柔性化无动力车型生产规划方案探索
1 项目背景
某汽车企业的国际多元化发展中,SKD无动力模式的市场需求日益增加,伴随着行业竞争情况,促使企业在SKD无动力车型生产中要打造高品质、高柔性、高效率和低成本的规划制造场景,为公司创造最佳效益。原有的生产模式,如整车装配下线后拆除底盘件非正向工艺开发,对制造质量、效率和成本要影响较大,如底盘件不装车辆下线点使用工艺小车人工接车对制造效率、成本要影响较大。
本文针对SKD无动力车型生产需求,结合产线布局、投资和开发周期等维度考虑制定了无动力车下线站、无动力车工艺台车两种方案对比分析,最终确保实现SKD无动力车型生产的高品质、高柔性、高效率且低成本的规划制造应用场景。
2 方案一:无动力车下线站
2.1 应用场景
无动力车下线站应用场景,即在主线整车工艺流不做更改的情况下,无动力车下线站与主线并联,设置后装线末端增加无动力车下线站,车辆通过无动力车下线站转挂机构自动将无动力车转置工艺转运小车下线。
2.2 主工艺流(无动力车型)
主工艺流是前装-底盘(不装配)-后装-SKD无动力车下线站-包装工厂(无动力车+分总成零部件)-海外工厂,如图1所示。
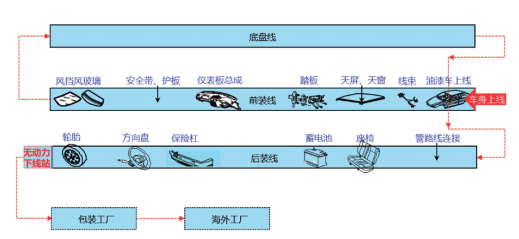
图1 无动力车下线站方案工艺流
2.3 产线工艺流程
(1)前装线,主要完成无动力车型前装相关内容装配输送,主要涉及减振垫总成、前舱线束总成、室内地板线束总成、天幕总成、踏板总成、仪表板总成、顶棚总成、安全带、A/B/C柱护板总成和前/后风窗玻璃总成等相关部件装配,前装线采用滑板+工艺支撑实现无动力车型输送及装配需求。
(2)底盘线,主要完成无动力车型底盘相关内容装配输送,主要涉及无动力车型需求装配部分堵件、管线,底盘线采用摩擦线+抱具实现无动力车型输送及装配需求。
(3)后装线,主要完成无动力车型后装相关内容装配输送,主要涉及前散热器模块总成、照明灯总成、副仪表板总成、行李舱总成、座椅总成、蓄电池总成、保险杠总成、座椅总成和方向盘总成等相关部件装配,前装线采用滑板+工艺支撑实现无动力车型输送及装配需求。
(4)无动力车下线站,如图2所示,主要完成无动力车型下线转置,无动力车到达下线站通过转挂机构自动将无动力车转置工艺转运小车,无动力车转置转运小车后通过物流牵引车转置暂存区域,发包装工厂。
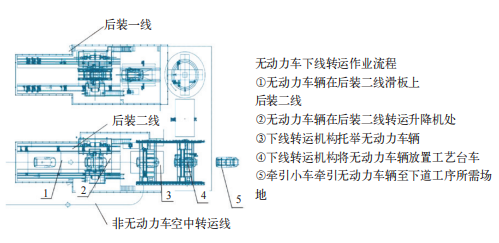
图2 无动力车下线站
(5)包装工厂,主要完成各分总成件、各散件和无动力车包装发运。
(6)海外工厂,主要完成国内未完成装配的底盘各分总成件及关联各散件装配,整车油辅液加注、电检刷写配置、检验,检测线、路试、淋雨及终检交付。
3 方案二:无动力工艺台车
3.1 应用场景
无动力工艺台车应用场景,即在主线整车工艺流不做更改情况下,在原产线底盘线装配工艺台车替代底盘悬架,车辆通过调整线升降机下线,用于产线无动力车型下线。
