车身涂装智能输送装备的研究与开发
0 前言
在全球技术竞争加剧、供应链安全风险上升的背景下,国产化替代已成为实现科技自立自强与产业升级的重要举措。在车身涂装领域,高端涂装输送设备长期被杜尔、艾森曼等国外企业垄断,自主研发智能化涂装设备具有重要意义。本文聚焦涂装生产线的高效、简捷与智能输送技术及装备研发,旨在降低生产线建设成本与整车制造成本,改善车身涂装质量,并提升我国汽车产业的国际竞争力。
1 国内外涂装输送技术发展现状
目前涂装输送设备中具有典型代表性的包括推杆悬链、摆杆链、旋转浸渍式输送机(RoDip)以及多功能穿梭输送机(Vario Shuttle)。推杆悬链投资少、运行速度快,但链条一旦发生故障往往会导致全线停机。摆杆链运行速度快、调节范围大,装挂方式灵活,入槽与出槽角度较大,设备长度短且投资较省,但其链条故障同样会引发全线停机。
RoDip可实现车身在槽内360°翻转,使槽液充分流入内腔,从而消除内腔顶盖气泡、改善内腔膜薄问题,显著提高电泳质量。然而,由于其对锁紧功能、定位精度、结构强度及通过性等要求较高,传统工装夹具往往难以满足输送需求,给柔性化生产带来一定挑战。
Vario Shuttle可针对不同车型设置不同的浸入角度、翻转方式与运行速度,通过PLC控制,使车身以不同位置与姿态通过槽体,从而显著缩短线体长度。但其结构复杂、投资成本较高,且维护与维修成本较大。
2 新型车身涂装智能输送系统设计和开发
2.1 系统方案
涂装输送系统不仅要求性能稳定、运行可靠、操作简单及维护方便,还应具备良好的扩展性与较高的性价比。为实现上述目标,本文研发了一种新型车身涂装智能旋转输送小车。系统主要由行走机构、翻转机构和平移机构等组成,可完成行走、翻转和平移等动作。
旋转式智能输送小车采用“集中管理、分散运行与控制”的模式,每台智能小车均为独立控制单元,可按不同涂装工艺需求实现差异化运行,其原理如图1所示。
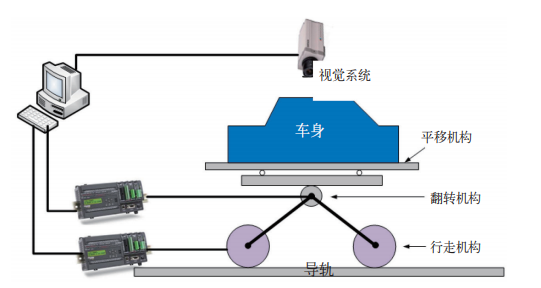
图1 新型车身涂装智能输送设备原理
智能输送小车的行走机构采用反向EMS车组形式;翻转机构配置独立驱动装置,可实现车身360°任意角度旋转;平移机构借用翻转机构从动齿轮的旋转扭矩作为动力源。当车身入槽时,翻转机构开始翻转,同时带动平移机构使车身向槽体方向平移,以避免车身或滑橇旋转时与槽体边缘发生干涉。当车身翻转至90°后继续翻转时,平移机构使车身向运行方向的反方向平移,以保证车身完全浸入槽液前尽量不远离槽口位置,如图2所示;出槽过程则执行相反动作。
