某发动机曲轴动平衡加工刀具的问题解析
1 概述
1.1 曲轴动平衡加工刀具研究的目的和意义
近年来,国内外各大发动机主机厂对其零部件采购、制造成本的控制,精细到近乎苛刻的地步,而作为发动机“心脏”的曲轴,制造工艺复杂,更应该从方方面面来考虑成本控制。曲轴动平衡直接影响整个发动机噪声、振动以及可靠性等重要性能,国内外对车用曲轴动平衡成本控制的研究主要集中在如何降低曲轴初始不平衡量方面,基本没有关于如何从刀具方面来解析曲轴动平衡机加成本。
1.2 曲轴动平衡机加成本解析
在曲轴动平衡加工过程中,曲轴动平衡机加方面的成本损失主要体现在两个方面:
(1)曲轴动平衡去重加工过程中,硬质合金钻头产生“溜刀”现象,造成钻头折断或去重孔破,产生曲轴报废或刀具成本损失。早期动平衡破孔可以通过补焊形式进行返修挽救,但考虑到补焊可能出现的质量风险以及补焊对动平衡效率的影响,目前出现破孔情况就直接报废处理,造成成本损失。
(2)动平衡去重刀具消耗成本。
如何改善“溜刀”问题、降低断刀比例以及提高刀具寿命,成为降低曲轴动平衡机加成本的关键。
2 曲轴动平衡加工刀具问题解析
2.1 曲轴动平衡工艺条件
某发动机曲轴动平衡加工采用自动平衡机床,具备一次装夹完成从曲轴初始不平衡量检测→计算动平衡去重的量值/角度/位置→动平衡去重→剩余不平衡量检测的所有动平衡加工内容。
钻孔加工过程中采用分段进给方式,即接触工件时采用慢速进给,便于钻头定心,定心完毕后采用快速进给提高切削效率。
2.2 刀具问题分析及改善技术路线
首先,针对曲轴动平衡去重加工“溜刀”问题,通过对该曲轴“溜刀”破孔形态进行统计分析,发现破孔边缘存在挤压痕迹,即钻孔过程中钻头中心偏离机床刀柄轴线。通常情况下,改善方式主要是提高曲轴毛坯表面平整性,比如改善毛坯充不满、改善上下模具等。本文主要从刀具方面来改善平衡块表面“溜刀”破孔问题,进而降低曲轴动平衡机加成本。
其次,针对断刀问题进行分析,钻头折断发生的机理为钻头的主、副切削刃受到切削力而产生的扭矩大于钻头本身的抗扭强度。通过对大量断刀和异常磨损的失效形式分析,存在一定的共性:
(1)几乎90%的断钻头情况,去重孔边缘存在磨损痕迹。
(2)异常磨损的钻头,存在两侧主切削刃和刃带连接部位磨损严重问题。
断刀的共性现象说明钻头在加工过程中,同样产生“溜刀”现象,钻头副切削刃(刃带)与孔壁挤压造成钻头折断。
通过以上分析,可以从改善“溜刀”或者降低“溜刀”,从钻头影响方面改善断刀问题。
另外在降低刀具消耗方面,动平衡去重的主要目的是消除曲轴的初始不平衡量,对去重孔的直径、粗糙度等尺寸精度没有很高的要求,因此在刀具改善研究时,不用考虑改善对去重孔尺寸的影响。动平衡刀具分为新钻头和返磨钻头,返磨钻头成本优势明显,而寿命与新刀相当。通过对内冷钻头实际消耗成本进行分析,影响钻头消耗的关键点在于两个方面的管控,即:避免断刀,因为断刀意味着要重新投入刀具用于周转,且新钻头成本高;尽可能使用返磨刀具,增加单个刀具的返磨次数。
3 刀具问题具体解决方案
3.1 动平衡钻头“溜刀”改善
