格兰富机加工专家视角:新能源爆发,机床或迎来新机遇
新趋势:
新能源车辆轻量化
“节能减排”主旋律,新能源应运而生
汽车领域是推进我国节能减排的重点。2020年中国汽车工程学会组织全行业专家修订编制的《节能与新能源汽车技术路线2.0》发布,对于乘用车新车的油耗做了具体的要求,2025/2030/2035年乘用车新车的平均油耗分别需要降至4.6、3.2、2.0L/100km,节能减排标准持续升级。
《节能与新能源汽车技术路线2.0》
能耗总体目标

续航里程和整车重量的平衡
在政策+市场的双重助推下,国内新能源车渗透率快速提升,从2020年1月的2.7%提升到2021年11月份的20%,随着新能源车份额的不断扩大,相关的问题也逐渐突出。2021年2月,“中国汽车流通协会”发布文章《如何破解新能源车里程焦虑?》,提及根据协会对于新能源车主用车体验的面访调研结果,用户购买时最关心的问题就是“电池续航能力”,占比达到31.8%,里程焦虑成为消费者购买新能源车的核心关注内容。
除了电池电机,续航能力还有一个重要的影响因素,即整车重量。虽然新能源车相较于燃油车减少了发动机和变速箱,但是增加了三电(电机、电控、电池)系统,由于电池动力系统的能量密度低于燃油系统,所以会导致新能源整车的重量高于传统燃油车。
燃油车与新能源车质量对比(kg)
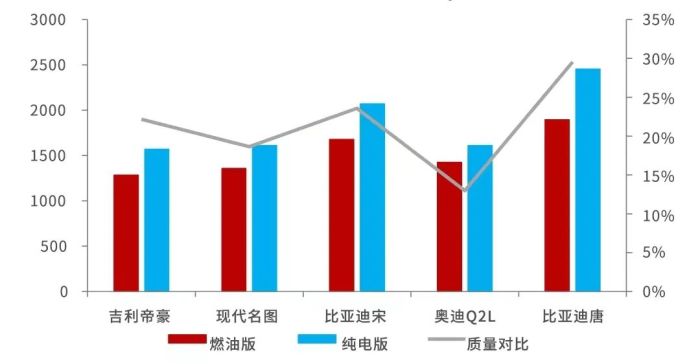
数据来源:汽车之家,东吴证券研究所绘制
广大用户新能源车对于续航里程的诉求,增加了对于整车轻量化的需求。
新需求:
新能源车辆结构变化
纯电动车与传统燃油车的结构对比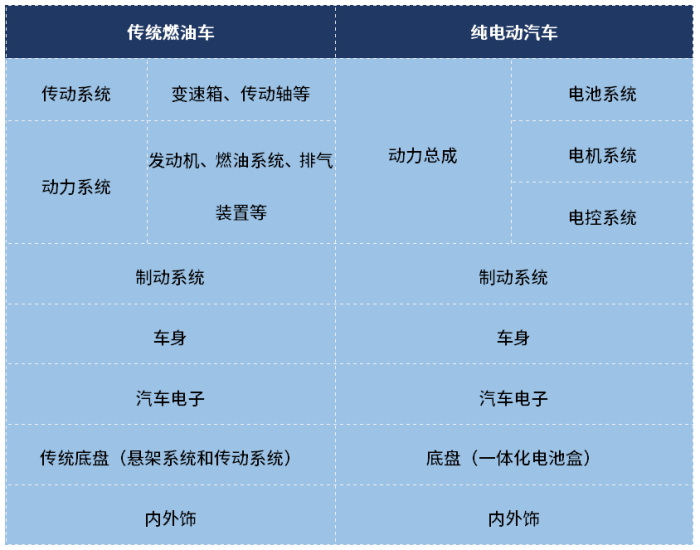
与传统燃油车相比,新能源车的动力总成发生重大变化,对机床的要求是定制化开发。同时,电池保护系统是一个非常复杂的系统工程,不仅要考虑到坚固耐造性,更要考虑到防尘、 防潮、防水性,并兼顾热性能。
复杂的系统以及电池安全势必对加工工艺提出新的要求,机床需求也重点以加工中心、龙门等为主,工艺则以中心高压出水为主,对高压水泵的需求量大。
新机遇:
一体化压铸发展前景
传统汽车制造工艺,工序多耗时长
在传统汽车车身制造过程中,冲压+焊接两大步骤构成核心工艺。
冲压是传统汽车车身制造的第一道核心工艺,其是利用冲床等设备将钢或铝合金压成各种车身零部件。据统计,汽车上有60%-70%的零部件是用冲压工艺生产的。焊接是指对冲压后的零部件进行连接,主要通过焊接机器人完成。
据统计,每辆车车身(车身总成及车身部装件)一般由300-400个零部件组成,大约有3000-6000个焊点,主要在焊接车间完成,工序多,生产时间较长。
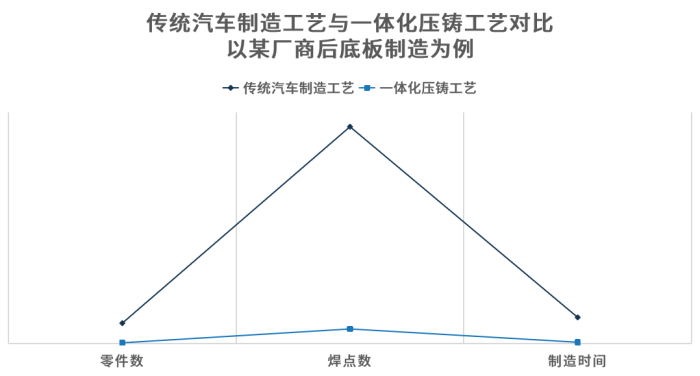
一体化压铸,颠覆传统汽车制造工艺
一体化压铸成型工艺可大大减少零部件使用数量,一次压铸即可获得完整的零部件,从而取代传统复杂的冲压+焊接工序,大幅缩短制造时间。以某厂商后底板制造为例,其使用6000T压铸机一体成型,零件数从70多个减少为1-2个,焊点大约由700-800个减少到50个,同时制造时间由原来的1-2小时缩减至3-5分钟,效率大幅提升。
由于一体化压铸技术在效率、安全、降本等方面的优异表现,受到了市场强烈的关注,多家车企跟进一体化压铸,市场空间广阔。汽车供应链及时跟进,新势力车型确定采用一体化压铸。多家汽车供应商布局一体化压铸领域,随之产生的机床需求液大幅提升。以新能源车后底板为例,一体化压铸成型后,需要配套相应机床进行压铸件的毛刺与毛边等的切屑。根据统计,一台6000-8000吨级压铸机需配套20-25台龙门机床。

电动化与轻量化乃大势所趋,推动存量设备加速更新。预计从2022年开始,随着其他新能源车厂商逐步跟进推动一体压铸工艺,相关机床需求将迎来爆发。
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多