发动机曲轴前油封脱落漏油问题分析及解决方案
曲轴油封是发动机总成上关键的密封元件,其密封效果不良会直接导致润滑油量减少,影响发动机的正常运行。
曲轴油封的密封分为两处,一处为与安装孔的静态密封,一处为与曲轴的动态密封。静密封是靠油封外圈橡胶与安装孔的过盈配合;而与曲轴旋转的动密封则是利用油封唇口的回油沟槽与曲轴的运动匹配,依据螺旋杆泵油原理将唇口与曲轴间隙中的润滑油泵回发动机曲轴箱内,来实现密封的。由于是运用泵油原理产生的密封,该动密封只能在油封内外压差小于一定值时适用。
某汽油发动机曲轴前油封装配在机油泵总成(油封座)上,其泵(见图1)由曲轴直接驱动,工作时泵高压油腔内的少许润滑油会从内转子端面处泄漏到曲轴处。该处需要前油封进行密封阻挡,以使润滑油流回发动机曲轴箱内(见图2)。该款发动机在整车以及AUDIT试验中出现了多例曲轴前油封脱落漏油事件(见图3),同时发现油封被磨损。该问题为前油封脱落出安装孔引起,即油封外圈静密封发生问题。在进行多方面的排查分析后,我们锁定发生问题的根本原因,并有针对性地进行改进,成功解决了该汽油机的曲轴前油封脱落漏油问题。

原因排查分析
从曲轴前油封压装工艺来分析,密封唇口由工装(表面涂油)导向,外圈涂油压装至机油泵油封孔内,压装到位时有保压时间,防止油封回弹。压装工序能保证油封外圈无擦伤、切边,油封偏斜程度装配不超差。整个装配工艺及装配效果良好,加上问题都是发生在发动机运行过程中,可以首先排除装配原因。
进一步使用鱼刺图进行原因分析,重点排查油封拔脱力的相关尺寸符合性和制造过程能力、油封受力情况,得出如下结论:
1.油封拔脱力
(1)油封外圈直径、圆度 过盈量大小是影响油封拔脱力的重要因素,油封外圈直径、圆度是影响过盈量大小的因素。对失效零件同批次油封外圈直径进行测量分析,尺寸公差控制在+0.1~+0.15之间(外径公差设计要求0~+0.15mm),过程能力Cpk=1.68满足要求。油封外圈橡胶由模具成形,一致性能够保证,并对油封进行投影测量分析满足要求。
(2)油封安装孔直径、圆柱度 油封安装孔直径是影响过盈量大小的另一因素,对失效油封的安装孔直径进行测量,公差控制在+0.015~+0.029之间(直径公差设计要求0~+0.039mm),同批次零件的油封安装孔直径测量分析,过程能力Cpk=1.74满足要求。对失效油封的安装孔直径采用多个截面测量评价其圆柱度,测量结果满足圆柱度0.01mm的要求。
(3)油封安装孔粗糙度 油封安装孔内壁的粗糙程度是油封拔脱力的另一重要因素,内壁过于光滑易致使油封脱落,该孔粗糙度设计要求Ra1.6~3.2。对失效油封的安装孔粗糙度进行测量,Ra2.14符合油封装配要求;对同批次零件的油封安装孔粗糙度测量分析,过程能力Cpk=3.90满足要求。
以上三项调查后初步确认制造过程无异常,但设计参数是否合适需进一步排查确认。
2.曲轴箱压力
发动机运行时,由于高温燃烧气体会通过活塞环进入曲轴箱,导致曲轴箱的压力升高。过高的压力会破坏曲轴箱的密封,甚至让油封脱落。
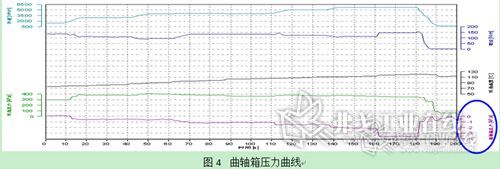
对故障发动机分别进行台架及整车复测试验,重新压装曲轴前油封进行全速全负荷台架试验,运行过程中监控发动机曲轴箱压力情况。复测结果为:曲轴前油封再次脱落磨损,从试验开始到油封脱落的整个过程中,曲轴箱内压力波动,一直处于负压(见图4)。同时分别进行整车怠速、原地800~2500r/min以及道路40~60km/h情况下验证监控曲轴箱压力,在不同试验情况下,曲轴箱压力一致处于负压。试验证明曲轴箱压力正常,非油封脱落的原因。
3. 油封内侧润滑油压力
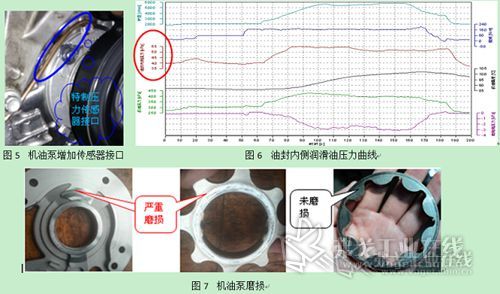
从前油封的密封来看,还密封了一部分机油泵转子处的泄漏润滑油,该处的压力达到何种程度,是需要进行监控的。为了监控到油封内侧润滑油形成的压力,在故障机油泵上制作管道(见图5),一端伸入到曲轴前油封内侧,并固定在机油泵上,一端在试验时连接传感器收集油封内侧压力数据。
重新装配曲轴前油封进行全速全负荷台架试验,试验中曲轴前油封再次脱落漏油,油封表面磨损,整个试验过程传感器监控到油封内侧压力大于30kPa。当发动机转速为4500r/min时,油封内侧压力达到最大值55.1kPa;而当发动机转速为5750r/min时,因油封漏油维持在51kPa左右(见图6)。拆卸机油泵测量内转子端面间隙,发现间隙过大(0.2~0.25mm)。
