产品设计与工艺规划结合的增效降本应用探索
0 引言
在制造业竞争日益加剧的背景下,增效降本已成为决定企业生存与发展的关键。对于汽车制造业而言,整车制造过程效率是影响成本的重要指标之一,效率水平直接关系到整车制造周期与人工成本。
以往提升效率的工作往往更关注制造过程本身,而相对忽视产品设计端与工艺规划端效率对精益生产的影响。然而,产品设计与工艺规划恰恰是决定制造效率的关键因素。尤其在规划阶段,策划工作至关重要。规划环节是连接产品与制造的桥梁,决定产品如何在现场落地并稳定实现量产。基于我公司长期的项目实践与探索,已阶段性形成相关经验总结。
本文将从规划阶段的产品平台化、模块化设计,以及规划通用化、工艺标准化等维度进行分析与研讨,探索如何提升开发与制造效率,从而实现增效降本的精益智造目标。
1 产品设计端:平台化、模块化
1.1 平台化
(1)平台化定义
平台化是指汽车从开发阶段到生产制造过程中的设计结构、设备基础、生产工艺及制造流程,乃至核心零部件与质量控制的一整套体系。通俗而言,就是建立零件通用化与制造共用化机制,以缩短产品与工艺相关的开发周期。
(2)平台化目标
平台化的核心目标是实现制造共用化,即产品本身、产线设备及工艺参数的统一平台化应用。通过对产品“可变项”与“不变项”进行平台化设计,可实现产品、设备与工艺的共用化,从而降低产品、工装夹具、设备工具等新增投入及改造周期与费用,提升规划一次成功率与综合能效。同时,平台化实施也有助于降低开发及制造过程中的质量管控风险。
(3)平台化实践应用
通过多平台车型的推进实践,在整车制造过程中可实现关键工艺特征的平台化统一。例如:车辆输送机械化所需的工艺支撑、抱具吊点等关键尺寸统一;五液加注壶口规格及壶口至MAX的距离统一;电器模块刷写配置与通信网络架构统一;其他关键工艺要素统一。平台化应用如图1所示。

图1 平台化应用
上述平台化统一,进一步推动了输送设备、加注设备、电检设备及关键工艺设备的平台化,实现后续车型扩展导入时的增效降本,形成产线建设“高质量、高效率、低投入”的规划制造理念。
1.2 模块化
(1)模块化定义
模块化是指将汽车多个小单元零部件以“搭积木”的方式组合成模块,实现小单元零部件总成的模块化。通俗而言,模块化通过最大限度集成,将零部件组合为总成,并从设计集成、总成供货及总成装配三个维度推进实施。模块化集成可减少主线工具、工装、设备与人员需求,并对主线制造、转运与维护等成本及周期带来改善。
(2)模块化目标
采用模块化生产方式,有助于提高零部件质量与生产自动化水平,提升生产效率与产能。模块化的核心逻辑是“小总成—大总成—大集成”的逐级集成过程。以特斯拉“开箱工艺”为代表的高度集成方案,本质上也是并行模块化工艺。各集成模块可并行装配、检测与组装,通过模块化集成实现高效、柔性化生产,从而提升主线生产效率与过程质量。
(3)模块化实践应用
模块化实践通常按“小总成—大总成—大集成”路径推进。以车辆前端模块为例,如图2所示,起初将冷却风扇、冷凝器、散热器和中冷器等作为独立单元装配;随后将其升级为更大的模块化总成,在原有基础上增加冷凝水管、FEM框架、导风板及前保防撞梁等形成大总成;最终实现前端冷却系统、防撞系统、密封系统、框架系统、灯具系统与保险杠系统的大集成。
通过模块集成化,可在装车前完成模块调整与检测,从而提升整车品质;同时,模块并行装配可节约主线工时,降低单车工时(HPV),实现主线增效降本。
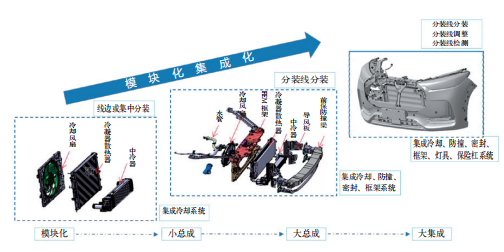
图2 模块化集成
2 规划端:规划通用化、工艺标准化
2.1 规划通用化:设备通用化、数字化
2.1.1 设备通用化
(1)设备通用化赋能效率提升,主要通过设备软硬件分离实现,硬件逐步通用化、标准化;软件层面上位系统定制化、下位系统标准化,从而实现软硬件分离与通用化。通过设备通用化,可实现产线强兼容、高柔性,以满足多产品柔性化精益生产需求,如图3所示。设备硬件主线强调高度集成化、柔性化、自动化与标准化设计;辅线具备扩展性、适应性与互联性,构建硬件通用化、标准化体系。