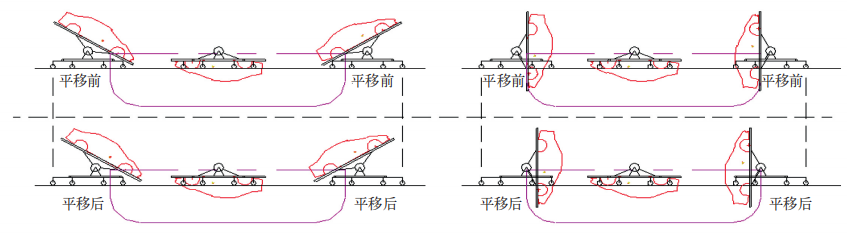
图2 搭载车身通过槽体前后位置对比
该联动设计具有两方面优势:
(1)车身出入槽时需要翻转,若出入槽角度过大或输送速度过快,易造成槽液剧烈搅动,使槽内电泳漆气泡溶解量增加,进而导致漆膜产生微小气孔。平移与翻转联动可有效降低槽液扰动幅度,提高电泳质量。
(2)充分利用槽体空间,可减小槽体长度与槽液用量,从而降低建设及运行成本。
行走轨道安装在钢平台上,轨道内侧布置用于取电与通信的滑触线。每台小车均配备独立电气控制系统,采用滑触线供电与Profibus通信方式,并结合集散控制、变频分时控制及编码定位等技术,形成分布式控制架构。为进一步提升柔性化水平,系统引入视觉识别模块:工业摄像头采集车身信息并将数字信号传至控制系统,控制软件完成车型识别后,将指令下发至PLC,由PLC协调控制智能小车、翻转机构和平移机构。智能小车驱动翻转与平移机构沿轨道运行,伺服电动机实现翻转机构动作,并同步控制平移机构移动。每台智能小车的行走速度、翻转速度及翻转角度均根据承载车型与工艺需求进行自适应匹配。
为提升设备智能化管理能力,系统搭建集中监控平台,实现对现场各工位状态、车身数量、设备报警及工艺参数等信息的动态显示与实时采集,并支持与上层管理系统的数据共享,以满足企业信息化建设需求。
2.2 旋转式智能小车机械结构
2.2.1 行走机构结构设计
本文采用反向EMS结构形式,即车组为支撑式结构而非悬挂式结构,其结构如图3所示。行走机构采用重型四车组形式,包含1个主车和3个副车。
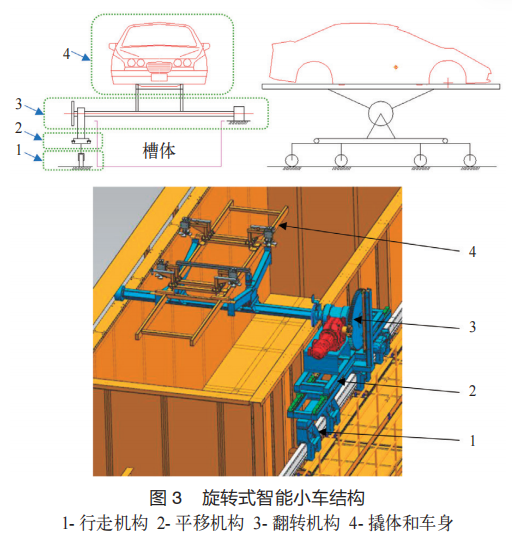
图3 旋转式智能小车结构
行走机构如图4所示,主车驱动装置采用SEW专用悬挂HS系列电动机减速机,且在主动轮与减速机之间设置离合装置,具备“排障离合”功能。行走轮采用钢芯包胶轮,可降低轮轨冲击与运行噪声,提高轨道使用寿命。在主车与副车上均设置导向轮,每个车组配置8组导向轮,可有效防止小车运行过程中偏离轨道;主车上可安装集电器,滑触线固定于铝合金轨道腹板上。
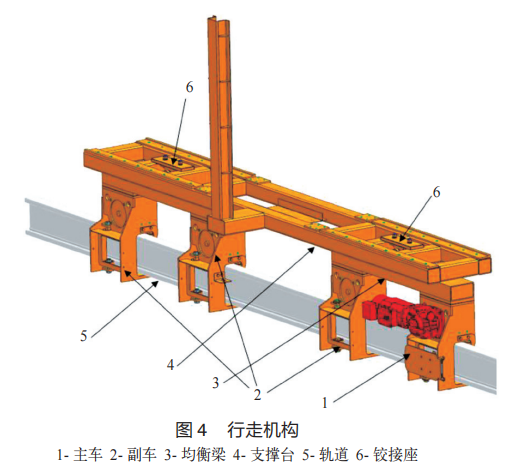
图4 行走机构
与传统自行小车行走机构不同,自行小车副车与主车通常采用均衡梁铰接式连接;本文将副车与主车改为均衡梁螺接式连接,使副车与主车,以及副车之间构成刚性结构。前后均衡梁与支撑台采用铰接式连接,以保证各车组载荷分配均匀。同时,主车与副车取消底部吊挂交接点,并在车组顶部设置螺栓连接法兰板,从而提升整体结构的可靠性与维护便利性。