3.1.1 钻头结构优化分析
曲轴平衡块钻孔后,去重孔壁厚仅2~3mm,“溜刀”极易造成平衡孔破和断刀,曲轴平衡块属于锻造成形,表面平整性差,可以提高钻头的定心能力来改善“溜刀”。
如图1所示,主切削刃刃型从内到外由横刃、内刃和外刃组成。通过查阅相关文献了解到影响钻头定心性能的关键刃型参数是横刃长度。基于钻尖刃形对定心性能的影响,从影响钻尖的关键参数进行研究,得出结论:横刃长度越短,定心能力越强。
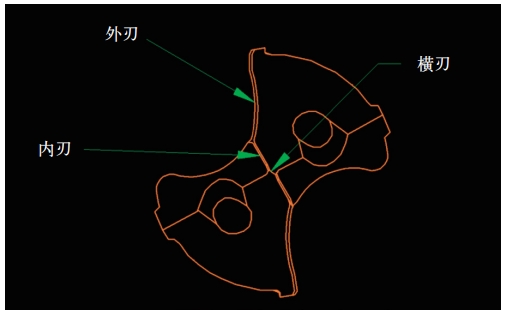
图1 钻尖结构
横刃位于钻头的最前端,是最先接触被加工件的一条切削刃,担负着中心部分的切削工作,同时起定心的作用。横刃主要是由两个后刀面在钻芯部位形成,因此钻尖结构确定后,只能通过修磨来改变横刃的长短。原钻头采用圆弧式后刀面,其横刃是由两个圆弧式曲线在钻头中心部位形成一条短小的直线,横刃长度0.36mm。我们通过对圆弧式后刀面进行修磨,把原有圆弧面铲磨成两个平面,形成四面式后刀面,如图2所示,修磨后由几条直线在钻头中心部位形成横刃,显然直线在中心形成的横刃长度小于曲线形成的横刃,即钻头结构由四面式后刀面来代替圆弧式后刀面,来减小横刃长度,提高钻头的定心能力,改善“溜刀”造成的破孔问题。
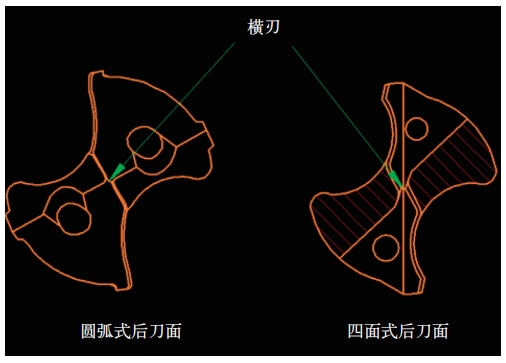
图2 钻尖横刃长度改善
3.1.2“溜刀”改善效果验证
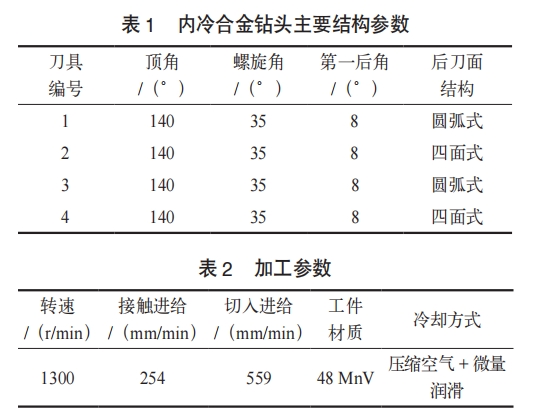
通过分析四面型后刀面钻头横刃长度小于圆弧形后刀面钻头横刃,需要确认横刃长度的减小能否对曲轴动平衡的“溜刀”问题有所改善。我们通过对比试验来进行验证,如图3所示,分别准备圆弧式后刀面、四面式后刀面钻头各两支,钻头结构参数见表1,加工参数见表2。
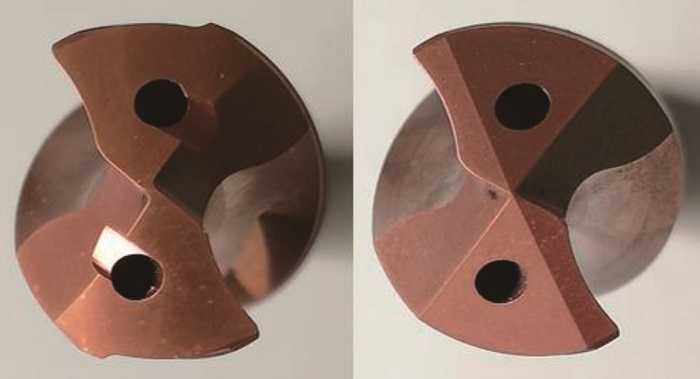
图3 钻头不同后刀面结构
试验选用同一批次号曲轴毛坯进行动平衡加工,在同一加工参数情况下,每支钻头加工深度为20m时的状态,根据钻头顶部的两侧刀尖磨损情况对比,来比较两种后刀面结构的钻头定心能力。从显微镜下刀尖磨损情况对比看,四面式后刀面钻头刀尖的磨损程度明显小于圆弧式后刀面,证明四面式后刀面的钻头(横刃短)定心能力优于圆弧式后刀面钻头。
3.2 断刀改善
3.2.1 钻头折断机理
前文描述钻头折断发生的机理为钻头的主、副切削刃受到切削力的作用而产生的扭矩大于钻头本身的抗扭强度,断刀的改善方向为“溜刀”改善或者降低“溜刀”对断刀的影响。前节已阐述了“溜刀”的改善方案,现主要从降低“溜刀”现象对断钻头影响来进行分析。在分析动平衡钻头折断的现象中,90%以上的孔口部位存在磨损痕迹,说明在加工过程中,钻头刃带部分与孔壁存在摩擦,如图4所示。所以降低断刀比例的措施主要围绕降低钻头刃带部分与孔壁的摩擦。
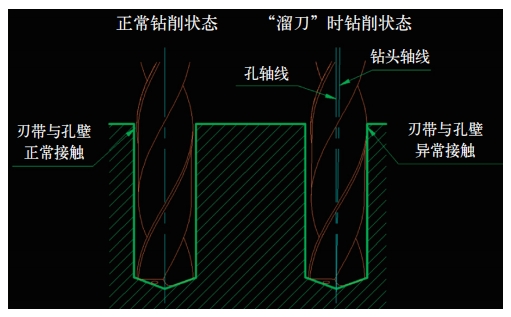
图4“溜刀”时钻头刃带与孔壁异常接触
3.2.2 断刀改善措施