图3 设备通用化
(2)设备软件层面,上位系统与下位系统分离形成V字形架构:上位系统以点对点的合理性与包容性为目标开发,形成定制化系统;下位系统按各单元构建标准功能模块,逐步实现规范化、标准化,推动软件通用化与平台化。
(3)设备通用化在主线与辅线的典型应用包括五点。
1)主线集成化:吊具数量与节距可随时调整,如EMS、AGV单体模块化应用。
2)主线柔性化:吊具具备X、Y、Z向可调整能力,线体可扩展,兼容多平台、多车型、多轮距与多轴距。
3)辅线扩展性:可按需求调整工位数量,如AGV线体可实现无基础应用。
4)辅线适应性:建立适应性库,实现车型托盘夹具可切换,兼容多车型。
5)辅线互联性:利用大数据互联,实现自动化配送、装配、检测“三位一体”,打造无人化场景。
2.1.2 数字化
(1)数字化建设依托数据中台,通过IoT系统打通M2M与M2P,实现业务中台与数字中台双轮驱动,推动全流程、全要素的制造数字化与智能化转型,从生产、物流、质量、能源、安全和设备六个方面为工厂赋能,全面提高生产效率。
(2)数字化实践应用:通过安全、生产、物流、质量、能源与设备等应用场景,采用在线监控、识别、推送与预警等手段减少不必要的人工操作,实现制造过程增效降本,如图4所示。
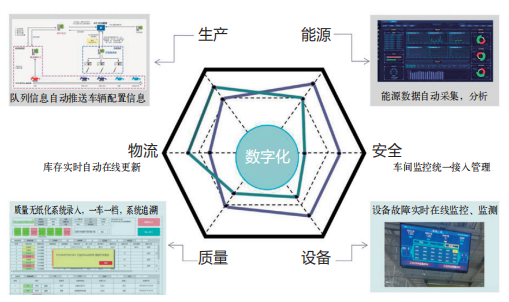
图4 数字化应用
1)安全:车间监控系统数字化统一接入管理,并通过AR在线实时监测与预警特定区域或岗位的不稳定因素。
2)生产:系统可根据车辆队列自动获取并推送车辆配置信息,减少人工识别与扫码时间,降低差异导致的出错概率。
3)物流:物料库存数字化实时更新、预警并拉动物料,提高配送时效。
4)质量:质量信息数字化录入,结合AR视觉识别缺陷并与大数据交互,实现质量可识别、可感知、可控制且可追溯。
5)能源:能源数据实时自动采集、分析与预警,减少人工采集与分析工作量。
6)设备:设备故障实时预警,帮助现场人员第一时间定位根因,实现快速处置。
2.2 工艺标准化:标准BOP、在线协同、数据重构
2.2.1 标准BOP
(1)标准BOP(Bill Of Process)是工艺过程清单与工艺流程的结构化表达。通过建立标准化的分层BOP模型,可支持新建工厂及新车型的快速导入与复制,并为工艺规划提供统一的分析与实施框架。
1)总装BOP Level 0(总装BOP L0):区域工艺路线确认——明确各区域布局与顺序。
2)总装BOP Level 1(总装BOP L1):主线技术路线确认——明确主线布局与顺序,用于工厂定位与目标达成。
3)总装BOP Level 2(总装BOP L2):分装线/辅线策略确认——明确分装与模块策略、辅助上线形式与布置。
4)总装BOPLevel 3(总装BOP L3):关键工艺/设备装配顺序——体现全自动、信息化、智能制造、物流与防错等。
5)总装BOPLevel 4(总装BOP L4):大物物流信息化——体现大物上线方式、过点设置和物流缓冲等,并对应清单与解决方案。
6)总装BOP Level 5(总装BOP L5):BOM衔接及闭环——明确所有零部件装配顺序,平衡工位饱和度,衔接质量与MBOM。
7)总装BOP Level 6(总装BOP L6):效率——体现工位人员定编、装配节拍与平衡。
8)总装BOP Level 7(总装BOP L7):动作——形成零部件详细装配步骤,指导装配人员高效作业并保证质量。
(2)标准BOP可在规划、SE与工艺阶段分层实施。依托标准化BOP模型,在新建工厂与新车型投产阶段可实现快速导入与复制,推动产线建设标准化与工艺开发标准化,显著缩短产线建设与工艺开发周期,从而实现规划端增效降本。
2.2.2 在线协同
(1)在线协同可实现文件共享、任务分配和进度跟踪等功能,支撑工艺设计与制造全过程的在线协同。通过知识重用、虚实结合与文件标准化,可显著提升效率,解决线下作业孤岛、数据流失与效率低下等问题。
(2)在线协同实践应用:在线协同场景包括知识重用、虚实结合(工艺设计在线协同)与文件在线标准化等,如图5所示。