2.2.2 翻转机构、平移机构及其联动设计
翻转机构是本研究的核心部件之一,其功能是实现车身与滑橇在槽液中360°任意翻转,主要结构如图5所示。
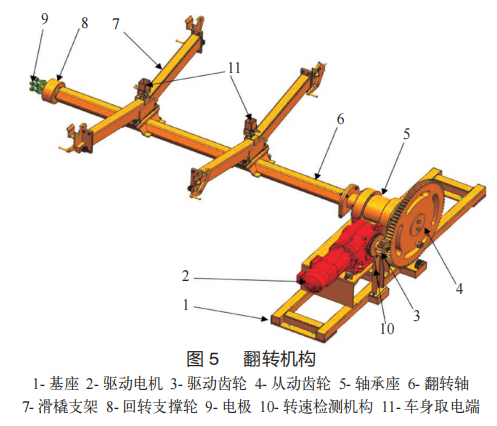
图5 翻转机构
(1)阴极电泳过程中车身需持续带电,翻转过程中必须确保车身连续导电。为实现稳定导电,电极采用4块电刷,沿翻转轴轴心均匀分布在回转支撑轮端部。翻转过程中电刷随轴心旋转,无论转至何位置,至少有1块电刷始终与导电铜板保持接触并通电,从而保证持续导电。
(2)翻转轴与车身之间需可靠绝缘。电极安装支座采用聚四氟乙烯材料;电刷连接电源线,电源线穿过旋转轴轴心并从滑橇支架开孔处引出,与车身取电端连接。车身取电端底座同样采用聚四氟乙烯,并通过螺栓与滑橇支架连接;滑橇上设置取电机构与车身连接。
(3)滑橇支架设置定位锁紧装置,确保翻转过程中车身与滑橇不会发生滑落。
(4)翻转轴采用一侧驱动、另一侧自由随动结构,以保证翻转轴及轴承座具有足够的强度与可靠性。平移机构如图6所示,用于带动翻转机构及车身整体平移。车身入槽时,翻转机构翻转并带动平移机构,使翻转机构和车身向槽体方向平移,以避免旋转干涉;当车身翻转至90°后继续翻转时,平移机构使其向运行方向反方向平移,使车身在完全浸入槽液前尽量不远离槽口。出槽过程则动作相反,其目的在于尽可能减小槽液扰动,并缩短槽体长度。
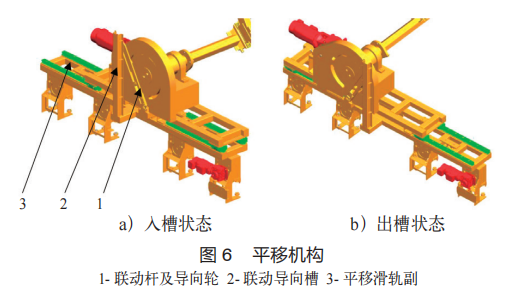
图6 平移机构
联动杆上设置卡槽,与翻转机构从动齿轮侧面的滚轮配合形成凸轮机构。当从动齿轮旋转时,驱动联动杆摆动。联动杆一端与翻转机构基座铰接,另一端设置导向轮,可在联动导向槽中上下移动;导向槽固定于行走机构支撑台上。因此,联动杆摆动时,一端绕铰接点旋转,另一端导向轮在导向槽约束下移动,从而驱动平移滑轨副滑块沿轨道运动,实现翻转机构与行走机构之间的相对位移。
2.3 控制系统
2.3.1 监控系统
现场总线是连接设备与自动化系统的全数字化、双向、多站通信系统,具有开放性、互用性以及系统结构高度分散等特点,已在工业过程控制中得到广泛应用。车身涂装生产线车型种类越多,对柔性化要求越高,现场环境也越复杂,因此,选择合适的现场总线分布结构,使系统结构简洁、维护便捷且抗干扰能力强,是控制系统设计的关键。
智能输送小车集中监控系统的软件功能模块如图7所示。根据应用特点与实时性要求,系统由PLC与监控上位机协同实现。

