铝合金挤压型材动力电池箱体设计规范
1 范围
本标准规定了铝合金挤压型材动力电池箱体基本设计需求和设计规范,明确了铝合金挤压型材动力电池箱体结构设计中的关键参数和技术要求。
本标准适用于XXXX汽车股份有限公司研发和生产的电动汽车用铝合金挤压型材动力电池箱体。
2 规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB 4208-2017 外壳防护等级(IP代码)
GB 7258-2017 机动车运行安全技术条件
GB/T 3190-2008 变形铝及铝合金化学成分
GB/T 3199-2007 铝及铝合金加工产品包装、标志、运输、贮存
GB/T 3880.1-2012 一般工业用铝及铝合金板、带材 第1部分:一般要求
GB/T 3880.3-2012 一般工业用铝及铝合金板、带材 第3部分:尺寸偏差
GB/T 6892-2015 一般工业用铝及铝合金挤压型材
GB/T 14846-2014 铝及铝合金挤压型材尺寸偏差
GB/T 16865-2013 变形铝、镁及其合金加工制品拉伸试验用试样及方法
GB/T 17432-2012 变形铝及铝合金化学成分分析取样方法
GB/T 20975.25-2008 铝及铝合金化学分析方法
GB/T 22087-2008 铝及铝合金的弧焊接头 缺欠质量分级指南
GB/T 33824-2017 新能源动力电池壳及盖用铝及铝合金板、带材
Q/XXXX 01.22-2017 动力电池术语
Q/XXXX 01.64-2016 产品禁限用物质要求
Q/XXXX 02.431—2016 铝合金焊接规范
Q/XXXX 02.502—2017 铝合金焊接设计规范
Q/XXXX 02.752-2017 电池系统部件涂层技术要求
Q/XXXX 02.0001.3-2018 电动车整车零部件防腐技术要求
Q/XXXX 04.14T20.77-2018 动力电池系统安全及可靠性测试评价规范
Q/XXXX 04.00D07.14-2018 纯电动乘用车底盘式动力电池整车碰撞、托底试验方法
Q/XXXX 06.2001.6—2018 汽车用PVC底涂防护胶技术条件
3 术语及定义
下列术语和定义适用于本标准。
3.1 铝合金挤压型材 Aluminum Alloys Extruded Profiles
主要是指通过挤压加热的铝合金棒材,产生塑性变形后得到的具有不同截面的铝合金加工产品,简称铝型材。
3.2 铝型材动力电池箱体 Aluminum Alloys Battery Box
主体框架(包含边框、横梁等主要承载结构件)为铝合金挤压型材拼焊的动力电池箱。
3.3 PVC底涂胶 Polyvinyl Chloride Coated Stone
PVC底涂胶也称PVC抗石击胶,主要由高分子材料和无机填料所组成,主要作用有:提高电池箱体的耐腐蚀能力;对外界的冲击(如车轮带起的砂石对车身的强力击打)起到缓冲作用,保护电池箱体;降低车轮与路面接触及车辆动力系统振动产生的噪声。
3.4 中性盐雾试验 Neutral Salt Spray Test(NSS)
在特定的试验箱内,将含有(5±0.5)%氯化钠、pH值为6.5~7.2的盐水通过喷雾装置进行喷雾,让盐雾沉降到待测试验件上,经过一定时间观察其表面腐蚀状态。
3.5 搅拌摩擦焊 Friction Stir Welding(FSW)
搅拌摩擦焊是指利用高速旋转的焊具与工件摩擦产生的热量使被焊材料局部塑性化,当焊具沿着焊接界面向前移动时,被塑性化的材料在焊具的转动摩擦力作用下由焊具的前部流向后部,并在焊具的挤压下形成致密的固相焊缝。
3.6 非熔化极惰性气体保护电弧焊 Tungsten Inert Gas Welding(TIG)
利用钨电极与工件之间的电弧使金属熔化而形成焊缝。焊接中钨极不熔化,只起电极作用,电焊柜的喷嘴送进氦气或氩气,起保护电极和熔池的作用。
3.7 熔化极惰性气体保护焊 Metal Inert Gas Welding(MIG)
用氩气或富氩气体作为保护介质,采用连续送进可熔化的焊丝与燃烧于焊丝焊丝工件间的电弧作为热源的电弧焊。
3.8 冷金属过度焊 Cold Metal Transfer(CMT)
冷金属过渡焊接技术是一种无焊渣飞溅的新型焊接工艺技术。所谓冷金属过渡,是指数字控制方式下的短电弧和焊丝的换向送丝监控。
3.9 铝型材型腔 Aluminum Alloys Extruded Cavity
铝型材型腔是指延铝型材挤出成型方向,贯穿于型材的空腔,该空腔的截面可以根据产品的材质、厚度、使用环境和功能需求来进行设计。
4 箱体设计需求
4.1 车身空间适配性
