机器视觉在发动机装配线上的应用
本文通过机器视觉系统对涂胶质量进行防错检测,大大提升了检测效率、提高了产品质量、降低了检验成本并提高了生产柔性和自动化程度。
机器视觉的优势
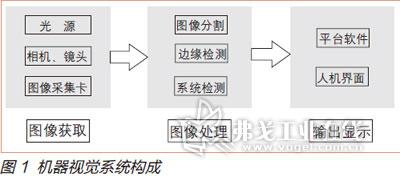
机器视觉通常采用CCD照相机摄取检测图像,将其转化为数字信号,再采用计算机对图像数字信号进行处理,从而得到所需要的各种目标图像特征值,并在此基础上实现模式识别、坐标计算和灰度分布图等多种功能,从而来辨别零部件特征以及装配质量的正确与否,杜绝缺陷。机器视觉系统主要由三部分组成,即图像的获取、处理以及输出显示,典型的机器视觉系统构成如图1所示。
机器视觉系统出现以前,生产线上的检测通常是通过人工方式来实现。随着现代工业生产的高速发展,传统的人工检测方法已不能适应自动化和高质量的生产要求。而机器视觉系统技术的出现很好地满足了新的生产需求。与传统的人工检测相比,机器视觉系统主要有以下几点优势:降低人工检测的强度、减轻人工的压力;采用统一标准模板,自动进行检测,稳定性强;在现代高速流水线上,采用机器视觉系统可快速对产品进行全检;能实现高精度检测;能将检测的数据及时进行上传和分析,利于信息的集成;在某些特殊场合(如高温、有毒等工作场合)也能很稳定地进行作业;使用成本较低。

在发动机装配线上的典型应用
在发动机装配过程中,时常会出现诸如打刻参数错误、涂胶位置偏离和零部件错装漏装等质量问题。此前,大部分的检测通常是通过人工方式来实现的,而人一旦进入疲劳期,检测的效率及正确性将大大降低,从而影响产品的质量。为此,我厂在规划CA6DM柴油机装配线之初,就考虑在某些关键岗位、易产生缺陷的工位采用机器视觉系统来替代传统的人工检测进行防错检测。
根据我厂发动机装配工艺要求,在气缸体与钢板的结合面需要按照一定的轨迹进行涂胶。在生产线上,采用的是机器人自动涂胶,一般情况下都是由人工在下道工序通过目测检查涂胶质量。但考虑到人工检测的正确率、工件定位的误差、供胶系统的故障以及胶水粘度差异等情况,可能会存在涂胶轨迹偏离的现象,从而导致发动机漏油,为此我厂采用机器视觉系统对气缸体涂胶进行检测。本文以此为例,简单阐述了检测工艺方案、系统构成、应用过程与检测流程等。
1.检测工艺要求
工件的涂胶轨迹要求如图2所示,涂胶范围为520mm(宽度)×380mm(高度),所涂胶水为黑色硅胶。检测方式为采用多个相机同时进行图像采集。涂胶后,由系统自动检测所涂胶线,并判断出胶线的粗细以及胶线是否出现断胶、偏移。合格胶线的轨迹宽度范围为3~5mm。胶线轨迹位置的偏移精度为±1mm。
2.系统软硬件配置
在前期制定工艺方案时,我们与相关厂家进行了深入交流,并在工件上进行了反复模拟试验、论证,经过工艺试验比较效果,此视觉系统主要的元器件最终选择了康耐视公司(Cognex)的产品。涂胶检测工位系统主要软硬件配置如表1所示。

在硬件系统配置过程中,我们基于以下几点考虑:
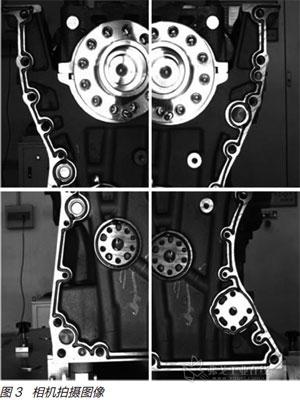
(1)相机、镜头、接圈数量的选择 由于工位场地和工件尺寸的限制,1个相机镜头无法采集到完整的涂胶轨迹。经过计算,我们采用了4个相机对涂胶轨迹分4个区域进行检测,4个区域的图像如图3所示。每个相机的视野范围均为280mm×224mm。4个相机的视野范围相互重合,以保证不会漏检。
(2)相机、光源的布置 在我厂车间内部,不仅有太阳光自然照明和车间顶部灯光照明,而且在生产线上方的钢结构上还有二次光带,这些照明都会对图像的采集产生影响。因此,我们在此工位上设置了1个整体遮光罩,来滤去环境光对视觉系统检测的影响,相机、光源均布置在此遮光罩内部。由于图像采集的面积较大,而且相机的拍摄速度很快,为了保证拍照亮度一致,我们选用了组合的高频荧光灯。
(3)相机、光源支架 相机离工件的距离固定后,须确保其稳定性,一旦某个相机与工件的位置产生偏离,就会影响采集到的图像的实际尺寸,最终会使检测数据产生偏差。因此,为了保证4个相机处于同一平面上而且离工件的距离保持不变,就必须定制相机支架,并使之固定在设备基座上。在定制支架上建议设置零位标记,方便今后设备维护。
(4)软件系统 我们采用的图像处理软件是康耐视公司的Visionpro软件,此外,还需配置一套与之交互的操作平台软件。随着我厂产品的不断升级,今后将会出现更多的变型品种需要添加、修改工艺参数,因此,为了方便后期数据维护、图像查询等操作,操作平台软件配置了以下基本功能:将产品序列号、检测结果和不合格图像等信息存储数据库,并能对数据库进行检索、查询;可任意添加、删除和调整胶线轨迹;可设定胶线位置、胶线宽度范围等;至少分三层用户(Admin、Engineer和Operator)管理,针对各用户设置不同的用户权限。