3.2 主工艺流(无动力车型)
主工艺流是前装-底盘(装工艺台车)-后装-调整线-拆卸工艺台车-包装工厂(无动力车+分总成零部件)-海外工厂,如图3所示。
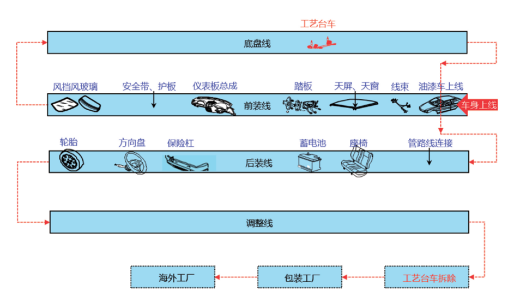
图3 无动力工艺台车方案工艺流
3.3 产线工艺流程
(1)前装线,工艺流、输送方式与方案一一致,主要完成无动力车型前装涉及相关内容装配输送工作。
(2)底盘线,主要完成无动力车型底盘相关内容装配输送,除涉及无动力车型需求装配部分堵件、管线,特别涉及无动力车型下线所需无动力工艺台车装配,如图4所示,底盘线采用摩擦线+抱具实现无动力车型输送及装配需求。
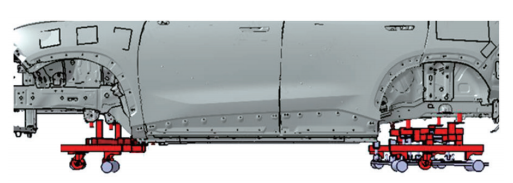
图4 无动力工艺台车
(3)后装线,工艺流、输送方式与方案一一致,主要完成无动力车型后装涉及相关内容装配输送工作。
(4)调整线,主要完成无动力车型应用工艺台车下线后输送,调整线采用滑板实现无动力车型输送,无动力车型下线后通过物流牵引车转置拆卸工艺台车区域。
(5)拆卸工艺台车,主要完成无动力车型工艺台车拆除,通过举升机完成工艺台车拆除,拆除后无动力车型通过工艺转运小车发包装工厂。
(6)包装工厂,与方案一一致,主要完成各分总成件、各散件和拆卸后无动力车包装发运。
(7)海外工厂,与方案一的差异主要涉及部分整车油辅液加注,如清洗液、润滑油等。拆卸过程未排放及电检刷写配置无需海外工厂开展,其他与方案一一致。
4 两种方案对比分析
无动力车下线站、无动力工艺台车方案对比分析。见表,整体投资、开发周期存在一定差异,两种方案针对无动力车生产方案主要需结合各主机厂工艺布局空间、量纲和节拍等因素择优选择。
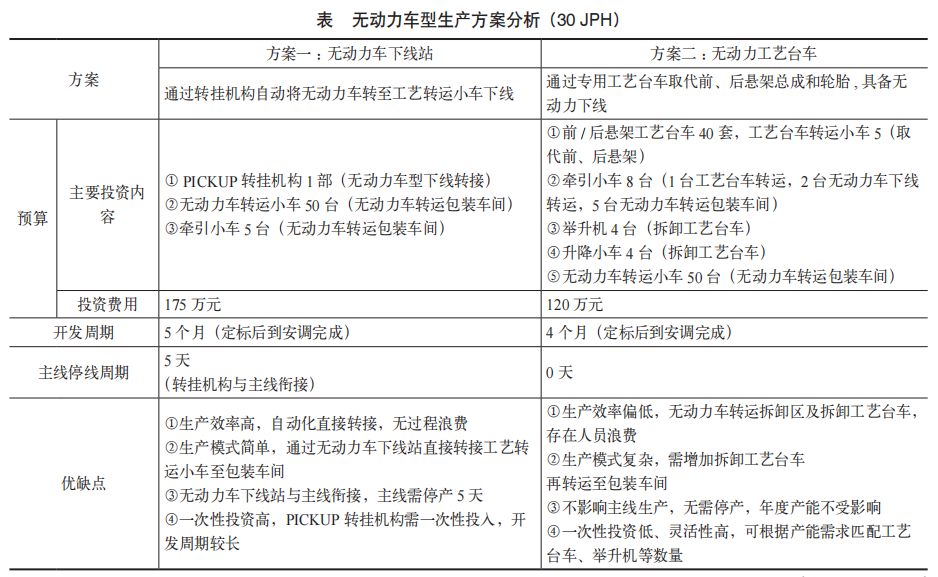
结合分析,无动力车下线站技术方案柔性化、智能化程度相对较高,适用于高产能、高节拍共线生产需求。无动力工艺台车技术方案投资灵活性较高,可根据量纲需求逐步实施,同时开发周期短,对主线无影响。企业最终结合量纲、节拍等因素,选择了方案一实施应用,实现精益规划制造。
5 结语
在中国汽车走向世界国际多元化的发展过程中,制造过程柔性化、智能化也是必然趋势,建设一条柔性化产线实现多车型、多品种、多配置共线生产规划技术方案势在必行。无动力车下线站技术方案与无动力工艺台车技术方案,均可满足无动力车型与传统车型的共线生产需求,实现了工艺正向开发,为企业打造产线高品质、高效率且低成本规划制造理念。
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:吴明 欧阳铭坤 连宇波 吴朋朋,单位:奇瑞汽车股份有限公司捷途品牌事业部。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