铝型材动力电池箱体的开发,需要结合电池系统的模组数量和电池包内排布方案,合理利用车身下的布置空间,将电池系统布置在车身底板下方和前后轴之间的区域,铝型材动力电池箱体需要与车身设计有可靠的可拆卸固定点,固定点的数量和位置可以依照载荷的分部通过仿真分析软件计算校核。
铝型材动力电池箱体需要与车身有安装定位设计,定位设计可以是定位销或定位孔。
铝型材动力电池箱体在与车身装配完成后,需要满足整车可视化的需求。
铝型材动力电池箱体上与的整车固定螺栓安装配合面需要与Z方向垂直。
4.2 总装工艺适配性
铝型材动力电池箱体设计完成后,需要进行标准件选型适配,标准件选型后需要与总装车间的安装工具,生产线夹具、吊具、抱具进行校核,避免设计干涉。
4.3 安装接口设计
铝型材动力电池箱体设计开发需要考虑高低压接插件接口、液冷系统接口、动力电池上盖安装接口、透气阀或防爆阀接口、维修开关接口的设计要求。
4.4 机械强度性能
铝型材动力电池箱体应有足够的强度和刚度,并保证在整车设计使用期限内,满足动力电池系统在振动、机械冲击、跌落、翻转、模拟碰撞、挤压和温度冲击等测试要求。
在铝型材动力电池箱体安全性测试的振动、机械冲击、翻转、模拟碰撞、温度冲击试验后,以及整车耐久和可靠性试验后,不应有机械损坏、结构完好无破裂,锁止装置不应受到损坏;在跌落、挤压等试验后,箱体的最大侵入量大于相应位置电池模组与壳体之间间隙,电池系统无着火或爆炸等现象。
铝型材动力电池箱体上的支架、焊母、焊栓、铆接件、焊点、焊缝等强度要求要符合设计要求。紧固件可承受的载荷和扭矩符合设计要求和图纸说明,符合标准件相关强度规定。在机械强度试验中,电池箱附件不发生机械损坏和失效现象。
4.5 托底和球击安全性能
铝型材动力电池箱体的结构设计应该有一定的抵抗托底和球击的能力。球击试验时,结构设计强度应满足Q/XXXX 04.14T20.77-2018《动力电池系统安全及可靠性测试评价规范》的要求。若箱体为车辆底盘最低点,托底则需要满足Q/XXXX 04.00D07.14-2018《纯电动乘用车底盘式动力电池整车碰撞、托底试验方法》中,表1功能及性能检查判定要求。
4.6 碰撞安全性能
铝型材动力电池箱体结构设计应满足发生碰撞时,电池箱结构完整、电池箱无泄漏、外壳无破裂、无着火爆炸等情况。动力在电池箱碰撞时,电池壳体最大侵入量不能大于相应位置电池模组与壳体之间间隙。模拟碰撞试验时,结构设计强度应满足Q/XXXX 04.14T20.77-2018的要求。
4.7 防石击性能
铝型材动力电池箱体需要具备一定的防石击性能。防石击方案的设计,需要根据箱体结构布置方案、液冷系统的安装位置、密封设计以及整车NVH指标来综合考虑。常用的防石击防护方案有箱体外部喷涂PVC底涂胶和增加动力电池防护板。
4.8 防腐性能
铝型材动力电池箱体的材质选型应依照使用环境,避免选用应力腐蚀和层状腐蚀倾向大的牌号。箱体及其焊接、铆接、螺接等零附件需要考虑耐腐蚀性能。
4.9 密封性能
铝型材动力电池箱体安装于车身底板下,出厂前必须通过气密性检测。若铝型材动力电池箱体底板和边框未集成液冷板和其他结构,则箱体需要满足总成气密性的检测要求;若动力电池箱体底板或边框,集成有液冷系统,则箱体产品下线前,需要先对液冷系统进行气密性检测,液冷气密检测通过后,再完成总成气密性检测。
4.10 轻量化设计
铝型材动力电池箱体的设计需要考虑到车辆的能耗和电池系统的能量密度要求,在满足性能指标的前提下尽可能实现轻量化。
4.11 固定方式设计
铝型材动力电池箱体设计时,需要根据模组的形状、固定方式和大小,来设计箱体上固定模组的梁和底板。在模组固定的应力集中位置需要考虑加强设计。另外需要考虑支撑托盘、液冷系统、高压盒、BMS和保险等主要零部件在箱体上的固定方式。
4.12 工艺可实现性和量产可行性
铝型材动力电池箱体的设计需要满足生产工艺的可行性,且能满足自动化产线的装配焊接需求,避免因为设计原因导致的产品成品率低和量产可行性差。
5 结构设计
5.1 铝合金选材和型材截面设计
动力电池铝型材拼焊箱体进行截面设计之前,首先需要根据项目的能量密度要求、重量目标、安装方式等设计需求,考虑铝型材动力电池箱体的主要承力位置在边框或底板,另外动力电池系统是否具有液冷系统设计需求,液冷系统是否需要集成在铝型材动力电池箱体底板或边框内,这些因素也直接影响了型材截面的设计。
变形铝合金的选材需要根据材料挤压工艺可行性、耐蚀性和材料的力学性能进行综合考虑,选材和初版设计完成后,需要根据材料的基本力学性能参数,进行仿真分析计算,校核选材的合理性。
变形铝合金的不同腐蚀类型倾向性见表1,禁用物质的要求参照Q/XXXX 01.64-2016《产品禁限用物质要求》。