3.视觉系统检测过程
(1)设置像素的尺寸当量
首先需要通过相机的分辨率和视野范围,来确定像素的尺寸当量(工件图像像素和工件实际尺寸之间的换算比例因数),以实现实际尺寸和像素之间的转换。像素的尺寸当量设定的正确与否直接关系到后续检测的准确性。此参数只需在系统首次运行前进行设置。在设备使用过程中,只要保证相机镜头与工件的距离不发生改变,就无需重新设置。
(2)Pattern定位
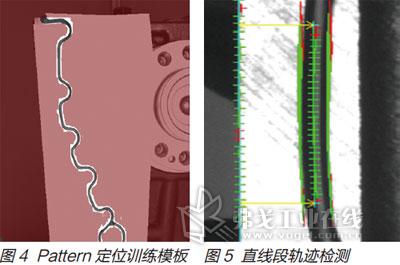
在视觉检测时,由于产品位置可能发生变化,在测量涂胶宽度时测量区域应该随着产品位置变化而做相应调整,使测量区域始终在胶线的位置上。模板匹配的目的即为产品定位,就是需要找到目标的精确位置。因此,在系统初始设定时,需先设定一个模板(见图4),运行时通过模板匹配来完成定位。Fixture工具将产品定位得到的坐标信息传到后续检测的视觉工具上。只有产品位置发生变化、涂胶轨迹发生变化或者更新训练图像时,才需要重新训练模板。
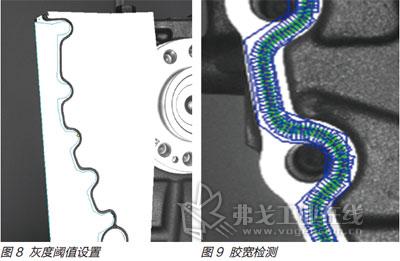
(3)灰度阈值设置
灰度阈值的设置是用来分割图像的。图像中的各像素都有对应的灰度值(0~255)。在分割图像时,首先需要设置合理的灰度阈值,然后系统会将图像中各像素的灰度值与阈值比较,当像素的灰度值高于该阈值,则系统处理成白色;若低于该阈值,则系统处理成黑色。在以下的胶线检测中,均需应用此设置。
(4)胶线轨迹检测
在检测胶线轨迹是否偏离时,我们会将涂胶轨迹拆分为若干段直线段与圆弧段,分开进行检测。
①直线段轨迹检测 通过检测胶线到基准边线的距离,来判别胶线轨迹是否偏离,直线段轨迹检测如图5所示。首先通过BaseLine工具查找到基准边线。然后使用Line工具设置卡尺数量来查找到黑色胶线两边的多个点对,通过直线拟合来得到胶线两边的直线,对着两条直线求中值就可以得到胶线的中心线。这里提到的卡尺,需要根据检测直线段的长度来进行合理设定。当然,卡尺数量设置的越多,直线的拟合就越细腻、准确,检测的结果就越精确。最后,通过Distance工具来计算胶线中心线到基准线的距离。
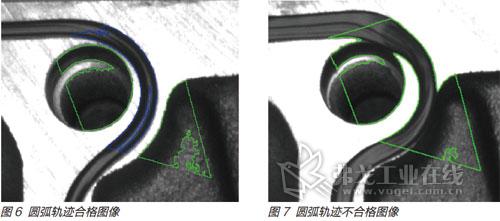
②圆弧段轨迹检测 主要检测胶线是否进入螺孔内,胶线是否与外边相连,以此来判断轨迹是否偏离。我们可以看到胶本身是黑色的而胶两边是白色的,螺孔和机体边缘都是黑色的。首先通过预先设定的阈值将检测区域的部分分割出3个黑色Blob,然后再通过系统是否能够找到3个黑色Blob,来判断检测的轨迹是否超过边缘或者进入螺孔。从图6可以看出,系统检测到了3个Blob,说明胶线轨迹未偏离;从图7可以看出,胶水已经超过边缘并且进入了螺孔中,此时黑色Blob连到了一起,系统就会报警。
(5)胶宽检测
由于胶线附近黑色区域会影响胶线宽度测量,因此先需要将相应区域处理成白色(见图8)。然后根据已经设定好的轨迹,系统会自动沿着该轨迹每隔一定的距离生成若干个小区域(见图9),再利用WidthBlob工具测量每小区域内胶线面积,最后根据预先设定好的Blob区域的宽度,计算出胶线的宽度。对于检测的胶宽,若不在设定的范围之内系统就会给出NG信号,否则给出OK信号。
(6)断胶检测
为了防止检测的误判,在检测时,需要将采集的图像上存在的一些噪声和污点过滤掉。此时,还需要合理设置连通性的像素;当系统查找到的Blob的最小面积大于设置的连通像素时,才算1个Blob。若一段轨迹的胶线没有断胶,那么整个胶线都是连在一起的,这样的话,检测到的Blob只有1个;若出现断胶,Blob就会出现2个及以上,系统就会发出报警信号。
目前,经过生产的验证,该机器视觉检测系统能够满足涂胶质量的防错检测,达到了预期的效果。
结语
通过以上涂胶视觉系统防错检测的应用案例,可以看出利用机器视觉系统来替代人对产品进行检测,大大提升了检测效率、提高了产品质量、降低了检验成本并提高了生产柔性和自动化程度。此外,通过机器视觉系统采集的数据,也便于信息集成及质量追溯。因此,机器视觉系统技术必将会在更多的发动机生产线上得到推广及运用。
一汽解放汽车有限公司无锡柴油机厂
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多