图5 在线协同应用
1)知识重用:知识库共享、在线获取与引用,减少人员流动带来的重复工作与问题复发。
2)虚实结合:开展工艺在线分析与评审、动态三维作业指导、数据在线重组及工时在线编制与发布,提高问题闭环效率。
3)文件在线标准化:实现文件数据在线关联与引用,支持多人协同编辑、在线评审会签和在线发布归档,从而提升整体人效。
(2)强化智能控制系统算法能力,通过实时分析生产计划与用气曲线,实现空压机群控策略动态优化。
(3)创新循环经济模式,例如将空压机余热回收系统与涂装车间供热管网耦合,通过回收压缩热降低企业供热能耗。
5 结语
压缩空气系统是离散制造业的关键能源支撑,其低效问题已形成技术、管理和经济等多方面的多重困局。在汽车制造中,该系统作为重要动力源,其供应链协同效率直接影响生产能效与产品质量。企业应从供应链协同角度出发,通过重构“设备—能源—服务”三维价值网络,以突破能效瓶颈。未来还需加强标准统一、人才培养与政策协同,推动系统向更高效、智能、绿色的方向发展。
参考文献
[1] 田旭东,任芳,王乐,等.“双碳”目标下压缩机标准体系的建设与发展[J].压缩机技术,2023(4):54-57.
[2] 潘丰.双碳背景下我国空压站房系统节能方案研究[J].流程工业,2024(11):33-37.
[3] 谭健,刘龙飞.压缩空气管网系统节能改进[J].设备管理与维修,2020(7):35-37.
[4] 吴鹏.汽车制造工厂压缩空气压力选择研究[J].现代制造技术与装备,2019,55(11):163-164.DOI:10.3969/j.issn.1673-5587.2019.11.025.
[5] 吉学刚.压缩空气配送系统在汽车涂装中的设计应用[J].现代涂料与涂装,2007,10(6):34-36.DOI:10.3969/j.issn.1006-3331.2007.06.013.
[6] 朱彬,李斯南.双碳战略背景下的汽车工厂节能减排规划[J].汽车制造业,2024(6):58-60.
[7] 李勇,杨秀苔,张异,等.论供应链管理中的战略协同[J].经济与管理研究,2004(4):50-53.DOI:10.3969/j.issn.1000-7636.2004.04.014.
[8] 张年华.价值链视角下制造业企业成本管理优化研究[J].现代营销(下旬刊),2025(20):155-157.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:吴明 吴俊霞 张旭,单位:奇瑞汽车股份有限公司。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

-

一文理清全主动智能底盘,主动悬架800V和48V之争的真相
可以预见的是,2026年将会是全主动智能底盘元年。当然,它不只是悬架技术的迭代,也是汽车驾乘体验与底层架构的革新,背后的技术原理和路线之争也是我们今天要深度拆解的核心。
2026-02-24
-

新能源汽车热管理技术的未来创新发展方向
新能源汽车热管理技术将围绕全域集成、低温高效、智能协同、绿色低碳与材料革新五大方向创新,目标是全温域精准控温、能效提升 30%+、续航损耗降低 15%-30%,适配 800V 高压与快充场景,支撑整车 “双碳” 与智能化升级。
2026-02-12



热点文章
-

-

智能网联汽车轨迹优化方法研究综述
2026-07-07
-

看见·增程的“第二生长曲线”
2026-07-14
-

中国企业出海中的人才战略与文化融合
2026-07-07
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

浅谈智能座舱与人机交互技术创新
2026-07-14
-

连接器如何破局?莫仕携“系统级决绝方案”迈入新阶段
2026-07-08
-
浅谈智能座舱与人机交互技术创新
在汽车电动化、智能化、网联化深度融合的产业趋势下,智能座舱已从配置竞争转向技术体系与落地能力的竞争。本文以零跑汽车为案例,从中央集成电子电气架构、高算力硬件、自研车机操作系统、多模态交互、舱驾融合以及车载大模型六大技术维度,对智能座舱与人机交互关键技术进行深入解析,并聚焦底层技术实现、工程化落地、量产应用效果与成本控制逻辑。研究表明,零跑汽车实现了高阶智能技术的大众化,为自主品牌提供了可复制的实践路径,验证了技术落地成效,并指明了未来优化方向。
作者:
-
看见·增程的“第二生长曲线”
-
面向ISO 34505的自动驾驶场景评价及测试优先级分析
-
国产化替代正当时:永铭车规级固液混合电容,为激光雷达发射端与算力核心提供高纹波耐受解决方案
-
智能网联汽车轨迹优化方法研究综述
-
AI《汽车制造业》增刊





评论
加载更多