表1 变形铝合金的腐蚀类型
推荐使用6系变形铝合金作为动力电池铝型材拼焊箱体的主体框架材质。
铝型材拼焊箱体的主体框架型材截面设计示意图如图1,建议多采用三角形型腔构型,有助于提高强度实现轻量化。在不影响装配的前提下,尽可能的增大挤出型材的工艺圆角,建议工艺圆角不小于R1,在承载较重或仿真分析后应力集中位置,可以增大工艺圆角和局部加厚型腔壁厚,增加加强筋设计。当铝型材截面厚度较薄时,控制型材挤出后的变形量难度增加,平面度要求难以保证。


图1 铝型材截面设计示例
对于需要在铝型材上加装铆接标准件或嵌入式标准件的,在设计铝型材截面时,需要根据标准件的选型和受力情况,设计符合要求的铆接夹紧面的材料厚度。如图2截面所示,若铝型材的型腔不需要满足密封性要求,则可以选用长度略短的通孔拉铆螺母;若铝型材型腔有密封性要求,则需要选用长度更长的盲孔拉铆螺母,务必需要保证拉铆件在装入型腔开孔未拉紧之前的长度l不超过型腔高度L。设计铝型材型腔宽度时,需要考虑拉铆螺母铆紧后,螺母变形位置的宽度d(如图2),要小于型腔宽度,同时避免与工艺圆角等发生干涉。



图2 安装铆螺母型材截面设计
若选用压铆件或嵌入式标准件,设计型材截面时需要考虑安装面的厚度、高度和是否能承受铆接时的垂直向压力。铝型材动力电池箱体边框型材截面设计,需要结合箱体与上盖的密封和固定方式来设计法兰面宽度和型腔高度。
动力电池与车身连接位置通常设计在铝型材拼焊箱体的边框上,若边框型材的截面设计在垂直向上没有支撑,则需要参考图3的安装点设计示例,在边框上开通孔,加装“T型”支撑套筒,套筒的法兰面需要与边框接触的贴合面进行焊接,焊接后焊缝余高不影响螺栓安装。支撑套筒设计完成后,需要校核套筒的受力情况。型材截面设计时还需要考虑电池箱体定位销/孔的预留位置和安装方式,两个定位销/孔需要分别布置在铝型材动力电池箱体的对角线位置上。


