动力电池汇流排激光焊接工艺问题解决研究
0 前言
动力电池作为新能源汽车的心脏,成本占整车的40%,汽车的续驶里程、安全性、车辆寿命和保值率等各项重要指标均受到动力电池的性能影响。动力电池的生产过程,从单体电池、电池模组到电池包,需经历一系列制造工序,最后组装成动力电池系统,而其中材料与材料、模组与模组以及电池包的结构连接都涉及激光焊接。
激光焊接是一种利用高功率激光实现多种基材原子间连接的高效焊接方式,具有高焊缝深宽比、高精度、非接触、热影响区域小和易自动化的特点,因而广泛应用于动力电池的相关高强度连接。然而,在实际生产过程中,激光焊接工艺仍存在一些亟待解决的问题。因此此项研究不仅有助于提升整体装备产能,也能为企业节省巨大的制造成本。
1 激光焊接工艺问题分析
1.1 材料特性问题
动力电池多采用铝合金等轻质金属材料,常用的铝合金有1系纯铝(1050,1060,1070)和3系铝锰合金(3003)。
铝是高反材料,在室温下对1μm波长激光吸收率为3%~5%,熔化后吸收率可达30%~60%,形成匙孔后,由于菲涅尔效应,吸收率达到90%。铝易形成氧化膜Al2O3,熔点高于铝合金的熔点660℃,沸点2467℃。铝的比热容880J/(kg·K),热导率237W/(m·K),吸收热量后局部迅速升温,也会迅速扩散,停止加热时会迅速冷却。
铝和铝合金在焊接过程中易产生如下缺陷:氢气孔(与水或水合氧化物高温反应)、合金元素烧蚀(镁、锌、锰等)、焊穿和塌落(强度和塑性较低)、不融合(导热系数和氧化层影响)以及变形和裂纹(共晶型合金)。
1.2 焊接参数匹配问题
激光焊接涉及多个参数,如激光功率、摆宽、摆动频率、焊接速度、离焦量以及保护气体流量等。这些参数的匹配不当,会直接影响焊接质量,导致焊缝成型不良、虚焊和飞溅等问题。
(1)激光功率
激光功率是影响焊接节拍和焊缝质量的重要参数。功率过大会导致热影响区域过大,焊缝质量下降,如产生热裂纹、变形等问题。功率过小则会导致焊接节拍过慢,影响生产效率,且可能因能量不足而无法形成有效的焊缝。
(2)摆宽
摆宽是激光束在振镜作用下的摆动宽度,它直接影响焊接能量分布和焊缝宽度。摆宽越窄,焊接能量分布集中,焊缝宽度越小,但过小的摆宽可能导致焊缝强度不足。摆宽越宽,焊接能力分布发散,焊缝宽度越大,但过大的摆宽会增加热影响区域,可能引发裂纹等问题。
(3)摆动频率
摆动频率决定了激光束在焊接过程中的摆动形状扫描间距,对焊缝的均匀性和质量有影响。频率过高焊接能量分布更均匀可能导致焊缝熔深不足,频率过低则可能导致焊缝深层熔池熔化不全。
(4)焊接速度
焊接速度直接影响焊接节拍和焊缝质量。速度过快可能导致焊缝熔深不足、强度下降,甚至产生未熔合缺陷;速度过慢则可能增加热影响区域,引发裂纹等问题。
(5)离焦量
离焦量是指激光束加工时工件表面到激光束焦点的距离,它直接影响焊缝的形状和尺寸。焦距调整不当会导致焊缝变形、产生气孔等缺陷。
(6)保护气体流量
保护气体在激光焊接中起到防止氧化、减少飞溅和保证焊缝质量的作用。若保护气体流量不足或类型选择不当,可能导致焊缝氧化、气孔等缺陷。
2 焊接问题及解决方案
2.1 断焊问题
断焊问题是焊接工序项目调试初期或改造初期常见问题,缺陷如图1所示。

