浅析焊装生产线防错系统
AI《汽车制造业》
2022-02-21
为了防止白车身在焊装时发生漏焊、错焊、混装和漏装,需要建立模块化、精益化和敏捷化的防错系统,需要对制造过程进行有效的风险分析,建立并维护从识别问题到控制潜在影响的严密的 " 风险预防 " 防错管理体系,确保制造过程的系统性、完整性、可靠性和有效性,达到提升产品质量的目的。
为了防止白车身在焊装时发生漏焊、错焊、混装和漏装,需要建立模块化、精益化和敏捷化的防错系统,需要对制造过程进行有效的风险分析,建立并维护从识别问题到控制潜在影响的严密的 " 风险预防 " 防错管理体系,确保制造过程的系统性、完整性、可靠性和有效性,达到提升产品质量的目的。

防错系统的整体思路

焊装防错

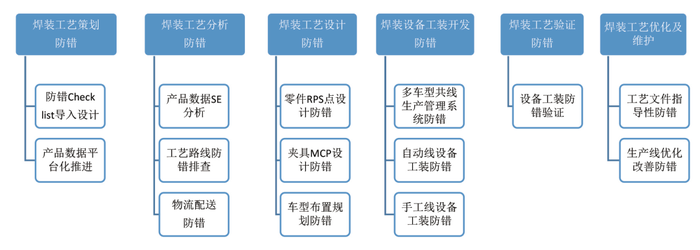
▲图 1 焊装工艺开发流程六个阶段防错
1. 焊装工艺策划防错
2. 焊装工艺分析防错
3. 焊装工艺设计
4. 焊装设备工装开发

▲图 2 机舱区域系统防错

▲图 3 侧围区域系统防错

▲图 4 主下线区域车型防错

▲图 5 主线区域系统防错
结语

AI《汽车制造业》
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多