图3 电池箱体整车安装点设计示例
5.2 焊接设计
5.2.1常用焊接技术
铝型材动力电池箱体的焊接,推荐首选使用搅拌摩擦焊,在一些搅拌摩擦焊无法实现操作的位置,建议配合使用TIG或MIG焊。对于铝型材壁厚较薄位置的焊接,为保证批量产品的一致性和焊接质量,不推荐大范围使用TIG焊,可以使用CMT焊和FSW焊搭配实现铝型材动力电池箱体的焊接。
搅拌摩擦焊常用的焊接接头形式如图4、5所示。接头的设计和搭接方式,需要考虑型材的壁度、焊接前后零组件的平面度和焊缝的受力情况,并通过仿真分析校核接头设计的可靠性。


搅拌摩擦焊常见的焊缝形貌及缺陷如图6所示,1为铝合金焊接较易出现的气孔缺陷,主要原因是焊接环境和气氛影响;2为犁沟缺陷,主要原因是工件间隙过大,金属流动不充分;3为表面孔洞缺陷,主要原因是搅拌头转速过慢、焊接速度过快或焊接轴向压力不足造成。4为合格焊缝外观,目检无缺陷焊缝,焊缝平整,摩擦细纹排列规则清晰可见。铝型材动力电池箱体搅拌摩擦焊焊缝外观目检需要满足图6中4的焊缝形貌,同时符合焊缝力学性能和气密封要求。

图6 搅拌摩擦焊焊缝形貌与缺陷展示
1 气孔缺陷 2 犁沟缺陷 3 表面孔洞缺陷 4 合格焊缝
铝型材动力电池箱体常用的弧焊如TIG、MIG和CMT,焊接结构形式、焊缝强度、焊丝的选择、焊缝的设计需满足Q/XXXX 02.431—2016 《铝合金焊接规范》和Q/XXXX 02.502—2017《铝合金焊接设计规范》的要求。氩弧焊常见的焊缝形貌及缺陷如图7所示,1为铝合金弧焊焊接较易出现的气孔缺陷,主要原因是焊接环境和气氛影响;2为焊道偏离的缺陷,主要原因是工件间隙偏大,焊条角度不当或电弧发生偏吹;3为焊穿缺陷,主要原因是焊接电流太大或焊接速度太低,坡口和间隙太大或钝边太薄以及操作不当等造成。4为合格焊缝外观,要求焊缝目检无缺陷,熔化表面与相邻表面干净,焊接表面整齐,焊波均匀,焊缝成型良好。铝型材动力电池箱体氩弧焊焊缝外观目检需要满足图6中4的焊缝形貌,同时符合焊缝力学性能和气密封要求。

1 气孔缺陷 2 焊偏 3 烧穿 4 合格焊缝
5.2.2 焊缝质量要求
铝型材动力电池箱体焊缝要求外观平整,表面光洁,不允许有裂纹、气孔、夹渣、咬边、未焊透等缺陷。搅拌摩擦焊后的飞边和毛刺需要铲除打磨,但不允许磨损、划伤到箱体基材。箱体的型腔内不允许有焊渣、铝屑等杂物残留。对于TIG、MIG和CMT的弧焊焊缝缺陷的评定,建议参考GB/T 22087-2008《铝及铝合金的弧焊接头 缺欠质量分级指南》中评价要求。焊缝需要进行金相分析,观察焊缝是否有微气孔、裂纹、夹渣、未焊透等缺陷,确认热影响区的宽度、熔深、晶粒大小、金相组织符合焊接要求。焊缝熔深、熔宽和焊缝高度评价方法如下。
(1)对于不同厚度铝型材焊接,对于料厚较薄零件,熔深需要保证c≥0.1t,其中t为料厚,c为焊缝熔深;当料厚较厚零件(料厚≥4mm)时,焊接位置需要打坡口后再与薄板焊接。
(2)在保证熔深的情况下,焊缝宽度一版控制在6-10mm。
(3)图8所示弧焊焊缝高度评价标准,适用于板材厚度不小于0.5mm的情况。如图8(1)所示,h≤1.5mm+0.15b,且h不大于8mm;如图8(1)所示,h≤1.5mm+0.15b,且h不大于4mm。同时需要校核焊缝高度与安装配合面的关系,避免发生装配干涉。