图1 断焊问题
根本原因主要为设备机械问题,具体原因如下:
(1)铜嘴或其他焊接工装遮挡激光振镜激光扫描路径,导致工件被遮挡无法加热,进而发生问题。
(2)由于边缘焊缝位置与振镜扫描范围之间的微小偏差。如焊缝边缘距离振镜的预设扫描边界约5mm,这一微小距离在振镜补偿机制存在微小偏差时,极易导致焊接范围超出预期,进而触发振镜的安全保护机制,自动关闭激光输出,从而造成断焊问题。
针对上述原因,采取以下四项关键措施,可以从根本上解决断焊问题并提升生产线的稳定性与可靠性。
(1)简化相关工装设计:重新设计或调整铜嘴、吸尘装置的位置与结构,确保其在工作过程中不会遮挡激光束,保证激光能量能够充分作用于工件。
(2)调整模组定位精度:对模组定位过程进行精细化调整,通过优化机械结构与定位算法,提高模组在生产线上的定位精度。有效减少了焊缝位置与振镜扫描范围之间的偏差。
(3)增加机械臂补偿:运用动态机械臂补偿技术,通过对机械臂运动轨迹的精确计算与实时调整,能够在焊接过程中动态补偿因机械臂运动误差导致的焊接范围偏移,从而确保激光始终准确作用于焊缝位置,避免了因超限而关闭激光的情况。
(4)增加视觉判断与超限报警:集成视觉检测系统。该系统能够在焊接作业前对焊缝位置进行精确识别与判断,一旦检测到焊接范围即将超出预设边界,立即触发超限报警,并自动调整焊接参数或暂停作业,以避免断焊问题的发生。
2.2 虚焊问题
虚焊问题主要表现为因汇流排与极柱存在缝隙引起极柱焊接能量不足造成的虚焊,缺陷如图2所示,还有因整体激光能量不足引发的虚焊,缺陷如图3所示。
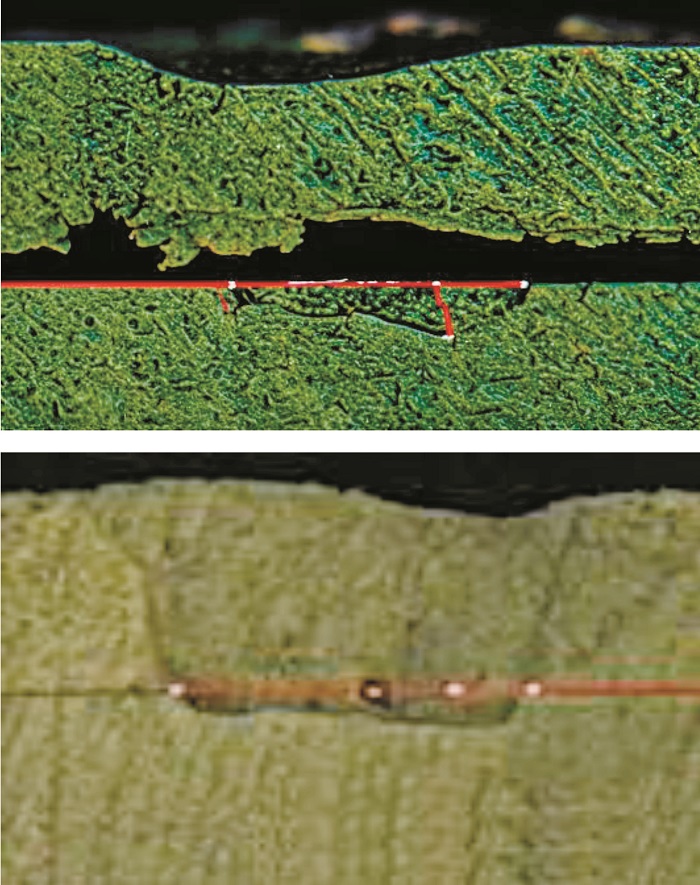
图2 虚焊问题(一)、图3 虚焊问题(二)
原因分析:
(1)振镜不水平。振镜作为激光焊接系统的核心部件,其水平度直接影响激光的入射角与功率分布。当振镜不水平时,激光入射角超限,导致功率下降,进而造成熔深不足。
(2)吸尘装置挡光。在焊接过程中,吸尘装置的设计或安装位置不当,可能遮挡激光束,减少到达工件的激光能量,从而影响熔深。
(3)工件安装不到位。工件定位是焊接作业的重要步骤,若安装未到位,将直接影响焊接接头的对准与接触状态,导致熔深不足。
(4)相邻极柱高差。由于单体电池堆叠过程中的微小误差或材料差异,相邻极柱间可能存在高差,导致铜嘴在焊接时无法充分下压至预定位置,进而影响熔深。
改进措施:
(1)校准工装位置。校准铜嘴工装运动平面与产品定位面是否平行,确保整体工装与产品加工面平行,减少因定位问题导致的熔深问题。
(2)调整振镜水平度。对振镜进行精确调整,确保其水平度符合设计要求,以保证激光束的准确入射与功率分布,从而提升熔深质量。
(3)除去挡光障碍物。重新设计或调整吸尘装置的位置与结构,确保其在工作过程中不会遮挡激光束,保证激光能量能够充分作用于工件。
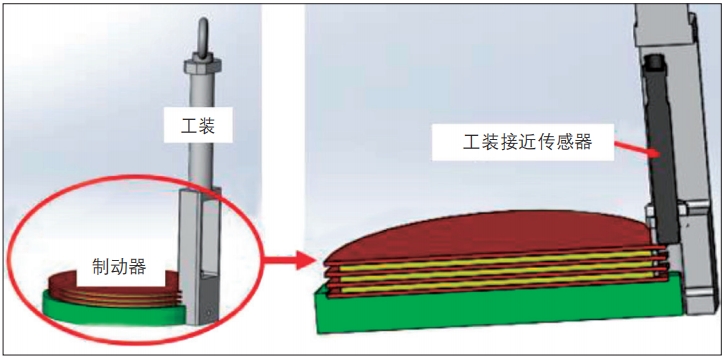
(4)试验验证极柱高差极限。通过试验验证相邻极柱间的高差极限,验证方案如图4所示,并引入3D线扫检测技术对极柱高度进行精确测量与调整,确保铜嘴在焊接时能够充分下压至预定位置,以达到理想的熔深效果。
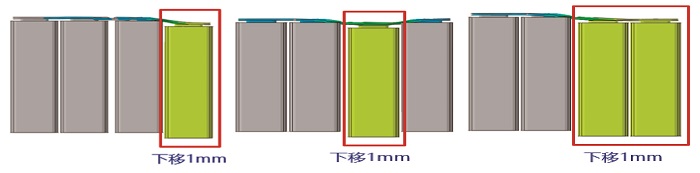
图4 极柱高差验证方案
2.3 爆孔问题
爆孔问题是激光焊接中的常见问题,也是行业难题,成因复杂。材质本身问题、焊接参数问题以及焊接轨迹等均会引起熔池爆孔。经研究发现通过一些参数搭配及设备设计,可将爆孔率降低。
常见的爆孔问题成因如下:
黑孔问题主要是由于熔池存在有机污染,在激光焊接问题提升时有机物碳化,或爆燃,导致熔池爆孔问题发生,缺陷如图5所示。

