时顶尖把铁屑压入中心孔中,造成以中心孔为定位的精磨工位出现加工后跳动大、圆度超差等问题,具体如图5所示。
此问题应在新生产线设计时进行改进,取消OP20凸缘端面的加工,将加工的余量分别由OP10铣端面和OP70精车凸缘端面来完成。在安排生产工艺时,要充分考虑精加工工位铁屑对零件定位的影响,尽量避免在完成孔加工后的工序安排车加工面,这样可以避免加工的铁屑留在孔中,把铁屑带入下一个工序。另外,对于粗加工切削参数和刀具角度的选择,也要考虑切屑的形状和排屑流向是否会造成铁屑残留在零件的孔中。
机床夹具的排屑设计
夹具的设计未考虑到排屑会造成加工铁屑堆积,当铁屑落到加工定位面上时,就会产生质量问题。铁屑落到传感器上会造成设备误信号,产生误动作或误报警;铁屑长时间堆积在夹具的紧固螺栓中,会造成换型时拆装螺钉困难。
所以在设计生产线选用机床时,机床夹具的自排屑功能要进行严格审核。一般来说,夹具体部分应设计成斜坡状,有利于排屑并用切削液或气嘴对夹具进行清洁。此外,对不需要常拆装的螺栓头孔防护采取胶水堵死,对常需要拆装的螺栓头孔防护采取可拆装堵头。由于螺栓头积有铁屑,换型前需要清理,如果清理不干净,易造成螺栓滑头。
结语
铁屑在加工过程中非常常见,对加工质量具有较大影响,因此,我们需要从生产线的设计阶段开始考虑,并根据各种机床不同的特性选择适合的铁屑清理方案。通过机床的结构设计、程序监控及生产现场的管理等将铁屑对生产的影响降到最低,最终达到一个稳定、高效的制造系统。
上汽通用五菱汽车股份有限公司
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多