图8 弧焊焊缝高度评价标准示意图
5.2.3 焊缝力学性能要求
焊接工艺参数确定完毕,工装夹具调试完成后,需要对首套试制完成的铝型材动力电池箱体切割制样,完成焊缝位置金相和破坏性力学性能试验,校核焊接参数和焊缝质量。拉伸实验示意图如图9所示,试样的制备和测试方法参照GB/T 16865-2013《变形铝、镁及其合金加工制品拉伸试验用试样及方法》,试验要求参照Q/XXXX 02.431—2016 《铝合金焊接规范》。

1夹具 2 试样 3 引伸计
对于铝型材动力电池箱体常用的6系铝合金(T状态),搅拌摩擦焊焊缝相比母材强度比例要求不小于70%,弧焊焊缝相比母材强度比例要求不小于60%。
5.3 耐腐蚀和防护设计
铝型材动力电池箱体的设计需要考虑防腐和防护,避免因锈蚀和防护不到位导致的安全风险和性能不达标。常用的防腐设计为材料表面处理、添加漆膜或镀层;常用的防护设计有电池箱体底面喷涂抗石击胶或增加底部防护板。另外在箱体生产过程中,涉及清洗的环节,如水洗、酸洗、碱洗或其他有机溶剂等清洗方式,需要在箱体易腐蚀的零部件上单独增加防护措施,避免因清洗造成的防腐层损伤。
5.3.1 箱体防腐要求
铝型材动力电池箱体直接暴露与外部环境,无PVC底涂胶且直接裸露基材位置,要求中性盐雾试验240h后的腐蚀情况不高于Q/XXXX 02.0001.3-2018 表F.3 中级别2(表面呈轻微的点状、斑状锈蚀,锈蚀面积占零部件总面积的10%以下)。喷涂有PVC底涂胶、基材不裸露位置,要求NSS>720h无腐蚀。针对箱体及其附件采用表面处理、添加漆膜或镀层的防腐涂层,需要满足企标Q/XXXX 02.0001.3-2018《电动车整车零部件防腐技术要求》6.8 耐酸碱性试验要求。
对于设计有动力电池底部防护板的电池箱体,需要根据底护板的材质来确定其表面处理方式和防腐要求。若底护板为钢质基材,表面处理方式为要求为电泳后喷涂PVC底涂胶;若底护板为铝质基材,表面处理方式为要求为电泳或阳极氧化后喷涂PVC底涂胶。底护板的防腐评价标准和检测方法需要满足满足企标Q/XXXX 02.0001.3-2018《电动车整车零部件防腐技术要求》。
5.3.2 箱体防护要求
铝型材动力电池箱体的设计需要满足密封防护和抗石击防护的要求。箱体底面位置或动力电池底护板底面需要喷涂PVC底涂胶,涂层厚度≥0.5mm,具体性能要求和测试方法详见Q/XXXX 06.2001.6-2018《汽车用PVC底涂防护胶技术条件》表1。箱体密封型材腔体的焊接密封需满足IP68和IP69K的要求。
铝合金动力电池箱体的密封防护方式如图10截面所示,通常可以分外密封箱体、内密封箱体和双层密封箱体,具体要求如下:
1)若铝合金挤压型材内壁与型腔联通,则型材暴露于外界环境的外壁为密封侧,铝型材动力电池箱体为外密封。建议铝型材外壁即密封侧的壁厚考虑加厚加强,有石击、托底风险的密封侧,型腔外壁不允许有开孔,箱体焊接需要满足气密检测要求;
2)若铝合金挤压型材型腔与外界环境联通,则型材内壁为密封侧,铝型材动力电池箱体为内密封。要求铝型材型腔外壁设计有漏水孔,避免泥沙水流进入型腔后无法自然流出造成腐蚀。箱体内壁焊接要求满焊,同时满足气密检测要求;
3)若铝合金挤压型材型腔与外界环境不联通,若暴露于外界环境的铝型材箱体外壁密封失效后,铝型材内壁仍可以保证电池系统内部的密封不受影响,则铝型材动力电池箱体为双层密封。双层密封箱体设计时需要考虑模组的固定方式,要求型腔内壁不允许开有影响气密性的通孔。箱体内外壁要求满焊,焊接需要满足气密检测要求。
铝合金动力电池箱体与上盖的连接若采用螺接时,需要根据电池箱体的内外密封方式,来确定密封法兰面的螺母选型。当边框型腔为密封设计时,则要选用具有密封功能的铆螺母。