我们需要确认如何减少钻头刃带部分与孔壁的摩擦。首先我们要了解钻头的刃带结构。钻头的工作部分有两个对称的刃瓣(通过中间的钻芯连接在一起,中间形成横刃)、两条对称的螺旋槽(用于容屑和排屑),导向部分磨有两条棱边,也就是我们所说的“刃带结构”。为减少刃带与加工孔壁的摩擦,棱边直径磨有0.03~0.12/100mm的倒锥量,我们所说的“刃带”也叫“副切削刃”,因为刃带不是钻头最关键的部位,通常人们不太重视刃带的几何特性,错误地认为刃带对钻头的钻孔性能影响不大,实际上刃带在加工中起着重要的作用。钻削工艺属半封闭切削,切削条件比钻、铣工艺恶劣。钻头在加工时,切屑只能沿钻头螺旋槽进出,而刃带在钻头的最外部,形成钻头的外径,且始终与钻头已加工表面保持接触,由于刃带的存在,形成了钻头与孔壁的间隙,减少了钻头与孔壁的接触面积,这有助于控制摩擦力和摩擦热。
该曲轴动平衡钻孔用的原有硬质合金钻头采用双刃带结构,如图5所示,双刃带可以在一定程度内提高钻头本体的强度,加工的表面粗糙度好,但由于曲轴动平衡对去重孔的表面粗糙度并没有很高的要求,双刃带反而增加了钻头与孔壁的摩擦力,因此采用单刃带代替双刃带结构,来降低钻头与孔壁的摩擦力,从而可以改善断刀问题。单刃带虽然会降低钻头强度,但根据断钻头的失效现象来看(孔口部分存在磨损),断钻头主要的改善方向在于降低钻头与孔壁摩擦。
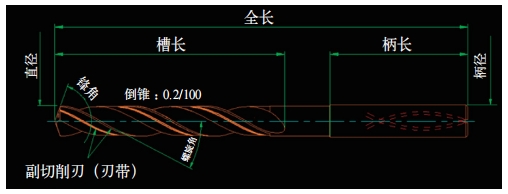
图5 曲轴动平衡钻头结构
另外,倒锥的大小同样会影响钻削加工的摩擦力。在孔加工过程当中,随着刀刃的进入,已加工部位的孔壁会因为材料本身的弹性变形而出现回弹甚至缩孔现象,从而挤压钻头的刃带(副切削刃),如果钻头没有倒锥或倒锥过小,随着钻削的进行,钻头所受的扭矩将急剧上升,当这种扭矩超过钻头本体所能承受的范围,就会发生崩刃甚至钻头扭断的现象。倒锥越大,倒锥与孔壁的接触力会越小。但倒锥并不是越大越好,目前基本所有合金钻头都会进行返磨,随着钻头的返磨次数的增多,倒锥越大,直径变化越大,会影响最终钻孔直径尺寸。动平衡的去重孔直径并没有严格的要求,所以我们在动平衡钻头设计选型时,可以选择尽可能大倒锥的结构。
3.2.3 断刀改善效果
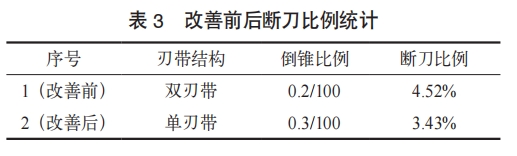
针对以上分析结果,我们通过断刀改善措施执行前后的断刀比例来进行对比,统计结果如表3所示,从表中数据可以看出,该曲轴动平衡钻头通过单刃带改双刃带、增大倒锥比例后,断刀情况得到明显改善。
3.3 刀具返磨
前两节我们论述了某发动机曲轴动平衡机加成本中钻头的“溜刀”、断刀方面的改善,本节主要从钻头成本方面来进行论述。钻头的返磨是一种非常重要的降低刀具消耗成本的方法,硬质合金钻头的返磨成本一般在新刀成本的1/10~1/6左右,返磨刀具的成本优势非常明显。
该曲轴动平衡刀具采用φ13.1mm的内冷合金钻头,其返修+涂层的成本约为新刀的1/8,考虑到返磨成本的优势,当然希望钻头可返修次数越多越好。动平衡虽然对钻孔精度要求低,对钻头只有最小长度要求,但对钻头本身来说,增加返磨次数仍然有一些难点需要考虑。