图5 爆孔缺陷(一)
白孔问题:
(1)激光参数设定问题。焊接时产生高温导致低沸点合金元素的蒸发,可以从两个方面影响气孔缺陷的产生:一是加剧焊接过程的不稳定性,从而增大小孔诱导型气孔以及飞溅液体的覆盖而产生的气孔的几率;二是蒸发所产生的镁蒸气,在熔池中溶解度降低,熔池冷却速率较快,形成的气泡在凝固过程中无法从熔池中成功地逸出,被周围的凝固金属捕获,从而形成气孔。缺陷如图6所示。

图6爆孔缺陷(二)
(2)焊接铜嘴遮光问题。因铜嘴存在部份位置遮光,在激光扫描越过遮挡位置后,基材未经预热直接承受100%焊接功率,易发生爆孔。
(3)保护气应用问题。部分材质焊接不使用保护气,导致熔池材料发生氧化,熔池表面形成密集型气孔。
解决措施:
(1)优化焊接起始和结束位置,通过设置低功率,实现焊接温度缓升缓降。
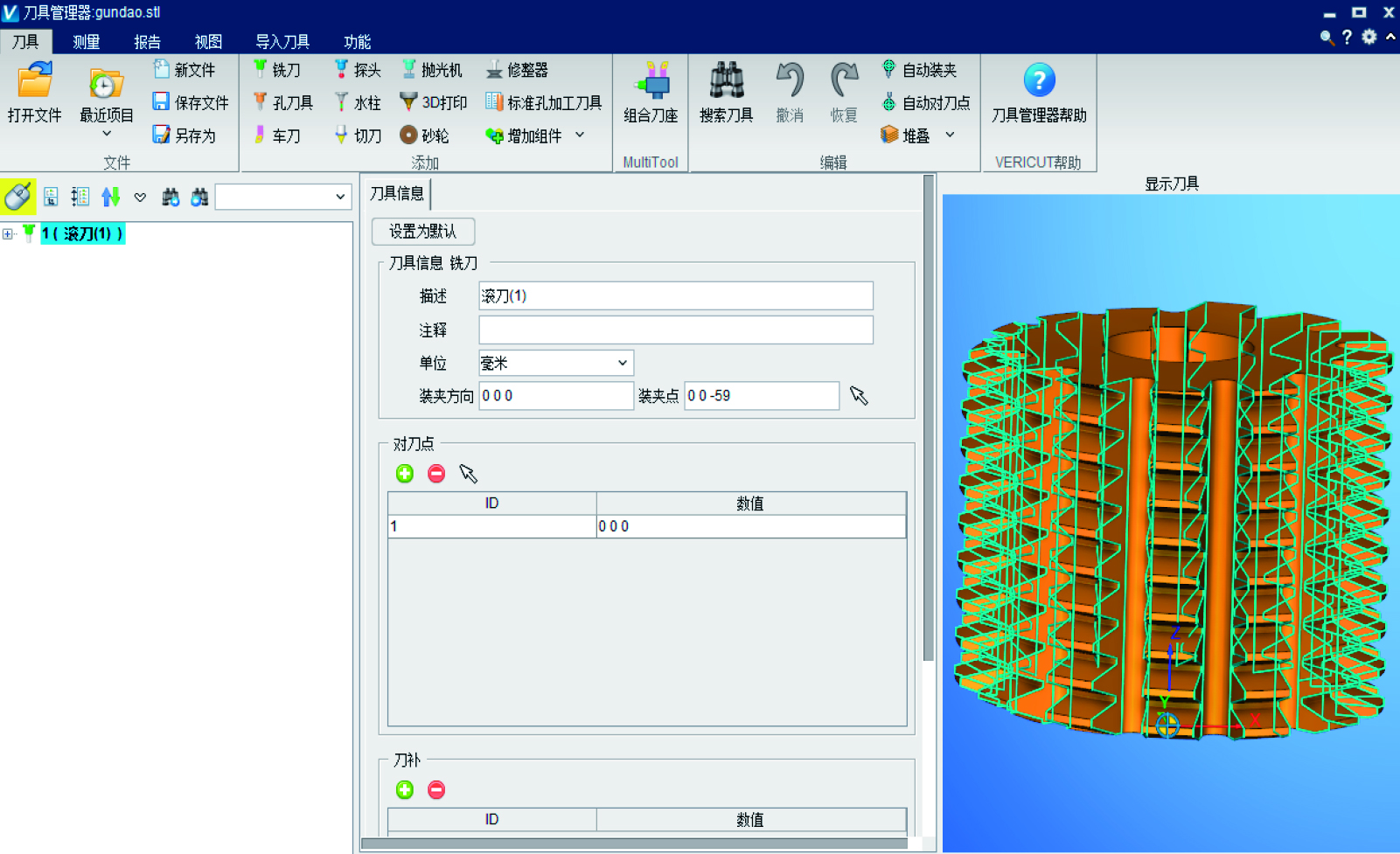
(2)轨迹瞬态线能量(Epath)可以衡量激光能量沿扫描轨迹被均匀化的效果,可以反映摆动激光对熔池的搅拌作用。适当调整焊接摆动频率,通过频率改变,改变焊接路径瞬时能量,提升焊接能量分布均匀性,避免个别情况产生爆孔。改善方案如图7所示。