(1)外密封

(2)内密封

图10 铝型材动力电池箱体密封防护示意图
5.3.3电气防护
铝型材动力电池箱体的电气防护方面,电池系统的总正极和总负极对箱体的绝缘需要满足 500Ω/V的设计要求。同时,铝型材动力电池箱体上需要预留与整车的等电位点,设计箱体时同步设计等电位连接方式。
5.4 标准件及其连接要求
铝型材动力电池箱体选用标准件或其他连接件时,需根据连接位置的的壁厚,固定物体的外形、重量和密封紧固的需求,选择拉铆、压铆(螺母、螺柱),螺纹套,自攻螺钉等标准件。标准件的选型需要与安装工具和操作空间进行校核。
当选用铆接和嵌入在铝型材动力电池箱体上的标准件时,标准件的最小破坏扭力应大于与其配合使用的螺栓最大设计扭矩;标准件的最小拔脱力,需要大于仿真计算得到的箱体对应位置最大应力。所选用的有拆装需求的标准件,设计可拆装次数需要满足:铆接、胶粘、嵌入式的与箱体结合后不可拆卸类的标准件,设计可拆装次数不小于20次;带有螺纹胶类的标准件,可拆卸次数为一次,拆卸后需要更换新的标准件;带有密封功能的标准件,拆装后需要仍需要保证密封性。铝型材动力电池箱体上选用的所有钢制标准件,应该设计有镀层,防止发生电化学腐蚀。
铝型材动力电池箱体选用的所有标准件和连接件,均需要有防腐处理。电池箱体外部,完全暴露和接触外界环境的外露标准件,推荐表面处理选用镀锌镍或锌铝涂层,按照Q/XXXX 02.0001.3-2018《电动车整车零部件防腐技术要求》,满足F4区域NSS≥720h无红锈要求;外观、附着力、膜厚满足表3中F4区域要求;电池箱体内部,不直接接触外界环境的箱体内部标准件,按照Q/XXXX 02.0001.3-2018《电动车整车零部件防腐技术要求》,满足F2区域NSS≥240h、耐湿热试验360h内无红锈要求;外观、附着力、膜厚满足表3中F2区域要求。铝型材动力电池箱体上所有紧固件要求无滑丝、螺纹无污物。
5.5 对外接口的设计
铝型材动力电池箱体上的对外接口包括,高低压插件的开口、液冷系统的进出水接头、上盖连接密封面的固定孔、防爆阀或透气阀的安装孔、维修开关开口等涉及拆装部件的接口。这些接口的设计和开孔位置,需要满足安装插拔的操作空间需求,涉及到密封的界面,要求箱体密封平面的平面度公差不超过±0.5mm。
5.6 外观要求
铝型材动力电池箱体外观要求,锐棱倒钝,裸露基材位置表面光滑无划伤,焊缝和CNC加工位置无毛刺、无锋边,型腔内部无异物,漆膜、镀层、PVC底涂胶无剥落,箱体表面目检无异常压痕。箱体外部需要刻印有能够追溯产品生产日期和批次的标识。
6 出厂检验要求
铝型材动力电池箱体的出厂检验必检项目包括:外观检验,定位销/孔、模组安装孔、整车安装孔的位置度、平面度检验,箱体密封型腔和总成的气密性检验。
7 包装运输要求
铝型材动力电池箱体的包装运输方案参照GB/T 3199-2007《铝及铝合金加工产品包装、标志、运输、贮存》,推荐使用图11所示的箱式包装结构。运输铝型材动力电池箱体的包装箱、架、托盘应保证规整、清洁、干燥,强度和结构能满足产品的箱体的重量和外形要求,另外还应满足吊车、叉车的作业要求。
铝型材动力电池箱体运输转运时,需要有保护膜对其进行保护。若包装捆扎用钢带或塑钢带,应在钢带与产品直接接触的棱角处或钢带上垫上保护材料,与箱体直接接触的其他包装材料和运输工具,不得损伤箱体表面涂层和基材。