图7 监控软件主要功能模块
在人机界面(HMI)方面,采用西门子HMI完成参数设定与修改、信号状态监测以及停机故障定位等功能。该系统界面友好、操作直观,可缩短故障处理时间,提高维护效率,并支持远程维护。
2.3.2 电控系统
电控系统由工业控制计算机、PLC系统、HMI、现场总线及总线单元等组成。系统采用集中调度控制方式,主控PLC选用西门子S7-300系列安全PLC(兼容Profibus-DP现场总线与Profinet网络)。
主控PLC通过以太网与MES系统连接,并与车间其他设备通过以太网实现信息交互。安装在智能小车行走车组上的PCV读码器采用图像识别技术读取布置于轨道上的二维码码带,解码后输出X轴与Y轴位置数据,实现精确定位。利用EMS车载控制器提供的SSI接口,配置支持SSI接口的旋转编码器检测翻转装置位置,从而控制车身在前处理电泳槽中的浸入角度与平移距离。控制流程如图8所示。
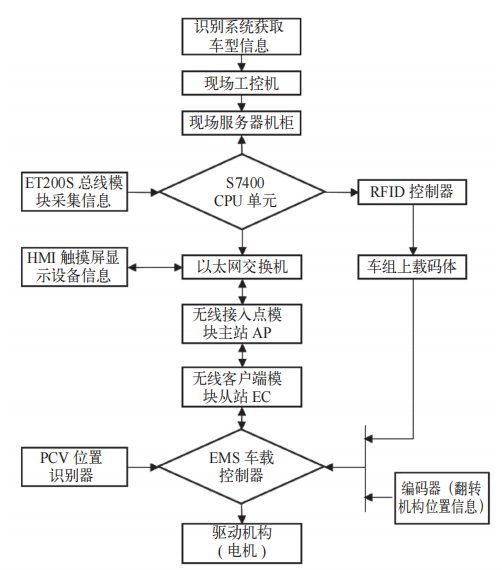
图8 控制流程
行走电动机采用SEW MDX61B系列变频器驱动,变频器配置总线通信卡,PLC可通过现场总线对变频器进行控制。电动机轴端安装旋转编码器,编码器数据直接反馈至变频器,实现电动机转速闭环控制。为避免行走轮打滑造成定位误差,小车上配置绝对位置编码器用于位置校核。
行走电动机位置识别与定位采用倍加福PCV DataMatrix系统,由二维码读写头、码带、通信电缆及附件组成。读写头安装于小车上,通过调整其相对于二维码码带的X、Y、Z方向距离与姿态,保证X、Y方向偏转角不超过10°,Z方向读取距离不超过80mm,以确保高速运行过程中的稳定读码。系统通过读取轨道码带数据实时获取小车当前位置。采用扩展总线控制模式时,仅需设定小车目标地址,变频器即可根据当前位置判断电机正反转及加减速状态,实现速度闭环控制,定位精度可达±1mm。
智能小车与主控制柜之间采用菲尼克斯WLAN5100无线通信。PLC通过网线连接一台WLAN5100(AP模式,固定在线体中间位置),智能小车上配置一台或多台WLAN5100(EC模式),并通过网线连接PN耦合器。通过对AP与EC参数设置,实现控制数据的稳定无线传输。
2.3.3 智能识别系统
智能识别系统布置于车身上线工位,是实现涂装柔性化生产的关键模块之一。本文采用欧姆龙FH/FZ5系列传感器控制器,通过以太网基于Ether Net协议与主PLC通信。系统配置两个摄像头,分别采集车身侧面与顶部图像;图像信号经视频转换开关输入传感器控制器并记录拍照信息。控制器将图像存储器中的数字图像读入内存并进行实时处理,通过智能识别算法提取车型外形特征,再与已建立的车身特征数据库进行匹配,从而完成车型识别。
车型特征提取算法是智能识别系统的核心。车型识别的关键在于提取车身外轮廓特征,对二值图像进行轮廓跟踪,最终得到车身轮廓曲线。本文采用两种轮廓算法交叉执行:轮廓方向序列计算法(T算法)与轮廓起点计算法(IP算法)。系统首先搜索轮廓起点并计算其方向序列,随后继续寻找下一轮廓起点并计算方向序列,直至完成全部轮廓计算。
当智能识别系统完成车型识别后,将车型信息传递给主控PLC;主控PLC进一步下发至各智能小车,使其根据所承载车型匹配最佳入槽起点、入槽角度、行走速度与旋转速度等工艺参数,实现多车型条件下的定制化柔性生产。
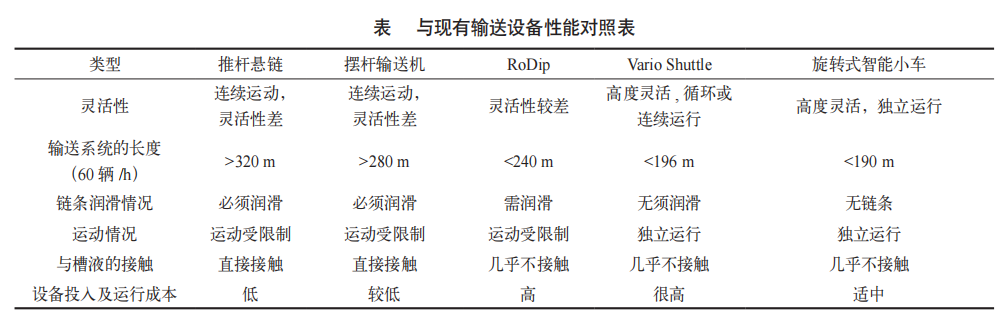
为验证系统性能,本文搭建了一条试验线并进行了长时间试运行。结果表明:所开发的旋转式智能小车可实现单车独立运行,柔性化水平更高;输送系统长度更短且无须润滑;设备与槽液基本不接触,维护便利且污染较少;涂装质量更稳定。同时,该系统一次性投入成本显著低于进口RoDip与Vario Shuttle。
将本研究系统与现有涂装电泳输送设备进行对比,结果见表所示。
3 结语
(1)本文在现有涂装输送技术与产品基础上,通过集成与创新研发了集多用途、智能化与安全性于一体的新型汽车涂装输送设备,实现车身多姿态翻转与平移运动,满足电泳工艺需求。
(2)通过翻转—平移联动设计,使槽体长度减少约10%,槽液用量减少约8%,投入成本降低约20%;同时通过智能识别与独立控制,实现多车型柔性化生产。
(3)该成果填补了国内涂装高端输送机产品与技术空白,有助于提升我国汽车产业核心竞争力,具有广阔的推广应用前景。
参考文献
[1] 刘辰,高先海,陈建军,等.汽车生产线中输送机传动方式合理性探讨(一)[J].锻压装备与制造技术,2012,47(3):41-42.
[2] 陈慕祖.新型车身涂装输送设备——全旋反向浸渍输送系统[J].材料保护,2003,36(1):46-48.
[3] 陈烨.前处理电泳线输送机同步技术[J].汽车制造业,2007(12):3.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:陈刚1程文明1王辉2易继强2 ,单位:1.武汉德梅柯智能机器人有限公司;2.湖北迪迈威智能装备有限公司。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