3.3.1 面临难点
首先,正常磨损的钻头一次修磨量大概在1~2mm(长度方向),增加钻头返磨次数的最直接方法就是增加钻头长度,但随着钻头长度增加而刚性降低,刀尖部位的跳动会增加,反而不利于定心,加大断刀风险。其次,钻头排屑槽的主要作用是容屑和排屑,返磨次数增加,排屑槽长度减小,当需要加工的孔深超过排屑槽长度时,会影响排屑,切屑在排屑槽内积压,反而更容易断刀。再者,钻头工作部分存在倒锥,随着返磨、涂层次数增加,倒锥会减小,刃带与孔壁摩擦力增加。
3.3.2 解决方案
目前该曲轴动平衡采用的硬质合金钻头在保证夹持长度、满足钻孔深度以及刀尖跳动要求的情况下,钻头长度上已做了最大化设计。考虑在钻头总长度不变的情况下,增加排屑槽长度,但排屑槽长度增加后会影响钻头整体强度,通过试验确认在现有φ13.1mm钻头结构的基础上增加排屑槽10mm,可以增加返磨次数而不影响排屑,并且钻头强度也能满足加工需要。另外针对钻头涂层后工作部分倒锥减小、可能形成正锥问题,采用钻头返磨后涂层仅涂钻头前端10mm的方法,能避免整体涂层经多次返磨后形成正锥的弊端,如图6所示。
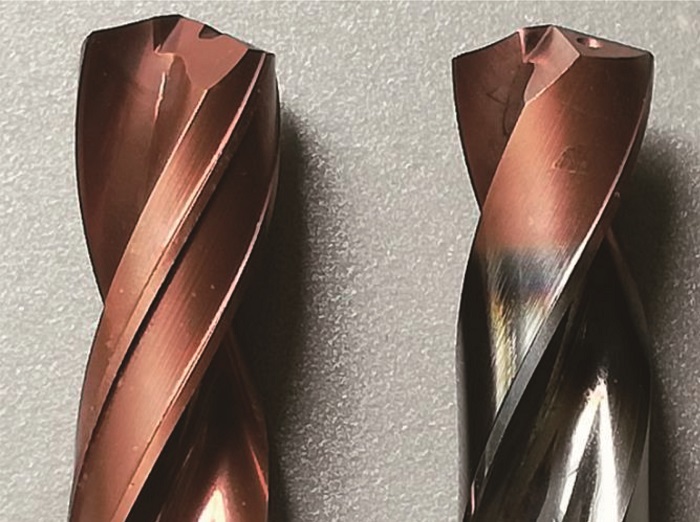
图6 钻头返磨后仅钻头前端涂层
3.3.3 方案实施效果
通过排屑槽长度和涂层方式的变化,该曲轴动平衡钻头的返磨次数平均为11~15次,直至受到钻头最低长度限制。
另外返磨钻头的寿命为35~40m,执行35m的强制换刀要求,避免钻头过度磨损而增加的单次修磨量,同时还能避免过度磨损造成的断钻头等加工异常。
4 结语
本文通过对某发动机曲轴动平衡机加成本问题进行解析,确定了改善刀具“溜刀”、断刀和降低刀具消耗的基本路线,来降低动平衡机加工成本。
通过对刀具“溜刀”问题产生的原因进行分析,从刀具的后刀面结构进行优化,来改善“溜刀”。对断刀发生的机理进行论述,提出动平衡钻头双刃带改单刃带、增加刃带倒锥量来改善断刀。基于刀具消耗成本的统计研究,确定增加螺旋槽长度、钻头局部涂层来增加返磨次数。
目前该曲轴动平衡加工的断刀比例由4.52%降低到3.43%、动平衡破孔比例由0.97%降低到0.56%,改善效果明显。
参考文献
[1] 卞玲玲,周磊,曾滔.麻花钻钻尖结构对定心性能的影响[J].工具技术,2020,55(4):45-47.
[2] 卢秉恒,赵万华,洪军.机械制造技术基础(第2版)[M].北京:机械工业出版社,2005.
[3] 赵淑君.浅谈钻头刃带的重要性[J].中国科技信息,2005(5):99,101.
[4]胡泽朝,张伟,郭永杰等.切削参数对枪钻倒锥设置的影响[J].科学技术创新,2017(31):109-110.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:杨军,单位:襄阳福达东康曲轴有限公司 。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