图11 箱式包装结构示意图
【免责声明】本文摘自网络,版权归原作者所有,仅用于技术/信息分享,非商业用途!若有涉侵权等告知,将及时删除,感谢关注!
锂电小天地
龚淑娟
李峥
相关推荐
-

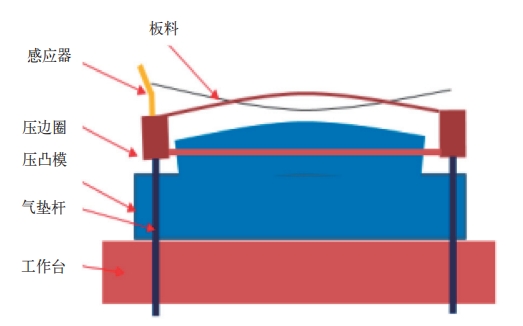
消除某车型翼子板OP10感应器闪断问题
某车型左右翼子板生产过程中OP10感应器闪断,停线时间久,影响生产线生产效率。为提升模具生产走线率,对问题点进行分析,查找导致模具感应器闪断失效的主要原因,整改板料对中,调整OP10气垫顶出高度,优化板料定位与板料距离和调整感应器定位,消除感应器闪断问题,提高模具生产效率,节约成本约9.9万元。
2025-06-16
-

发动机盖安装姿态调试在企业降本增效中的探索
本文针对汽车生产调试过程中经常遇到的发动机盖姿态调试问题进行研究,从生产效率和生产成本两个方面对使用辅具前后的不同结果进行分析,通过改善生产线装配工艺或增加相应工装辅具可实现降本增效,为后续车型项目提供宝贵经验。
2025-06-16
-

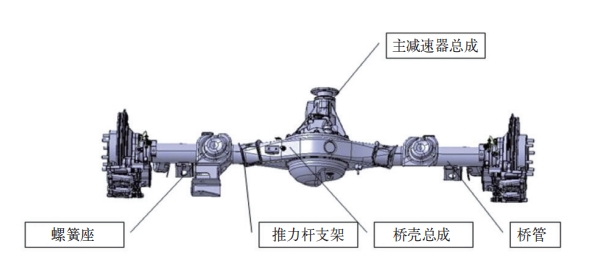
某车型后桥壳开裂渗油问题分析及改进
某越野车在整车道路可靠性试验中出现了后桥壳左侧三角板焊缝处漏油、后横向推力杆右侧支架与桥连接处出现裂纹,通过对故障件的初步分析,从产品设计、供应商零部件制造两方面进行排查,最终通过更改桥壳本体厚度以及优化后横向推力杆支架设计结构两种措施,解决了后桥壳开裂问题。
2025-06-13

热点文章
-

-

智能网联汽车轨迹优化方法研究综述
2026-07-07
-

看见·增程的“第二生长曲线”
2026-07-14
-

中国企业出海中的人才战略与文化融合
2026-07-07
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

连接器如何破局?莫仕携“系统级决绝方案”迈入新阶段
2026-07-08
-

大陆集团40亿欧元出售康迪泰克
2026-07-08





评论
加载更多