一文理清全主动智能底盘,主动悬架800V和48V之争的真相
可以预见的是,2026年将会是全主动智能底盘元年。当然,它不只是悬架技术的迭代,也是汽车驾乘体验与底层架构的革新,背后的技术原理和路线之争也是我们今天要深度拆解的核心。
2026-02-24
-

新能源汽车热管理技术的未来创新发展方向
新能源汽车热管理技术将围绕全域集成、低温高效、智能协同、绿色低碳与材料革新五大方向创新,目标是全温域精准控温、能效提升 30%+、续航损耗降低 15%-30%,适配 800V 高压与快充场景,支撑整车 “双碳” 与智能化升级。
2026-02-12
-

人形机器人谐波减速器核心部件升级:材料与工艺双轮驱动
精密减速器在人形机器人的动力传输系统中扮演着至关重要的角色,是连接伺服电机与机器人关节的关键部件。其主要作用是将伺服电机输出的高转速、低扭矩的动力,转换为低转速、高扭矩的动力,以满足机器人关节对扭矩和转速的需求。
2026-02-11



热点文章
-

-

智能网联汽车轨迹优化方法研究综述
2026-07-07
-

看见·增程的“第二生长曲线”
2026-07-14
-

中国企业出海中的人才战略与文化融合
2026-07-07
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

浅谈智能座舱与人机交互技术创新
2026-07-14
-

连接器如何破局?莫仕携“系统级决绝方案”迈入新阶段
2026-07-08
-
浅谈智能座舱与人机交互技术创新
在汽车电动化、智能化、网联化深度融合的产业趋势下,智能座舱已从配置竞争转向技术体系与落地能力的竞争。本文以零跑汽车为案例,从中央集成电子电气架构、高算力硬件、自研车机操作系统、多模态交互、舱驾融合以及车载大模型六大技术维度,对智能座舱与人机交互关键技术进行深入解析,并聚焦底层技术实现、工程化落地、量产应用效果与成本控制逻辑。研究表明,零跑汽车实现了高阶智能技术的大众化,为自主品牌提供了可复制的实践路径,验证了技术落地成效,并指明了未来优化方向。
作者:
-
看见·增程的“第二生长曲线”
-
面向ISO 34505的自动驾驶场景评价及测试优先级分析
-
国产化替代正当时:永铭车规级固液混合电容,为激光雷达发射端与算力核心提供高纹波耐受解决方案
-
智能网联汽车轨迹优化方法研究综述
-
AI《汽车制造业》增刊





评论
加载更多