在线振动监控提升强力珩齿加工质量
强力珩齿作为齿轮精加工最优的方法而被越来越多地采用,为了提升强力珩齿的零件加工质量,本文阐述了强力珩齿设备振动监控的原理和数据分析的方法,并举例实际应用,采用理论分析和实际验证数据比对结合的方法,分析了振动图谱、设备状态和零件检测结果的对应关系。结果表明,珩齿振动在多数情况下会影响零件齿面波纹,并会带来不同阶次的振动,通过设置监控限值用于确保零件加工质量。
2024-10-23
-

-

防错技术在变速器装配线的应用研究
本文将从防错定义、错误类型、防错技术原理及类别等几个方面对防错技术进行阐述,并结合实际案例加以说明,为变速器装配线及汽车行业装配过程降低错漏装问题提供解决思路。
2024-08-17

热点文章
-

-

智能网联汽车轨迹优化方法研究综述
2026-07-07
-

看见·增程的“第二生长曲线”
2026-07-14
-

中国企业出海中的人才战略与文化融合
2026-07-07
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

浅谈智能座舱与人机交互技术创新
2026-07-14
-

连接器如何破局?莫仕携“系统级决绝方案”迈入新阶段
2026-07-08
-
浅谈智能座舱与人机交互技术创新
在汽车电动化、智能化、网联化深度融合的产业趋势下,智能座舱已从配置竞争转向技术体系与落地能力的竞争。本文以零跑汽车为案例,从中央集成电子电气架构、高算力硬件、自研车机操作系统、多模态交互、舱驾融合以及车载大模型六大技术维度,对智能座舱与人机交互关键技术进行深入解析,并聚焦底层技术实现、工程化落地、量产应用效果与成本控制逻辑。研究表明,零跑汽车实现了高阶智能技术的大众化,为自主品牌提供了可复制的实践路径,验证了技术落地成效,并指明了未来优化方向。
作者:
-
看见·增程的“第二生长曲线”
-
面向ISO 34505的自动驾驶场景评价及测试优先级分析
-
国产化替代正当时:永铭车规级固液混合电容,为激光雷达发射端与算力核心提供高纹波耐受解决方案
-
智能网联汽车轨迹优化方法研究综述
-
AI《汽车制造业》增刊





评论
加载更多