图7 优化焊接摆动频率仿真示意
(3)增加保护气装置及增大铜嘴尺寸。
3 结语
动力电池汇流排的激光焊接工艺是其生产过程中的关键环节,其焊接质量直接关乎到整车的续驶里程、安全性和可靠性。本文深入分析了激光焊接过程中存在的材料特性问题、焊接参数匹配问题,以及具体的焊接问题如断焊、虚焊和爆孔等,并针对性地提出了相应的解决方案。通过优化工装设计、调整焊接参数、校准设备水平度、引入视觉检测系统和3D线扫检测技术等措施,不仅能够有效解决焊接过程中出现的各类问题,还能显著提升焊接质量和缺陷的识别率。
未来,随着新能源汽车产业的快速发展和技术的不断进步,激光焊接工艺在动力电池生产中的应用将更加广泛和深入,为新能源汽车的普及和可持续发展提供有力支撑。因此,持续研究和改进激光焊接工艺,对于提升动力电池的整体性能和市场竞争力具有重要意义。
参考文献
[1] 陈琳.铝合金薄板激光摆动搭接焊缝成形机理及其熔池行为研究[D].武汉:华中科技大学,2022.
[2]吕开旺.动力电池模组激光焊检测系统研究[D].北京:北京机械工业自动化研究所,2022.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:程琳 张策 庞胜利 郝永轩 李建民 刘宁 温盼 朱晓波 李俊阳,单位:中国第一汽车股份有限公司新能源动力总成工厂 。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

在线振动监控提升强力珩齿加工质量
强力珩齿作为齿轮精加工最优的方法而被越来越多地采用,为了提升强力珩齿的零件加工质量,本文阐述了强力珩齿设备振动监控的原理和数据分析的方法,并举例实际应用,采用理论分析和实际验证数据比对结合的方法,分析了振动图谱、设备状态和零件检测结果的对应关系。结果表明,珩齿振动在多数情况下会影响零件齿面波纹,并会带来不同阶次的振动,通过设置监控限值用于确保零件加工质量。
2024-10-23
-

-

防错技术在变速器装配线的应用研究
本文将从防错定义、错误类型、防错技术原理及类别等几个方面对防错技术进行阐述,并结合实际案例加以说明,为变速器装配线及汽车行业装配过程降低错漏装问题提供解决思路。
2024-08-17

热点文章
-

基于深度学习的电驱实验系统设计
2026-07-24
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

采埃孚全球电子助力转向系统产量突破1亿
2026-07-24
-

-

-

AHTE 2026 展后报告新鲜出炉
2026-07-24
-

AMTS 2026 展后报告新鲜出炉
2026-07-24
-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多