自适应用能技术的研究与探索
当前工厂生产过程中普遍存在的能源浪费突出、用能效率偏低等痛点,不仅制约了企业降本增效目标的实现,也与绿色生产、低碳制造的发展要求存在差距。本文以汽车零部件企业注塑加工设备与空压机系统为研究对象,聚焦注塑机余热回收利用不足、模温机冷却系统的能源浪费和空压机用能冗余三大核心用能痛点,结合车间实际生产工况与能源消耗特征,设计自适应用能方案与能源梯次利用技术路径。经工厂实际工程应用验证,该技术方案有效实现了能源的梯次回收与自适应调控,大幅降低了生产能耗与运营成本,且项目投入产出比优异,兼具经济价值与环保效益,为行业提供了可复制、可推广的工程实践参考。
2026-05-08
-

自适应生产链的构建、关键技术及优化路径研究
自适应生产链作为融合新一代信息技术与先进生产管理理念,兼具柔性、效率与韧性的新型生产模式,成为制造业转型升级的核心方向。本文以制造业生产链的动态优化需求为切入点,界定自适应生产链的核心内涵与特征,解析其“感知—决策—执行—反馈”的闭环运行机制,系统梳理支撑其构建的关键技术体系,结合制造业实践剖析当前自适应生产链建设中的现存问题,最终提出多维度的优化路径、实施路径与发展展望,为制造业企业搭建自适应生产链、提升产业链核心竞争力提供理论支撑与实践参考。
2026-05-07
-

乳化液浮油控制技术在发动机工厂的应用研究
铝合金发动机加工对润滑性要求较苛刻,因此该类切削液的油含量和酯含量都较高,才能满足苛刻的加工要求。通过对我公司现场切削液中浮油成分的分析,采用实验室模拟评估和现场试用评测相结合的方法,研究了不同类型乳化剂复配使用增强乳化浮油性能的效果,结果表明,合适的乳化剂确有帮助节约乳化液消耗量的正向效果,为行业内铝合金发动机加工切削液浮油多的问题提供了一个可以参考的方向,帮助企业实现节能减排。
2026-05-06

热点文章
-

基于深度学习的电驱实验系统设计
2026-07-24
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

采埃孚全球电子助力转向系统产量突破1亿
2026-07-24
-

-

-

AHTE 2026 展后报告新鲜出炉
2026-07-24
-

AMTS 2026 展后报告新鲜出炉
2026-07-24
-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多