从试验结果来看,复试过程中故障复现,问题出在机油泵转子处端面泄漏引起的润滑油压力高。从设计检查来看,机油泵转子的回流通道由于设计尺寸原因通流截面有限,工作时若发生严重的转子泄漏会形成高压,进而引起油封脱落。进一步对故障机油泵进行拆解分析,发现所用的机油泵均存在内转子端面磨损问题(见图7),而外转子均完好未磨损。问题比较奇怪,但外转子完好的现象排除了清洁度问题。
问题原因锁定
综上分析,油封装配、油封关键尺寸、油封安装孔的关键尺寸以及发动机曲轴箱压力均不是该发动机曲轴前油封脱落漏油的原因。根本原因是内转子处端面间隙磨损过大,引起泄漏量增多;同时由于回流通道截面有限,过多的回流润滑油引起油封内侧的压力升高,最终致使油封脱落漏油。
对于机油泵内转子与腔体的磨损分析,有如下几点原因:
第一, 机油泵自身内转子与腔体的润滑油量不足,启动时存在干磨现象。
第二, 首次启动转速上升过快,在机油泵未充分泵油进行自润滑时,存在加速过程磨损。
第三, 转子端面间隙过小,在工作过程中油膜厚度不足,导致磨损发生。
经过进一步的调查可知:
1. 机油泵自身的润滑油是泵自身带的,但库存时间久了以后润滑油发生蒸发,一般要求在发动机生产过程中对泵补加润滑油。虽然我司生产线有往油道加注润滑油的措施,但对油道结构和加注量进行核算发现,加注的润滑油量并不能进入泵腔内,存在干磨风险。
2. 冷启动测试机、测试电动机升速的条件是发动机润滑油的压强大于70kPa。但我们发现,设备传感器的标定值比实际值高出了10kPa,且压力并不归零。
3. 针对内转子端面间隙小的原因,制作特殊样件进行试验,试验中再次现了早期的失效模式。特制转子间隙在0.01mm左右的机油泵装配发动机进行全速全负荷台架试验,试验中发动机曲轴箱压力波动,一直处于负压,监控到曲轴前油封内侧润滑油压力渐渐形成。发动机转速5500r/min,累计运行74h时油封内侧压力已达到51kPa,累计运行104h后油封脱落磨损漏油。脱落漏油情况同失效模式一致,拆检机油泵磨损情况同失效模式一致。
整改措施验证改进
综上所述,对于机油泵内转子与腔体磨损分析调查的第一、第二两项原因为非要因。工程师在原因分析后,立即进行了整改:在润滑油收集器处(泵进油口)进行补加润滑油,对冷试机的传感器数据进行重新标定以及调整,以使正常工作。
其磨损调查出的第三项原因,确定为曲轴前油封脱落漏油的主要原因:机油泵(油封座)内转子端面间隙小磨损腔体致使端面间隙过大,引起润滑油泄漏严重,在油封内侧形成高压导致油封脱落。与产品设计人员、零件厂商设计人员进行交流确认,机油泵工作时内转子端面间隙控制在0.02mm以上不会出现相互磨损,机油泵的内转子端面间隙理论值要求是0.02~0.07mm。
排查机油泵内转子端面间隙,结果如下:
1. 对自由状态的机油泵内转子端面间隙进行检测,间隙均在0.02~0.03mm范围内,符合要求,但是处于间隙要求下限。
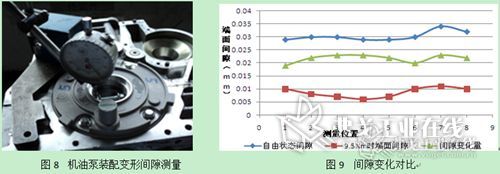
2. 对安装后(工作时)机油泵内转子端面间隙进行检测,挑选不同间隙机油泵装配至机体上,拧紧到产品力矩后测量内转子端面间隙(见图8),并与自由状态的端面间隙数据进行对比,间隙减少约0.02mm。多次试验对比分析(见图9),机油泵装配拧紧后内转子端面间隙变化趋势一致;验证表明机油泵在安装后,壳体存在变形,端面间隙已不满足间隙设计要求。
结语
工程师共同确认了台架试验及机油泵内转子端面间隙测量验证的结论,针对机油泵转子端面间隙进行了改进,评审机油泵总成图样相关尺寸,明确内转子端面间隙理论值要求在0.04~0.08mm;制作样件机油泵(间隙约0.04mm)装机进行200h全速、全负荷台架试验,曲轴前油封内侧润滑油压力与曲轴箱压力一致(负压),机油泵转子、腔体无磨损,曲轴前油封脱落漏油问题得以解决。改进措施固化到制造过程中PFD、FMEA、CP和WI控制文件中。
本次问题的解决为油封脱落分析提供了新的思路,为工程师设计机油泵提供了参考依据,从而有效避免设计缺陷的出现。

AI《汽车制造业》
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多